Изобретение относится к смазочно-охлаждающим составам, применяемым для механической обработки металлов и сплавов.
Известна смазочно-охлаждающая жидкость на основе олеиновой кислоты, минерального масла и серусодержащей присадки, которая в качестве серусодержащей присадки содержит дисульфид молибдена и тетратионат диэтилалкиламина, при следующем соотношении, мас. % :
Мелкодисперсный ди- сульфид молибдена 5-10
Тетратионат диэтил- алкиламина 3-5
Минеральное мас- ло 12-25
Олеиновая кисло- та 80-60
Известен также смазочный состав для обработки металлов на основе минерального масла, дисульфида молибдена и четыреххлористого углерода, при следующем соотношении компонентов, мас. % :
Дисульфид молибде- на 5-10
Четыреххлористый угле- род 5-35
Минеральное мас- ло Остальное
Эти жидкости являются эффективными при обработке труднообрабатываемых материалов, однако, в их состав входят компоненты, такие, как олеиновая кислота и четыреххлористый углерод, которые вредны, токсичны и могут вызвать ряд заболеваний кожи и дыхательных органов. Кроме того, они неустойчивы при хранении.
Наиболее близкой к изобретению является смазочно-охлаждающая жидкость на основе минерального масла с добавлением дисульфида молибдена и воды при следующем соотношении компонентов, мас. % :
Мелкодисперсный ди- сульфид молибдена 2 Вода 10-88
Минеральное масло Остальное
Данная жидкость проста и не содержит вредных для здоровья людей компонентов. Однако эта водомасляная смесь неустойчива и быстро расслаивается. Наличие порошка дисульфида молибдена без добавок поверхностно-активных веществ также снижает устойчивость смазочно-охлаждающей жидкости (СОЖ), наличие же в ней воды не дает возможности снизить коэффициент трения. Предлагаемая жидкость не может использоваться эффективно при обработке резанием, в частности при резьбонарезании труднообрабатываемых, жаропрочных и нержавеющих вязких сплавов, в том числе и при использовании автоматических систем подачи СОЖ.
В основу изобретения положена задача создать устойчивую смазочно-охлаждающую жидкость, которая обеспечила бы снижение коэффициента трения и износа инструмента, что позволило бы увеличить производительность и экономическую эффективность процессов обработки.
Поставленная задача решается тем, что смазочно-охлаждающая жидкость для обработки металлов и сплавов, содержащая минеральное масло и присадку, согласно изобретению, в качестве последней содержит ультрадисперсный алмазографитовый порошок, осерненный полиизобутилен и хлорсульфидированный жир при следующем соотношении компонентов, мас. % :
Осерненный полиизо- бутилен 3-15
Хлорсульфидирован- ный жир 2-5
Ультрадисперсный
алмазографитовый порошок 1,0-5
Минеральное мас- ло Остальное
Является целесообразным использовать в качестве присадки ультрадисперсный алмазографитовый порошок, получаемый динамическим методом (методом взрыва конденсированных взрывчатых веществ). Продукт синтеза - смесь алмаза и графита содержит 10-50% алмаза и 50-90% графита со средним размером частиц 40  и величиной удельной поверхности 380-390 м2/г.
и величиной удельной поверхности 380-390 м2/г.
Применение ультрадисперсного алмазографитового порошка (УДП-АГ) позволяет в значительной степени снизить коэффициент трения и износ инструмента. Этот эффект объясняется следующим:
а) малые частицы графита и алмаза выполняют роль дисперсных частиц, упрочняющих масляную пленку между поверхностями инструмента и обрабатываемого материала;
б) частицы графита обладают ярко выраженными антифрикционными свойствами;
в) малые частицы алмаза играют роль микрошариков, упрочняют (шаржируя) рабочую поверхность инструмента.
Является целесообразным в качестве присадки использовать осерненный полиизобутилен и хлорсульфидированный жир (ОПИБ и ХСЖ), так как они обладают высокоэффективными противоизносными свойствами. Это связано с наличием в их составе серы и хлора. Известно, что серусодержащие присадки адсорбируются по поверхности металла, где под воздействием температуры их молекулы распадаются по связям S-S с образованием свободных радикалов, которые затем взаимодействуют с металлом с образованием меркантида металла. При более высоких температурах и давлениях сера реагирует с металлом с образованием сульфидов железа и органических сульфидов. Образовавшиеся соединения позволяют значительно снизить износ режущего инструмента.
Действие хлорсодержащих присадок связано с образованием на контактных металлических поверхностях пленок хлорида железа, также обладающих хорошими противоизносными и противозадирными свойствами. Важным моментом является совместимость присадок и их взаимовлияние. Добавление данных присадок к ультрадисперсному алмазографитовому порошку позволяет усилить эффективность смазочно-охлаждающей жидкости, в результате чего повышаются ее эксплуатационные свойства.
