Изобретение относится к трубопроводному транспорту и может быть использовано при восстановлении проводимости трубопроводов.
Известен из описания работы устройства (по а. з. Японии N 62-380390 кл. В 08 В 9/04, опублик. 15.08.87) способ очистки трубопроводов, по которому в процессе очистки используют полый сферический элемент из высокомолекулярного материала. Использование сферического элемента для очистки внутренней поверхности трубопровода не обеспечивает необходимого качества очищаемой поверхности трубопровода при проведении восстановительных работ.
Известен также способ очистки внутренних поверхностей полых изделий, через которые прокачивают рабочую среду со средством для очистки в виде гранул, имеющих положительную плавучесть в рабочей среде. При этом средство для очистки до прокачки рабочей среды намагничивают и вводят в очищаемые полости вдуванием воздуха. Средство для очистки состоит из внутренней оболочки шарообразной формы, включающей металлические элементы, и охватывающей ее наружной эластичной оболочки, металлические элементы выполнены из ферромагнитного материала, внутренняя оболочка может быть выполнена с порошковым покрытием на внутренней поверхности эластичной оболочки или внутренняя оболочка может быть образована смесью ферромагнитного порошка с поролоном (авт. св. СССР N 1131565, кл. В 08 В 9/06, опублик. 30.12.84).
Использование известного способа повышает материальные затраты на очистные работы вследствие применения дорогостоящих материалов и увеличивает трудоемкость подготовительных работ. Использование шарообразных средств для очистки не обеспечивает необходимого качества очищаемой поверхности для последующего нанесения покрытия на эту поверхность, т. к. правильной формы шарообразные очищающие элементы, контактируя с наростами отложений, имеющими неправильную произвольную форму, проникают лишь в зоны с размером, не меньшим чем диаметр очищающих элементов.
Наиболее близким к предлагаемому техническому решению по сущности и достигаемому положительному эффекту является способ очистки труб, по которому в трубопровод вводят чистящие элементы цилиндрической формы с положительной плавучестью в рабочей среде, у которых диаметр больше длины. Чистящие элементы вводят в трубопровод в потоке газа (патент США N 4489392, кл. 134-7, опублик. 13.11.84).
Использование чистящих элементов цилиндрической формы не обеспечивает должной эффективности восстановительных работ при очистке трубопровода, т. к. также требует дополнительных затрат времени и средств на проведение подготовительных работ (изготовление цилиндрических чистящих элементов) и не обеспечивает высокого качества очистки по причинам, аналогичным вышеизложенным и связанным с формой чистящих элементов.
Предлагаемое изобретение направлено на решение задачи повышения эффективности восстановительных работ.
Использование предлагаемого способа снижает затраты и время на проведение подготовительных работ, уменьшает стоимость восстановительных работ, повышает интенсивность и качество очистки действующих трубопроводов, что обеспечивает возможность последующего нанесения защитного слоя покрытия для предотвращения коррозии и восстановления механической прочности труб.
Поставленная задача решается тем, что при очистке внутренней поверхности трубопровода путем введения в него чистящих элементов с положительной плавучестью в рабочей среде и транспортировки их по трубопроводу сжатым газом и рабочей средой, чистящие элементы формируют из быстрополимеризующегося в рабочей среде пастообразного раствора с эластичным пористым наполнителем, при этом порции раствора вводят в заполненный рабочей средой трубопровод и за каждой порцией раствора подают сжатый газ и рабочую среду, гидродинамическое давление которых выше давления рабочей среды в трубопроводе, а длине сформированных чистящих элементов не превышает величины, равной двум диаметрам очищаемого трубопровода.
