Изобретение относится к химической очистке изделий из черных и цветных металлов от загрязнений на основе минерального масла, а именно от масляных, жировых и эмульсионных пленок, консервационных, штамповых смазок, а в особенности от их термоуплотненной смеси, получаемой в процессе листовой штамповки изделий.
Известен водный щелочной раствор для обезжиривания металлических изделий, содержащий кальцинированную соду 25 г/л и тринатрийфосфат 15 г/л [1] . Для удаления легких загрязнений, таких как масляные и эмульсионные пленки этот раствор требует подогрева. При этом пары щелочи попадают в атмосферу цеха. Кальцинированная сода в современных условиях становится дефицитным продуктом.
Для очистки же этим составом таких загрязнений, как термоуплотненная смесь консервационной и штамповой смазок требуется следующая технология. Обработка в известном растворе при температуре 90-90оС, который разрыхляет загрязнения, но не удаляет их, промывка холодной водой, травление в солянокислом при 20оС или в сернокислом при 50оС растворах для удаления загрязнений. Затем обильная обработка водой и пассивация в растворе тринатрийфосфата при температуре 40оС.
Наличие травления требует нейтрализационных установок, отрицательно влияет на экологию. Кроме того, травление является причиной возникновения таких дефектов в металле, как наводороживание, рыбья чешуя. При очистке поверхности, например, перед эмалированием, эти дефекты не позволяют получить качественное эмалевое покрытие.
Наиболее близким к изобретению является состав моющего средства на основе мыльно-щелочного раствора мыловаренного производства. В производстве мыла омыления жирных кислот в мыловаренный котел добавляют хлористый натрий и отстаивают полученную смесь.
Нижний слой этой смеси представляет собой мыльно-щелочной раствор, который дополнительно отстаивают для отделения кусочков неотделившегося жира. Для приготовления известного моющего средства в полученный раствор добавляют жидкое стекло, поверхностно-активные вещества - сульфонол и карбоксиметилцеллюлозу, отбеливатель, сульфат натрия и триполифосфат натрия [2] .
Полученное из этих компонентов моющее средство эффективно для стирки изделий из тканей. По отношению к очистке металлической поверхности известное средство может очищать только масляные, жировые и эмульсионные пленки. Для очистки металлической поверхности от смазок, а в особенности от их термоуплотненной смеси нужна большая концентрация этого средства. При этом средство содержит большое количество поверхностно-активных веществ, вызывающих сильное пенообразование, мешающее отделению загрязнений.
В основу изобретения поставлена задача - разработка состава для эффективной очистки металлической поверхности без травления от масляных, жировых и эмульсионных пленок, консервационных, штамповых смазок, а в особенности их термоуплотненной смеси, получаемой в процессе листовой штамповки, а также утилизация отходов мыловаренного производства.
Для решения поставленной задачи предлагается водный состав на основе мыльно-щелочного раствора мыловаренного производства, содержащий неионогенное или анионное поверхностно-активное вещество, который дополнительно содержит соль Грахама и буру при следующем соотношении ингредиентов, мас. % :
Мыльно-щелочной раст-
вор мыловаренного производства 5-25 Соль Грахама 0,8-1,2 Бура 0,5-0,7
Анионное или неионо-
генное поверхностно-ак- тивное вещество 0,1-0,6 Вода Остальное
Для приготовления заявленного состава используют мыльно-щелочной раствор, полученный после введения в мыловаренный котел хлористого натрия, а затем отстаивания. Раствор содержит 2,5-4,5% едкого натра, до 0,8% жира и 4,0-7,0% поваренной соли.
Дополнительному отстаиванию для отделения кусочков неотделившегося жира этот раствор не подвергают. При введении в состав соли Грахама и буры эти кусочки омыляются, превращаясь в дополнительные соли жирных кислот. Увеличение в растворе количества солей жирных кислот повышает эффективность раствора и позволяет без травления удалять термоуплотненные смеси смазок, смазки консервационные и штамповые в отдельности, а также масляные загрязнения. Т. е. , меняя концентрацию мыльно-щелочного раствора, можно получать составы для очистки загрязнений разной степени. Кроме того, достигается более высокая степень утилизации отходов мыловаренного производства, а также экономия компонентов моющего состава.
