Изобретение относится к производству изделий из бетонных смесей в промышленности строительных материалов.
Известен способ изготовления методом полусухого прессования пластинчатых изделий, преимущественно черепицы, включающий приготовление бетонной смеси смешением минерального вяжущего, мелкого заполнителя и воды, укладку ее в матрицу, уплотнение в ней прессующими и колебательными импульсами с последующим извлечением из матрицы изделия [1]
Недостатками указанного способа являются недостаточная водонепроницаемость и морозостойкость, увеличенный расход минерального вяжущего.
Наиболее близким по технической сущности является способ изготовления вибропрессованных изделий с облицовочным слоем из полусухих строительных смесей, включающий укладку последних в матрицу с последующими предварительными и окончательными процессами уплотнения под воздействиями силовых колебательных и прессующих импульсов и извлечение из матрицы отформованных изделий [2]
Недостатками этого способа являются невозможность получения толстостенных изделий, низкая морозостойкость последних, увеличенный расход минерального вяжущего и большая энергоемкость и трудоемкость оборудования.
Целью изобретения является увеличение морозостойкости и снижение водопроницаемости при одновременном снижении расхода минерального вяжущего, энергоемкости и трудозатрат обслуживающего персонала. Цель достигается тем, что в предложенном способе изготовления вибропрессованных изделий с облицовочным слоем преимущественного из полусухих строительных смесей, включающем их укладку в бездонную матрицу, предварительное и окончательное уплотнение под воздействиями колебательных и прессующих силовых импульсов соответственно подвижной рамы и пуансона формовочной установки и извлечение отформованного изделия, укладку полусухих строительных смесей ведут в два этапа, чередуя последние с предварительным и окончательным процессами уплотнения, при этом на первом этапе укладки матрицу заполняют в течение 2,0 - 6,0 с полусухой строительной смесью основного слоя под воздействием колебательных импульсов, а предварительное уплотнение производят прессующими силовыми импульсами пуансона с удельным давлением на поверхность смеси в матрице 120 250 г/см2 в течение 3,0 8,0 с до достижения плотности, превышающей в 1,1 1,2 раза первоначальную плотность полусухой строительной смеси основного слоя, а на втором этапе укладки производят досыпку в матрицу полусухой строительной смеси облицовочного слоя и осуществляют окончательное уплотнение в течение 15 25 с одновременными воздействиями колебательных импульсов подвижной рамы и прессующих импульсов пуансона с удельным давлением в 200 500 г/см2 на поверхность полусухой строительной смеси.
При осуществлении изобретения создается технический эффект, заключающийся в повышении плотности, прочности, водонепроницаемости, морозостойкости и снижении расхода минерального вяжущего.
Способ изготовления вибропрессованных изделий с облицовочным слоем преимущественно из полусухих строительных смесей может быть осуществлен следующим образом.
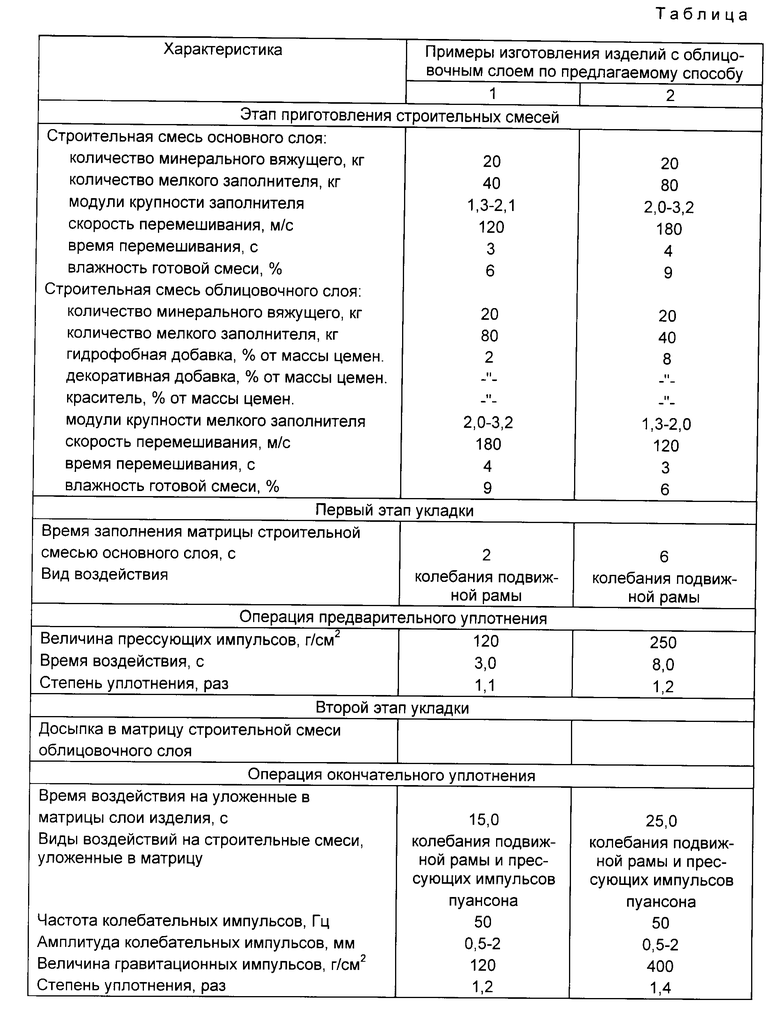
Полусухие строительные смеси основного и облицовочного слоев изготавливают раздельно, а укладку их осуществляют в два этапа, которые чередуют с предварительным и окончательным процессами уплотнения. При этом приготовление полусухой строительной смеси основного слоя осуществляют, например, смешением 20 кг цемента М300 с 40 80 кг мелкого заполнителя в виде смеси песков с модулями крупности 1,3 2,0 и 2,1 3,2 со скоростью 80 180 м/мин в течение 2 5 с одновременным доведением влажности приготовляемой строительной смеси до 6 9% а отличием полусухой строительной смеси облицовочного слоя является то, что при ее приготовлении в нее вводят 2 8% красителя от массы цемента и при необходимости вводят гидрофобные и /или декоративные добавки. После приготовления смесей обоих слоев ими заполняют изолированные друг от друга расходные емкости раздаточного приспособления формовочной установки и осуществляют первый этап укладки, в котором в матрицу формовочного устройства засыпают в течение 2,0 6,0 с под воздействием колебательных импульсов подвижной рамы формовочной установки полусухую строительную смесь основного слоя. После возврата питателя расходного приспособления в исходное положение