Является целесообразным вводить в смазочно-охлаждающую жидкость осерненный полиизобутилен - 3-15 мас. % , а хлорсульфидированный жир в количестве 2-5 мас. % для усиления эффективности присадок, за этими пределами идет снижение их эффективности. Использование СОЖ с содержанием ОПИБ меньше 3% и ХСЖ меньше 2% не приводит к заметному увеличение стойкости инструмента и поэтому неэффективно. Заметный эффект повышения стойкости инструмента появляется при содержании ОПИБ не менее 3% , ХСЖ - 2% и УДП-АГ - 1,0% . Увеличение содержания ОПИБ более 15% , ХСЖ - 5% и УДП-АГ - 5% не приводит к увеличению стойкости инструмента, но увеличивает вязкость СОЖ и ее стоимость.
Смазочно-охлаждающую жидкость приготовляли следующим образом. В минеральное масло, в качестве которого могут быть использованы высокоочищенные индустриальные масла, например И-20 (ГОСТ 20799-79), добавляли осерненный полиизобутилен и хлорсульфидированный жир, после чего все тщательно перемешивали, затем добавляли ультрадисперсный алмазографитовый порошок и всю смесь еще раз перемешивали, далее смесь обрабатывали ультразвуком с частотой в пределах 5-22 кГц в течение 5-15 мин.
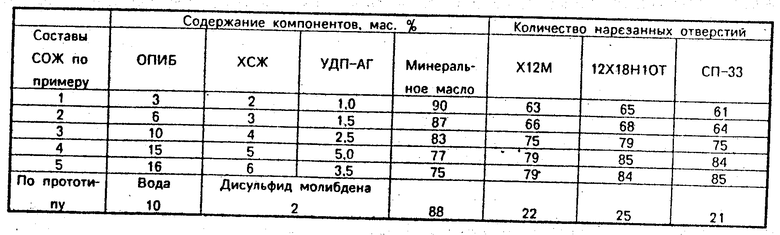
Для сравнительных испытаний были приготовлены 5 составов заявляемой СОЖ и один состав по прототипу.
Данные приведены в таблице.
СОЖ испытывали при обработке труднообрабатываемой стали Х12М, нержавеющей стали 12Х18Н10Г и жаропрочного сплава СП-33. Эффективность определяли количеством нарезанных в них отверстий до полной поломки метчика. Нарезание резьб проводили стандартными метчиками М10х1,5, изготовленными в одной партии из быстрорежущей стали Р6М5 (ГОСТ 19265-73). Скорость вращения метчика 60 об/мин, глубина резания 20 мм.
Предлагаемое изобретение может применяться для обработки резанием, в том числе для нарезания резьб метчиками в труднообрабатываемых, жаропрочных, нержавеющих сталях, сплавах и других материалах. (56) Авторское свидетельство СССР N 197075, кл. C 10 M 125/22, 1967.
Авторское свидетельство СССР N 827534, кл. C 10 M 125/22, 1981.
Патент ФРГ N 1233968, кл. 23 C 1/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИЧНАЯ СМАЗКА | 1999 |
|
RU2163921C2 |
| ТВЕРДЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2013 |
|
RU2531587C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2024599C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СОСТАВ | 1992 |
|
RU2005758C1 |
| ИНДУСТРИАЛЬНОЕ МАСЛО | 1991 |
|
RU2042711C1 |
| КОМПОЗИЦИОННЫЙ СПЕЧЕННЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ НА ОСНОВЕ ЖЕЛЕЗА | 2018 |
|
RU2714198C2 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1990 |
|
SU1806177A3 |
| ТРИБОТЕХНИЧЕСКАЯ ДОБАВКА | 2008 |
|
RU2404232C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1967 |
|
SU197075A1 |
Сущность изобретения: жидкость содержит, мас. % : осерненный полиизобутилен 5 - 15, хлорсульфидированный жир 2 - 5, ультрадисперсный алмазографитовый порошок 1 - 5, включающий 10 - 50% алмаза и 50 - 90% графита, и минеральное масло остальное. 1 з. п. ф-лы, 1 табл.
Осерненный полиизобутилен 5 - 15
Хлорсульфидированный жир 2 - 5
Ультрадисперсный алмазографитовый порошок 1 - 5
Минеральное масло Остальное
2. Жидкость по п. 1, отличающаяся тем, что она содержит ультрадисперсный алмазографитовый порошок, включающий 10 - 50 мас. % алмаза и 50 - 90 мас. % графита.