П р и м е р. Очистке подвергали образцы и изделия с разными видами загрязнений.
Посуда из стали 08КП - миски, кастрюли, бидоны, полученные листовой штамповкой. Перед штамповкой на листах содержалась консервационная смазка марки ЖКБ-1 ТУ 38 УССР 2-01-4-8-75 на основе минерального масла.
При листовой штамповке изделий в процессе глубокой вытяжки подавали эмульсионную смазку "Укринол-3". Таким образом, перед эмалированием на изделиях находилась смесь консервационной и штамповой смазки, которая была подвергнута давлению.
Образцы из ст. 10 размером 250х30, на которые были нанесены кистью загрязнения в виде минерального масла. Образцы выдерживали в течение 48 ч для отверждения загрязнений.
Образцы из алюминиевого сплава размером 100х100х3 мм марки Al-19, на которые была нанесена консервационная смазка марки ЖКБ-1.
Для очистки образцов и изделий готовили моющие растворы. При этом для испытания прототипа брали порошкообразное моющее средство "Лотос" с концентрацией 50,0 г/л. Из источника [2] известно, что моющее действие состава по прототипу находится на уровне известных синтетических моющих средств при их концентрации 5,0 г/л.
Предложенный состав готовили следующим образом.
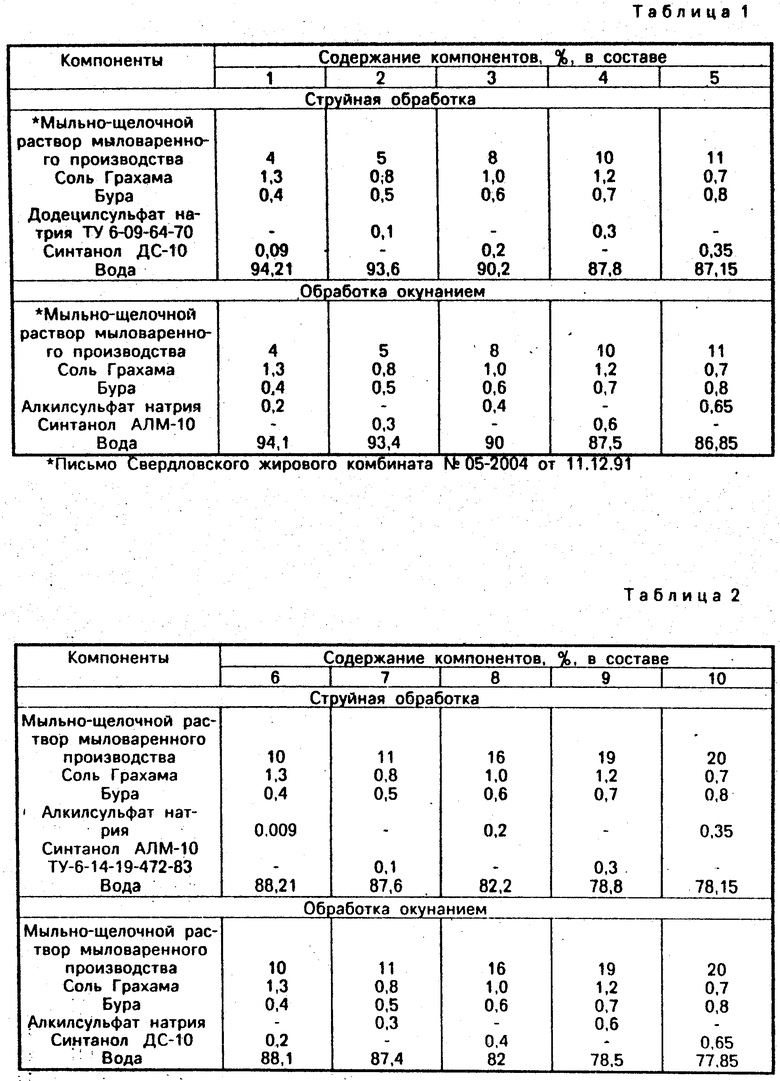
Расчетное количество мыльно-щелочного раствора разбавляли необходимым количеством воды (см. табл. 1, 2, 3), нагревали до 80-90оС.
