Изобретение относится к области производства изделий из бетонных смесей в промышленности строительных материалов.
Известен способ изготовления кровельных элементов, включающий приготовление бетонной смеси смешением минерального вяжущего, мелкого заполнителя, армирующих волокон и воды, укладку бетонной смеси в опалубку со съемной бортоснасткой на предварительно уложенный на основание гибкий подстилающий элемент, уплотнение вибровоздействием, удаление бортоснастки и выдержку до затвердевания [1] .
Недостатками известного способа являются низкая производительность и недостаточные морозостойкость и водонепро- ницаемость.
Наиболее близким по своей технической сущности является способ изготовления методом полусухого прессования пластинчатых изделий, преимущественно черепицы, включающий приготовление бетонной смеси смешением минерального вяжущего, мелкого заполнителя и воды, укладку ее в матрицу, уплотнение в ней прессующими и колебательными импульсами с последующим извлечением из матрицы изделия [2] .
Недостатками указанного способа является недостаточная водонепроницаемость и морозостойкость, увеличенный расход минерального вяжущего.
Целью изобретения является увеличение морозостойкости и снижение водопроницаемости при одновременном снижении расхода минерального вяжущего.
Цель достигается тем, что в предложенном способе изготовления методом полусухого прессования пластинчатых изделий, преимущественно черепицы, включающем приготовление бетонной смеси смешением минерального вяжущего, мелкого заполнителя и воды, укладку ее в матрицу с последующим уплотнением в ней воздействиями прессующих и колебательных силовых импульсов и извлечением отформованного элемента, приготовление и уплотнение бетонной смеси ведут в два этапа, при этом в промежутке между этапами предварительного и окончательного приготовления осуществляют активацию компонентов бетонной смеси с одновременным отделением частиц мелкого заполнителя с размером, превышающим 4-5 мм, воздействием колебательных импульсов с частотой 2-6 Гц и амплитудой 15-25 мм, причем на этапе предварительного приготовления бетонной смеси в течение 1,5-3,5 мин смешивают со скоростью перемещения, равной 100-180 м/мин, в соотношении 1: 2,0-4,0 минеральное вяжущее и мелкий заполнитель в виде смеси песков с модулями крупности 1,3-2,0 и 2,1-3,2, а на этапе окончательного приготовления бетонной смеси дополнительно перемешивают в течение 2,5-4,5 мин со скоростью 80-180 м/мин смесь компонентов бетонной смеси с доведением при этом ее влажности до 6-9% , после чего на первом этапе уплотнения к матрице в течение 0,5-3,0 с прикладывают колебательные силовые импульсы с частотой и амплитудой соответственно 40-60 Гц и 0,5-2,0 мм, которые на втором этапе уплотнения совмещают с воздействием на бетонную смесь прессующими силовыми импульсами в 15-19 кПа в течение 3-9 с.
При осуществлении изобретения создается технический эффект, заключающийся в повышении плотности, прочности, водонепроницаемости, морозостойкости и снижении расхода минерального вяжущего.
Способ изготовления методом полусухого прессования пластинчатых изделий, преимущественно черепицы, может быть осуществлен следующим образом.
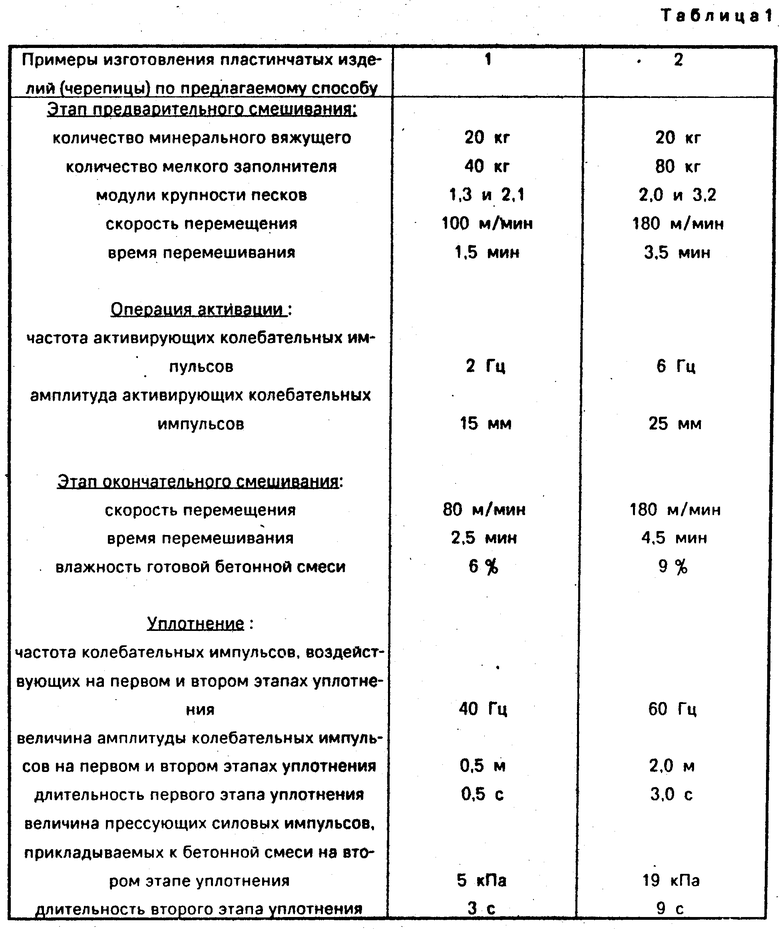
Приготавливают в два этапа бетонную смесь, при этом на этапе предварительного приготовления смешивают минеральное вяжущее, например, 20 кг цемента М300 с 40-80 кг мелкого заполнителя в виде смеси песков с модулями крупности 1,3-2,0 и 2,1-3,2 в течение 1,5-3,5 мин, со скоростью перемешивания, равной 100-180 м/мин, а затем полученную смесь компонентов перед этапом окончательного приготовления подвергают активации с одновременным отделением частиц мелкого заполнителя, размер которых превышает 4-5 мм, воздействием колебательных импульсов с амплитудой и частотой соответственно 15-25 мм и 2-6 Гц.
