Изобретение относится к электричеству, в частности высоковольтным катушкам индуктивности для мощных силовых трансформаторов, в том числе для вторичных источников питания различных устройств техники СВЧ.
Одним из основных требований, которым должны отвечать данные устройства, - это их надежность, определяемая как электрическими характеристиками, и прежде всего электроизоляционными, так и механической прочностью в условиях повышенных эксплуатационных нагрузок.
Известна катушка индуктивности и способ ее изготовления, представляющая собой обмотки, изготовленные посредством намотки электропровода на разъемную оправку с двумя раздвижными фланцами, предназначенными для регулировки ширины катушки индуктивности, с последующей пропиткой обмоток диэлектрическим лаком [1].
Можно предположить, что данная катушка индуктивности не может быть использована для работы в мощных силовых полях.
Известна катушка индуктивности и способ ее изготовления, состоящая из нескольких секций, соосно расположенных, последовательно соединенных и изолированных друг от друга изоляционным материалом из электроизоляционной массы и эластичных электроизоляционных прокладок.
При этом каждая секция намотана из медной ленты, которая обернута электроизоляционным материалом в один слой с перекрытием стыка [2].
Способ изготовления данной катушки индуктивности заключается в обертывании медной ленты электроизоляционным материалом в один слой с перекрытием стыка и наматывании ее в каждой секции. По окончании намотки секция пропитывается электроизоляционным лаком и сушится. При сборке на ее торец наносится электроизоляционная масса и две электроизоляционные прокладки, при этом края прокладки отгибаются на ширину ленты на наружный и внутренний диаметр секции. Далее аналогично собираются остальные секции до необходимого количества. Секции укладываются соосно, спаиваются между собой и в собранном виде бандажируются и сушатся.
Данная катушка индуктивности может быть использована для работы, в том числе в силовых полях повышенной мощности.
Однако данная катушка индуктивности и прежде всего способ ее изготовления очень сложны в исполнении и не обеспечивают необходимые электрические характеристики, и прежде всего электроизоляционные, а следовательно, и ее надежность.
Известна высоковольтная катушка индуктивности и способ ее изготовления, представляющие собой обмотки из 3-5 слоев электропроводника с изоляцией каждого слоя, расположенных в углублении цилиндрического каркаса между двумя его фланцами, которые выполнены с разновысокими кольцевыми буртиками - уступами - прототип [3].
Способ заключается в наматывании многослойной обмотки из 3-5 слоев, непрерывно виток к витку от уступа к уступу с изоляцией каждого слоя и смещением начала и конца соседних слоев на длину буртика для исключения западания витков из одного слоя в другой.
Данная высоковольтная катушка индуктивности и способ ее изготовления по сравнению с предыдущим аналогом несколько проще, но недостаточно.
Кроме того, как и в предыдущем аналоге, не обеспечиваются необходимые прочностные характеристики как электрические, и прежде всего электроизоляционные и токи утечки, так и механические, а следовательно, не обеспечивается надежность высоковольтной катушки индуктивности.
Это особенно критично при работе ее в составе вторичных источников питания различных устройств техники СВЧ, в том числе мощных.
Техническим результатом предлагаемых изобретений является повышение надежности путем повышения как электрических характеристик, прежде всего электроизоляционных, и снижения токов утечки - их минимизации, так и механической прочности, упрощение конструкции высоковольтной катушки индуктивности и способа ее изготовления.