В полученный раствор одновременно вводили соль Грахама, буру и поверхностно-активное вещество и в течение 10-12 ч перемешивали мешалкой до полной гомогенизации полученной смеси.
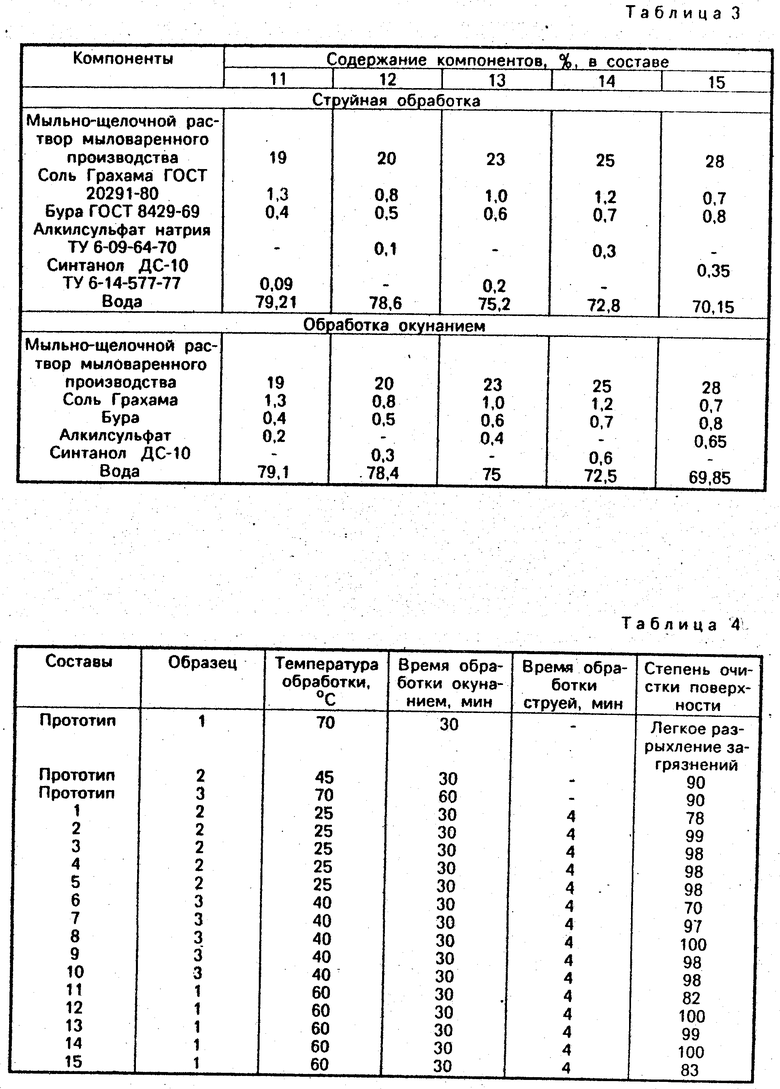
В табл. 1, 2, 3 приведена рецептура составов. При этом в табл. 1 приведена рецептура состава для очистки от масляных загрязнений (образцы 2). Количество мыльно-щелочного раствора в этом растворе составляет 5-10 мас. % . В табл. 2 приведена рецептура состава для очистки от консервационной смазки (образцы 3). Количество мыльно-щелочного раствора в этом растворе 11-19 мас. % . В табл. 3 приведена рецептура состава для очистки от смеси консервационной и штамповой смазок, полученной в процессе листовой штамповки. Оптимальное количество мыльно-щелочного раствора в этом случае составляет 20-25 мас. % . В качестве поверхностно-активного вещества брали синтанол ДС-10, синтанол АЛМ-10 - неионогенные, и алкилсульфат натрия, додецилсульфат натрия - анионные.