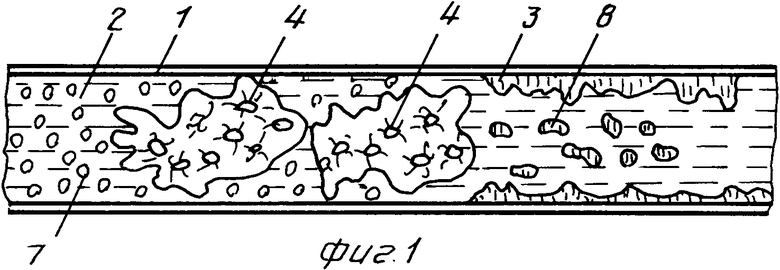
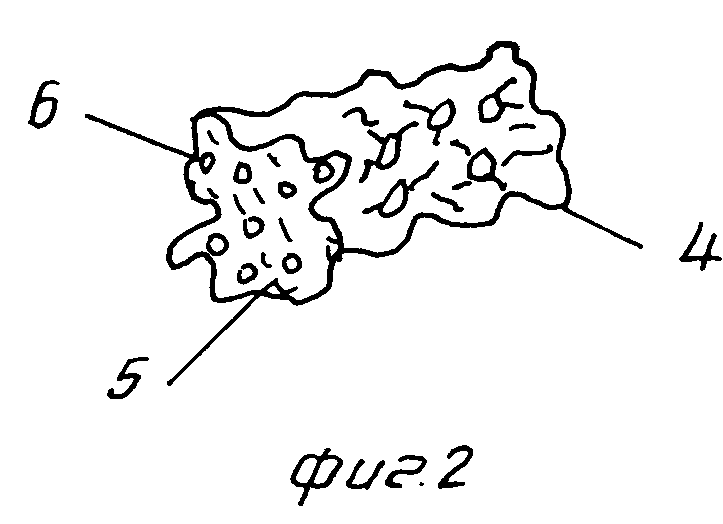
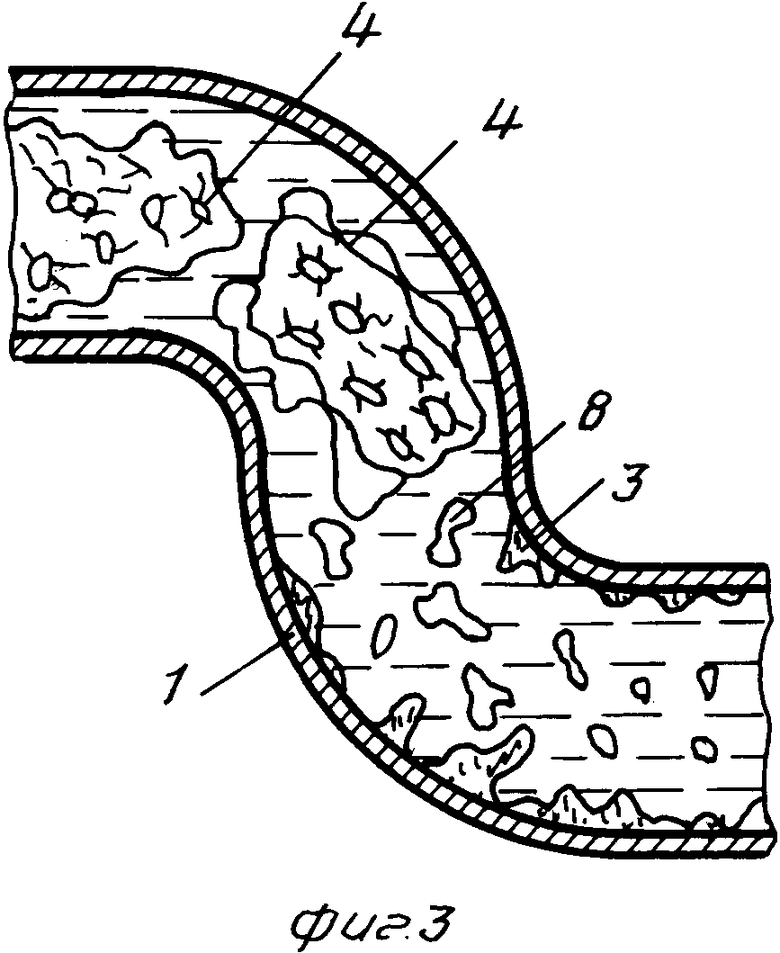
На фиг. 1 изображена схема прохождения чистящих элементов в трубопроводе; на фиг. 2 - схема сформированного чистящего элемента; на фиг. 3 - схема прохождения чистящих элементов в изгибах трубопровода.
Изобретение осуществляется следующим образом.