После чего на этапе окончательного перемешивания компоненты бетонной смеси дополнительно перемешивают в течение 2,5-4,5 мин со скоростью 80-180 м/мин с доведением одновременно влажности получаемой бетонной смеси до 6-9% . Полученную бетонную смесь загружают в расходный бункер, из которого при помощи питателя ею заполняют матрицу установки, где на первом этапе уплотнения к бетонной смеси прикладывают в течение 0,5-3,0 с колебательные силовые импульсы с частотой и амплитудой соответственно 40-60 Гц и 0,5-2,0 мм, которые на втором этапе уплотнения совмещают с воздействием на бетонную смесь прессующими силовыми импульсами в 5-19 кПа. После окончания процессов уплотнения отформованное изделие извлекают из формы и, в зависимости от необходимости, изделие выдерживают до схватывания минерального вяжущего или подвергают тепловлажностной обработке.
Из табл. 2 видно, что полученные изделия, изготовленные предлагаемым способом, по своим физико-механическим и потребительским свойствам превышают требования ТУ 21-0284757-5-91.
(56) 1. Авторское свидетельство СССР N 103259, кл. В 28 В 3/00, 1955.
2. Авторское свидетельство СССР N 1395592, кл. В 28 В 3/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОПРЕССОВАННЫХ ИЗДЕЛИЙ С ОБЛИЦОВОЧНЫМ СЛОЕМ, ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2097177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| БЕТОННАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2007 |
|
RU2345969C2 |
| ПЛИТКА БЕЗЫСКРОВАЯ ДВУХСЛОЙНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2371415C2 |
| Способ безотходного изготовления вибропрессованных бетонных строительных изделий | 2021 |
|
RU2773162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПСОБЕТОННЫХ БЛОКОВ И СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2086409C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2006 |
|
RU2312839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ СО СВЕТООТРАЖАЮЩЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2133723C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ В ОПАЛУБКЕ ТОНКОСТЕННЫХ КРИВОЛИНЕЙНЫХ АРМИРОВАННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2005864C1 |

Использование: в производстве изделий из бетонных смесей методом полусухого прессования, преимущественно черепицы. Сущность изобретения: приготовление и уплотнение бетонной смеси ведут в два этапа. В промежутке между этапами предварительного и окончательного приготовления бетонной смеси осуществляют активацию ее компонентов с одновременным отделением частиц мелкого заполнителя с размером, превышающим 4 - 5 мм, воздействием колебательных импульсов с частотой 2 - 6 Гц и амплитудой 15 - 25 мм. На этапе предварительного приготовления бетонной смеси в течение 1,5 - 3,5 мин смешивают со скоростью перемещения 100 - 180 м/мин в соотношении 1 : 2,0 - 4,0 минеральное вяжущее и мелкий заполнитель в виде смеси песков с модулями крупности 1,3 - 2,0 и 2,1 - 3,2. На этапе окончательного приготовления бетонной смеси дополнительно перемешивают в течение 2,5 - 4,5 мин со скоростью перемещения компоненты с доведением при этом влажности до 6 - 9% . На первом этапе уплотнения к бетонной смеси в течение 0,5 - 3,0 с прикладывают колебательные силовые импульсы с частотой и амплитудой соответственно 40 - 60 Гц и 0,5 - 2,0 мм, которые на втором этапе уплотнения совмещают с воздействиями силовыми импульсами в 5 - 19 кПа в течение 3 - 9 с. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТОДОМ ПОЛУСУХОГО ПРЕССОВАНИЯ ПЛАСТИНЧАТЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, включающий приготовление бетонной смеси смешением минерального вяжущего, мелкого заполнителя и воды, укладку ее в матрицу с последующим уплотнением в ней воздействиями прессующих и колебательных импульсов и извлечение отформованного элемента, отличающийся тем, что приготовление и уплотнение бетонной смеси ведут в два этапа, при этом в промежутке между этапами предварительного и окончательного приготовления осуществляют активацию компонентов бетонной смеси с одновременным отделением частиц мелкого заполнителя с размером, превышающим 4 - 5 мм, воздействием колебательных импульсов с частотой 2 - 6 Гц и амплитудой 15 - 25 мм, причем на этапе предварительного приготовления бетонной смеси в течение 1,5 - 3,5 мин. смешивают со скоростью перемещения 100 - 180 м/мин. в соотношении 1 : 2,0 ÷ 4,0 минеральное вяжущее и мелкий заполнитель в виде смеси песков с модулями крупности 1,3 - 2,0 и 2,1 - 3,2, а на этапе окончательного приготовления дополнительно перемешивают в течение 2,5 - 4 , 5 мин. со скоростью 80 - 180 м/мин. компоненты бетонной смеси с доведением при этом ее влажности до 6 - 9% , после чего на первом этапе уплотнения к бетону в течение 0,5 - 3,0 с прикладывают колебательные силовые импульсы с частотой и амплитудой соответственно 40 - 60 Гц и 0,5 - 2,0 мм, которые на втором этапе уплотнения совмещают с воздействиями прессующими силовыми импульсами в 5 - 19 кПа в течение 3 - 9 с.