Указанный технический результат достигается:
как предложенной конструкцией высоковольтной катушки индуктивности, в которой:
- каркас каждой секции и изолятор между ними выполнены в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними,
- изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея,
- электроизоляция и герметизация высоковольтной катушки индуктивности выполнены из электроизоляционного термостойкого высокопрочного компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, при этом толщину слоев арамидной полимерной бумаги и электроизоляционного термостойкого высокопрочного клея между ними задают величиной выходного напряжения, активное сопротивление первичной и вторичной обмоток пропорционально отношению заданных напряжений в них,
так и предложенным способом ее изготовления, который включает следующие операции:
- предварительное изготовление двух видов заготовок заданной формы и заданной толщины, одну - для каркаса каждой секции, другую - для изолятора между секциями, в виде двух и более чередующихся слоев арамидной полимерной бумаги и слоев электроизоляционного термостойкого высокопрочного клея, расположенного между ними, посредством намотки слоев арамидной полимерной бумаги на заданную форму и одновременного нанесения на поверхность каждого слоя арамидной полимерной бумаги электроизоляционного термостойкого высокопрочного клея, прессования заготовок и последующей их обработки при температуре полимеризации электроизоляционного термостойкого высокопрочного клея,
- вырубку из соответствующих заготовок каркаса для каждой секции и изолятора между ними,
- изготовление первичной и вторичной обмоток заданной толщины посредством поочередного расположения на каркасе каждой секции слоев арамидной полимерной бумаги, электроизоляционного термостойкого высокопрочного клея и электропроводника,
- сборку высоковольтной катушки индуктивности посредством поочередного соосного расположения каркаса каждой секции с первичной и вторичной обмотками и изолятора между ними и соединение секций между собой электроизоляционным термостойким высокопрочным клеем,
- одновременную электроизоляцию и герметизацию упомянутой сборки посредством размещения ее в герметичной разъемной заливочной форме с предварительной обработкой ее внутренней поверхности антиадгезионной смазкой и заливки в нее электроизоляционного термостойкого высокопрочного компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей с последующей обработкой при температуре его полимеризации, при этом герметичная разъемная заливочная форма выполнена из твердых металлов или их сплавов, а в качестве антиадгезионной смазки берут раствор гидрофобизирующей жидкости в бензине.
Арамидная полимерная бумага, обладая рыхлой структурой, обеспечивает качественную пропитку ее электроизоляционным термостойким высокопрочным клеем и в сочетании с высокими термостойкими до 250°С и прочностными не менее 30 МПа характеристиками указанного клея обеспечивает образование монолитной механически прочной структуры каркаса и изолятора, обладающей высокой устойчивостью к повышенным эксплуатационным нагрузкам, а именно вибромеханическим, ударным и температурным, в том числе и резким перепадам температур.
Более того, арамидная полимерная бумага, обладая высокими электрическими характеристиками, а именно электрической прочностью в пределах 17-33 кВ/мм, низкой диэлектрической проницаемостью порядка 1,6-3,7, малым тангенсом угла диэлектрических потерь порядка (4-7)×10-3 при частоте 60 Гц и толщине 0,05-0,76 мм в совокупности с высокими электроизоляционными свойствами указанного клея Епр. порядка 30 кВ/мм, обеспечивает высокие электрические характеристики и материалу каркаса и изолятора, в том числе электроизоляционные, и низкие токи утечки - их минимизацию.
Итак, выполнение каркаса каждой секции и изолятора между ними в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними, обеспечит повышение как электрических характеристик, и прежде всего электроизоляционных, и снижение токов утечки - их минимизацию, так и повышение механической прочности и, следовательно, повышение надежности высоковольтной катушки индуктивности в условиях повышенных эксплуатационных нагрузок.
Выполнение изоляции между первичной и вторичной обмотками из электроизоляционного термостойкого высокопрочного клея и соединения между секциями, благодаря его указанным свойствам, также повышает надежность высоковольтной катушки индуктивности.
Поскольку конструкция высоковольтной катушки индуктивности представляет собой, как правило, сочетание элементов, выполненных из различных материалов различной массы и с различными значениями коэффициентов линейного термического расширения, что приводит к снижению механической прочности. Это имеет место как в аналогах, так и прототипе.
То предложенное в данном изобретении выполнение электроизоляции и герметизации высоковольтной катушки индуктивности из электроизоляционного термостойкого высокопрочного компаунда и на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, и более того, наличие этого клея в каркасе, изоляторе и соединении между секциями обеспечивает совместимость всей конструкции по коэффициентам линейного термического расширения.
А это обеспечит повышение механической прочности высоковольтной катушки индуктивности в условиях ее эксплуатации при высоких рабочих напряжениях, высоких рабочих температурах и резкого их перепада, вибромеханических и ударных нагрузок, повышенной влажности, перепадов внешнего давления и тем самым повысит надежность высоковольтной катушки индуктивности.