осуществляют процесс предварительного уплотнения уложенной в матрицу строительной смеси основного слоя под воздействием гравитационных импульсов с удельным давлением в 120 250 г/см2 в течение 3,0 8,0 с до достижения плотности, превышающей в 1,1 1,2 первоначальную плотность уложенной в матрицу строительной смеси основного слоя, а затем осуществляют второй этап укладки. На втором этапе укладки досыпают в матрицу строительную смесь облицовочного слоя и после возврата в исходное положение соответствующей секции раздаточного приспособления производят окончательное уплотнение уложенных в матрицу строительных смесей основного и облицовочного слоев формуемого изделия в течение 15,0 25,0 с совместными одновременными воздействиями прессующих и силовых колебательных импульсов пуансона и подвижной рамы формовочной установки. При окончательном уплотнении величина прессующих импульсов достигает 110 400 г/см2 на поверхность изделия, находящегося в матрице, в результате чего в конце окончательного уплотнения плотность изделия увеличивается в 1,2 1,4 раза по сравнению с первоначальной плотностью строительных смесей.
После окончания процессов уплотнения отформованное изделие извлекают из формы и в зависимости от необходимости изделие выдерживают до схватывания минерального вяжущего или подвергают тепловлажной обработке.
Примеры изготовления изделий с облицовочным слоем приведены в таблице.
Изобретение относится к строительству и может быть использовано при производстве изделий из полусухих строительных смесей. Сущность изобретения заключается в том, что в способе изготовления вибропрессованных изделий с облицовочным слоем преимущественно из полусухих строительных смесей укладку в матрицу ведут в два этапа. Этапы укладки чередуют с процессами предварительного и окончательного уплотнения. На первом этапе укладки матрицу заполняют в течение 2,0 - 6,0 с под воздействием колебательных импульсов подвижной рамы формовочной установки полусухой строительной смесью основного слоя, который на этапе предварительного уплотнения подвергается воздействию прессующих импульсов пуансона, величина которых равна 120 - 250 г/см2 в течение 3 - 8 с до достижения плотности, превышающей в 1,1 - 1,2 раза первоначальную плотность смеси основного слоя. На втором этапе укладки в матрицу досыпают строительную смесь облицовочного слоя, а затем в течение 15 - 25 с производят окончательное уплотнение одновременными воздействиями силовых колебательных импульсов подвижной рамы и давления пуансона с удельным давлением, равным 110 - 400 г/см2 до достижения окончательной плотности изготовляемого изделия, превышающей в 1,2 - 1,4 первоначальную плотность полусухой строительной смеси. 1 табл.
Способ изготовления вибропрессованных изделий с облицовочным слоем преимущественно из полусухих и строительных смесей, включающий укладку последних в бездонную матрицу, последующее предварительное и окончательное уплотнение уложенных в матрицу смесей совместными силовыми воздействиями колебательных и силовых статических импульсов и извлечение из матрицы, отличающийся тем, что укладку полусухих строительных смесей ведут в два этапа, чередуя с предварительным и окончательным уплотнениями, при этом на первом этапе укладки матрицу заполняют строительной смесью основного слоя в течение 2 6 с под воздействием колебательных импульсов подвижной рамы формовочной установки, на которую оперта через поддон матрица, а предварительное уплотнение производят силовыми статическими импульсами в виде прессующих воздействий пуансона с удельным давлением на поверхность основного слоя, не превышающим 120 250 г/см2, в течение 3 8 с до достижения плотности, превышающей в 1,1 1,2 раза первоначальную плотность строительной смеси, после чего на втором этапе укладки в матрицу досыпают строительную смесь облицовочного слоя и производят окончательное уплотнение в течение 15 25 с совместными воздействиями колебательных импульсов подвижной рамы и прессующих силовых импульсов с удельным давлением 110 400 г/см2 пуансона до достижения окончательной плотности, превышающей в 1,2 1,4 раза первоначальную плотность полусухих строительных смесей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1395592, кл.B 28B 3/04, 1985 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2008205, кл.B 28B 3/00, 1992. | |||