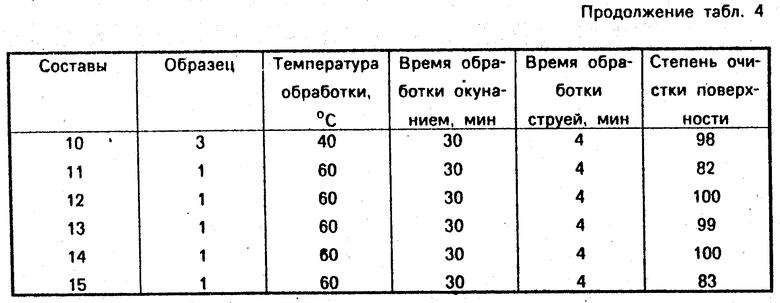
Полученными растворами проводили очистку изделий и образцов от загрязнений. Результаты приведены в табл. 4. Моющим средством по прототипу вели обработку окунанием (большое количество пены не позволяет вести струйную очистку). От масляных загрязнений образцы очищали при 45оС в течение 30 мин. От консервационной смазки - при 70оС в течение 1 ч. Смесь штамповой и консервационных смазок не удалялась при нагревании до 70оС и продолжительности обработки в 1 ч. Наблюдалось лишь разрыхление загрязнений.
При очистке предложенным составом очистку вели окунанием и струей в агрегате "Силезия". При этом в заявленных пределах содержания компонентов масляные загрязнения очищались при температуре раствора 25оС в течение 30 мин окунанием и в течение 4 мин - струйным методом. Консервационная смазка очищалась при нагревании раствора до 40оС и тех же временных режимах. Смесь смазок очищалась при нагревании раствора до 60оС за 30 мин - окунанием и 4 мин - при струйной очистке.
Причем количество поверхностно-активного вещества брали 0,1-0,3 при обработке окунанием и 0,3-0,6 - при струйной обработке во всех опытах.
Концентрация мыльно-щелочного раствора выше 25 мас. % приводит к увеличению вязкости раствора, что препятствует обработке, ниже 5 мас. % дает низкую степень очистки от масляных загрязнений.
Таким образом, меняя концентрацию мыльно-щелочного раствора в составе и не меняя концентрацию остальных компонентов, которая к тому же незначительна по отношению к отходу производства, можно получать моющие растворы для очистки металлической поверхности различной степени загрязненности, включая такую, как смесь штамповых и консервационных смазок, подвергавшуюся давлению. (56) Рекомендации по применению новых средств очистки машин и деталей при ремонте. М. , 1975, с. 15-18.
Авторское свидетельство СССР N 1154321, кл. C 11 D 9/60, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ТЕХНИЧЕСКОГО МОЮЩЕГО СРЕДСТВА ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2005 |
|
RU2277582C1 |
| ЧИСТЯЩЕ-МОЮЩАЯ ПАСТА (ВАРИАНТЫ) | 1999 |
|
RU2172770C2 |
| СМАЗОЧНАЯ ЗАЩИТНАЯ КОМПОЗИЦИЯ | 2004 |
|
RU2267522C1 |
| СОСТАВ СМАЗКИ ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2126818C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ С ПОСЛЕДУЮЩЕЙ РЕГЕНЕРАЦИЕЙ ВОДНОГО МОЮЩЕГО РАСТВОРА | 2007 |
|
RU2355822C2 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| МОЮЩЕЕ СРЕДСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2200188C2 |
| Техническое водорастворимое очищающее средство, обеспечивающее эффективное удаление твердых и жидких углеводородных отложений и углеводородных нагаров в холодной воде | 2021 |
|
RU2793032C1 |
| Техническое моющее средство для очистки твердой поверхности (варианты) | 2023 |
|
RU2816685C1 |
| ЗАЩИТНО-ДЕКОРАТИВНАЯ ЭМАЛЬ | 1993 |
|
RU2119933C1 |
Сущность изобретения: состав для очистки металлической поверхности содержит мыльно-щелочной раствор мыловаренного производства 5 - 25% , буру 0,5 - 0,7% , соль Грахама 0,8 - 1,2% , анионное или неионогенное поверхностно-активное вещество 0,1 - 0,6% и воду до 100% . 4 табл.
СОСТАВ ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ, содержащий мыльно-щелочной раствор мыловаренного производства, анионное или неионогенное поверхностно-активное вещество и воду, отличающийся тем, что он дополнительно содержит буру и соль Грахама при следующем соотношении компонентов, мас. % :
Мыльно-щелочной раствор мыловаренного производства 5 - 25
Бура 0,5 - 0,7
Соль Грахама 0,8 - 1,2
Анионное или неионогенное поверхностно-активное вещество 0,1 - 0,6
Вода Остальное