Предложенный способ изготовления высоковольтной катушки индуктивности, а именно:
- предварительное изготовление заготовок заданной формы и заданной толщины и последующая вырубка из них каркаса и изолятора и предложенное изготовление первичной и вторичной обмоток в совокупности с высокими электрическими характеристиками используемых одних и тех же материалов, которые образуют между собой в случае каркаса и изолятора монолитную конструкцию, - все это обеспечивает:
во-первых, указанным элементам конструкции высокую механическую прочность и высокие электрические характеристики, прежде всего электроизляционные, и низкие токи утечки,
во-вторых, упрощение изготовления элементов конструкции;
- предложенная электроизоляция и герметизация сборки высоковольтной катушки индуктивности посредством заливки электроизоляционного термостойкого высокопрочного компаунда и на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, обеспечивает:
во-первых, монолитность конструкции уже в целом и, следовательно, повышение как электрических характеристик, так и механической прочности,
во-вторых, совместимость всей конструкции по коэффициентам линейного термического расширения и, следовательно, повышение механической прочности;
в-третьих, упрощение способа изготовления, так как это осуществляют одновременно в одной операции.
Указанная антиадгезионная смазка обеспечивает:
во-первых, минимальную адгезию между металлом и компаундом электроизоляции и герметизации высоковольтной катушки индуктивности,
во-вторых, максимально возможную тиражируемость заливок при сохранении качества.
Таким образом, предложенная высоковольтная катушка индуктивности и способ ее изготовления обеспечат:
во-первых, повышение надежности путем повышения как электрических характеристик, прежде всего электроизоляционных, и снижения токов утечки - их минимизации, так и механической прочности в условиях повышенных эксплуатационных нагрузок,
во-вторых, упрощение ее конструкции и способа изготовления.
Изобретение иллюстрируется чертежами.
На фиг.1 дан общий вид предлагаемой высоковольтной катушки индуктивности, состоящей из двух секций, где
- секции высоковольтной катушки индуктивности 1 и 2
- изолятор между секциями 3,
- каркас из диэлектрического материала 4,
- первичная и вторичная обмотоки 5 и 6 соответственно,
- изоляция между первичной и вторичной обмотками 7,
- электроизоляция и герметизация высоковольтной катушки индуктивноси 8.
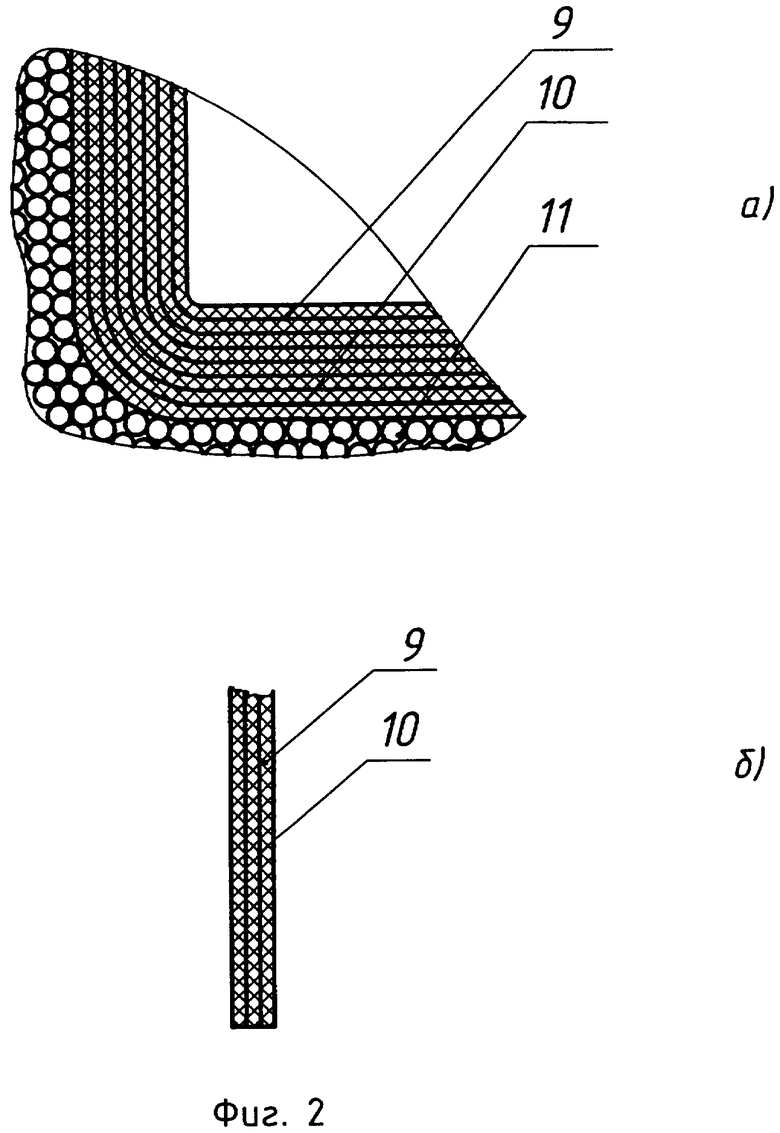
На фиг.2 а и б даны увеличенные фрагменты каркаса и изолятора в разрезе соответственно, где
- слой арамидной полимерной бумаги 9,
- слой электроизоляционного термостойкого высокопрочного клея 10,
- электропроводник 11.
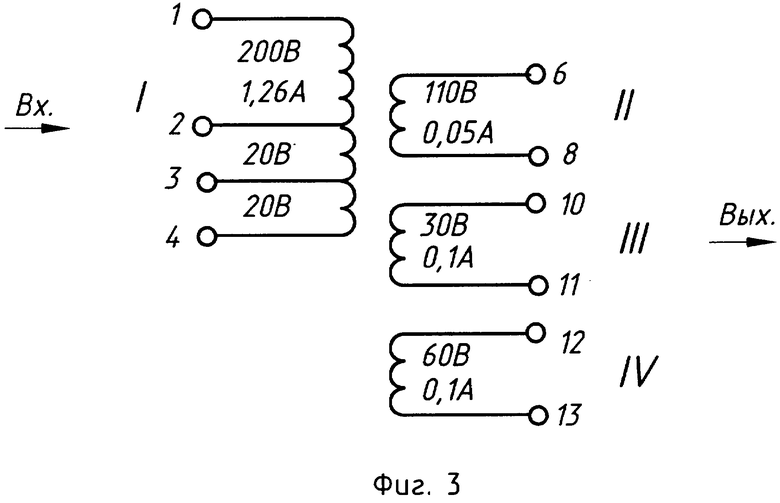
На фиг.3 дана принципиальная схема устройства.
Пример конкретного выполнения.
Предварительно изготавливают два вида заготовок заданной формы и заданной толщины, одну - для каркаса 4 каждой секции 1 и 2, другую - для изолятора 3 между секциями, в виде двух чередующихся слоев арамидной полимерной бумаги 9 и слоев электроизоляционного термостойкого высокопрочного клея 10, расположенного между ними. Для чего наматывают с помощью специального приспособления слои арамидной полимерной бумаги 9 на заданную форму, например на цилиндр, и одновременно наносят на поверхность каждого слоя арамидной полимерной бумаги 9 электроизоляционный термостойкий высокопрочный клей 10, прессуют заготовки и затем их обрабатывают при температуре полимеризации электроизоляционного термостойкого высокопрочного клея - 80°С в течение четырех часов.
Затем из соответствующих заготовок вырубают каркасы 4 для каждой секции и изоляторы 3 между секциями. Изготавливают первичную 5 и вторичную 6 обмотки заданной толщины посредством поочередного расположения на каркасе 4 каждой секции 1 и 2 слоев арамидной полимерной бумаги 9, электроизоляционного термостойкого высокопрочного клея 10 и электропроводника 11 в указанной последовательности.
Далее осуществляют сборку высоковольтной катушки индуктивности посредством поочередного соосного расположения каркаса 4 каждой секции 1 и 2 с первичной 5 и вторичной 6 обмотками и изолятора 3 между ними, например, на любую заданную форму и соединяют их между собой простым склеиванием с использованием электроизоляционного термостойкого высокопрочного клея 10.
Далее одновременно электроизолируют и герметизируют упомянутую сборку высоковольтной катушки индуктивности. Для чего берут герметичную разъемную заливочную форму, выполненную из стали, обрабатывают ее внутреннюю поверхность антиадгезионной смазкой - десятипроцентным раствором гидрофобизирующей жидкости в бензине. А затем размещают в ней сборку высоковольтной катушки индуктивности и заливают в нее, например, методом свободного литья через отверстие сифонного типа электроизоляционный термостойкий высокопрочный компаунд на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, с последующей термообработкой при температуре 120-180°С.
Изготовленные предложенными конструкцией и способом образцы высоковольтных катушек индуктивности были испытаны на предмет как электроизоляционных характеристик, так и механической прочности в условиях рабочих напряжений 25 кВ, рабочих температур 155°С в течение 500 часов и резкого их перепада в интервале - 60-155°С, синусоидальной вибрации в диапазоне частот 1-500 Гц с амплитудой ускорения до 10  и механических одиночных ударов с ускорением до 100
и механических одиночных ударов с ускорением до 100  , влажности порядка 98% при температуре 35°С, изменений внешнего давления от 90 мм рт.ст. до 3 кГс/см2.
, влажности порядка 98% при температуре 35°С, изменений внешнего давления от 90 мм рт.ст. до 3 кГс/см2.
Как показали испытания, образцы высоковольтных катушек индуктивности имеют высокие прочностные характеристики как электрические - сквозные токи утечки при температуре 155°С составляют 1,9-11 мкА в интервале рабочего напряжения до 30 кВ и более, так и механические - выдержали все указанные выше испытания без разрушений.
Работа устройства
При подаче на первичную обмотку 5 высоковольтной катушки индуктивности напряжения от первичного источника во вторичной обмотке 6 индуцируется выходное напряжение, которое через выводы вторичной обмотки передается на нагрузку, например, клистрон магнетрон, лампу бегущей волны.
Таким образом, предложенные конструкция и способ изготовления высоковольтной катушки индуктивности обеспечат по сравнению с прототипом:
во-первых, повышение надежности как с точки зрения ее электрических характеристик, и, прежде всего электроизоляционных - электрическое сопротивление не менее 600 МОм, а сквозной ток утечки при температуре 155°С составляет 1,9-11 мкА в интервале рабочего напряжения до 30 кВ и более, так и механической прочности при повышенных эксплуатационных нагрузках, в том числе жестких;
во-вторых, упрощение конструкции и способа изготовления.
Предложенный способ позволит достаточно просто изготавливать высоковольтные катушки индуктивности любой требуемой массы и габарита.
Указанные преимущества особенно актуальны в случае использования предложенной высоковольтной катушки индуктивности для вторичных источников питания различных устройств техники СВЧ, в том числе повышенной мощности и работающих в экстремальных условиях.
Источники информации
1. Заявка на изобретение №2003138031, МПК H01F 41/06, приоритет 2003.12.19, опубл. 2005.06.10.
2. Патент РФ №2167461, МПК H01F 5/06, приоритет 1998.02.24, опубл. 2001.05.20.
3. Заявка на изобретение №93035338, МПК H01F 19/04, приоритет 1993.07.07, опубл. 1996.01.20.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОВОЛЬТНАЯ КАТУШКА ИНДУКТИВНОСТИ | 2013 |
|
RU2539873C1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| ВЫСОКОВОЛЬТНЫЙ ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР БЕЗ СЕРДЕЧНИКА | 2010 |
|
RU2482562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
| КАТУШКА ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2006086C1 |
| ТРАНСФОРМАТОР ТРЕХФАЗНЫЙ ВЫСОКОВОЛЬТНЫЙ С СИСТЕМОЙ ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2011 |
|
RU2479059C1 |
| Высокопотенциальный трансформаторно-выпрямительный модуль | 1990 |
|
SU1725349A1 |
| ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР | 2013 |
|
RU2547809C2 |
| Однофазный трансформатор с повышенной нагрузочной способностью | 2023 |
|
RU2833485C1 |
| Высоковольтный трансформатор | 1985 |
|
SU1332396A1 |
Изобретение относится к электротехнике и может быть использовано в мощных силовых трансформаторах для вторичных источников питания. Технический результат состоит в повышении надежности и упрощении конструкции и изготовления. В высоковольтной катушке индуктивности каркас каждой секции и изолятор между ними выполнены в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними. Изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея. Электроизоляция и герметизация выполнены из компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей. Способ изготовления высоковольтной катушки индуктивности заключается в том, что предварительно изготавливают два вида заготовок заданной формы и заданной толщины, одну - для каркаса каждой секции, другую - для изолятора между секциями в виде двух и более чередующихся слоев арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея между ними. Прессуют заготовки и затем обрабатывают их при температуре полимеризации электроизоляционного термостойкого высокопрочного клея с последующей вырубкой из них каркаса для каждой секции и изолятора между ними. Изготавливают первичную и вторичную обмотки заданной толщины посредством поочередного расположения на каркасе каждой секции слоев арамидной полимерной бумаги, электроизоляционного термостойкого высокопрочного клея и электропроводника. Осуществляют сборку посредством поочередного расположения каркаса каждой секции с первичной и вторичной обмотками и изолятора между ними и соединяют их между собой электроизоляционным термостойким высокопрочным клеем. Осуществляют электроизоляцию и герметизацию упомянутой сборки посредством размещения ее в герметичную разъемную заливочную форму, выполненную из металла и заливки в нее компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей. 2 н. и 4 з.п. ф-лы, 4 ил.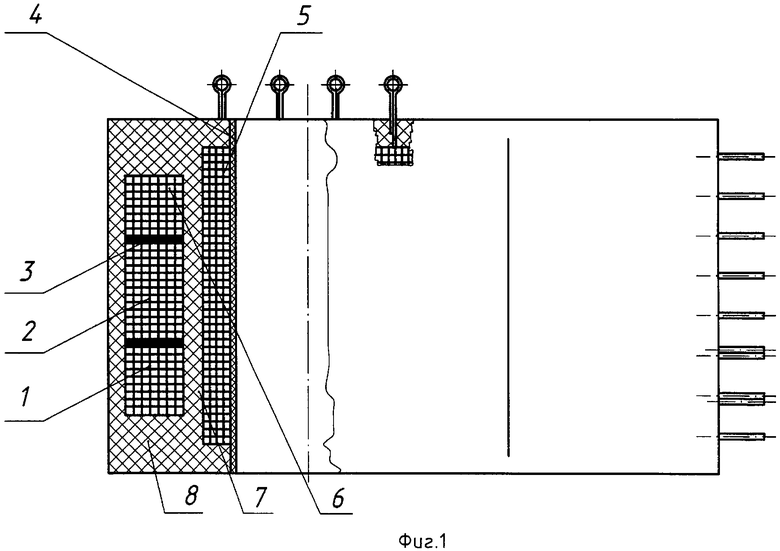
| ГИНЗБУРГ Л.Д | |||
| Высоковольтные трансформаторы и дроссели с эпоксидной изоляцией | |||
| - Л.: Энергия, 1978, с.121-124 рис.7-1a) | |||
| Катушка самоиндукции | 1927 |
|
SU8699A1 |
| Катушка с несколькими обмотками | 1971 |
|
SU476610A1 |
| SU 1284464 A3, 15.07.1983 | |||
| 0 |
|
SU290580A1 | |
| Электрическое индукционное устройство | 1990 |
|
SU1778798A1 |
| Способ изготовления катушек высоковольтных электротехнических устройств | 1989 |
|
SU1742870A1 |
| RU 20065631 С1, 20.08.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2007771C1 |
| МНОГОСЛОЙНАЯ КАТУШКА ВОЗБУЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2167461C2 |