В действующий трубопровод 1, заполненный рабочей средой 2, для очистки его от наростов и отложений 3 через вводы трубопровода (не показаны) вводят для формирования чистящих элементов 4 с положительной плавучестью порции быстро полимеризующегося в рабочей среде 2 пастообразного раствора 5 с эластичным пористым наполнителем 6. Формируются чистящие элементы 4 произвольной неправильной формы. Порцию пастообразного раствора 5 определяют так, чтобы длина сформированных чистящих элементов 4 не превышала величины, равной двум диаметрам очищаемого трубопровода 1. Для транспортировки чистящих элементов 4 по очищаемому трубопроводу 1 вслед за порцией раствора 5 подают порцию сжатого газа 7, затем подают рабочую среду 2. Гидродинамическое давление сжатого газа 7 и подаваемой рабочей среды 2 выше давления рабочей среды 2, заполняющей очищаемый трубопровод 1. Произвольная неправильная форма и длина образующихся чистящих элементов 4 увеличивают поверхность их контакта с отложениями 3 в трубопроводе 1, обеспечивают их проникновение в зоны между наростом отложений 3 и позволяют осуществлять качественную очистку в изгибах трубопроводов 1 без заклинивания. В процессе перемещения по трубопроводу 1 чистящие элементы 4 сближаются друг с другом, сужают проходное сечение очищаемого трубопровода 1. Образовавшееся проходное сечение между поверхностью отложений 3 и поверхностью чистящих элементов 4 имеет сложную конфигурацию, переменно по размеру и профилю. Поэтому поток рабочей среды 2, насыщенный сжатым газом 7, двигаясь с большой скоростью, вызывает локальные гидроудары, зоны кавитации. На чистящие элементы 4 действует механическое усилие перепада давления вдоль самих элементов 4, имеющих произвольную форму и переменные по длине размеры. Эти факторы вызывают разрушение наростов и отложений 3, происходит интенсивная очистки внутренней поверхности очищаемого трубопровода 1. Потоком сжатого газа 7 и рабочей среды 2 продукты разрушения отложений 3 в виде отдельных кусков 8 вымываются, продвигаясь по трубопроводу 1, дробятся при контактах с наростами и отложениями, ослабляя их монолитность, дополнительно разрушают их и вместе с чистящими элементами 4 выводятся потоком сжатого газа 7 и рабочей среды 2 из трубопровода 1. При необходимости процесс очистки внутренней поверхности трубопровода 1 и восстановления его проводимости повторяется.
П р и м е р. Для восстановления проводимости водовода диаметром 200 мм, длиной 1,2 км, с давлением рабочей среды 2 на входе, не превышающим 0,15 МПа, и давлением на выходе 0,05 МПа готовится быстрополимеризующийся пастообразный раствор 5, основу которого составляет смесь бентонитовой длины с 5% -ной добавкой цемента в водном растворе с 10% -ной добавкой калиевого жидкого стекла с коэффициентом внутреннего сцепления не менее 3000 Н/м2. В пастообразный раствор 5 вводится эластичный пористый наполнитель 6 в виде кусков пенополиуретана размерами 120×150×10 мм с порами 0,8-1,0 мм. Наполнитель 6 обеспечивает положительную плавучесть в рабочей среде сформированных элементов 4. Приготовленный раствор 5 с наполнителем 6 из бункера (не показан) порциями, длина которых не превышает 400 мм (двух диаметров очищаемого водовода 1), вводят в заполненный рабочей средой 2 водовод. После полимеризации порции раствора 5 в рабочей среде 2 подаются сжатый газ 7 (воздух) и рабочей среда 2, которые транспортируют сформированные чистящие элементы 4 по водоводу. Процесс формирования и транспортировки по водоводу чистящих элементов 4 повторяется до полной очистки водовода. Начальное давление сжатого воздуха 0,8 МПа. Вода подается со скоростью 1,8 м/с. Рабочая скорость воды 1 м/с. Механическое усилие на чистящие элементы 4 от перепада давлений и разрушения наростов и отложений 500 кг. Число циклов подачи сжатого газа 7 и рабочей среды 2 (воды) давлением выше рабочего давления воды в водоводе до выхода чистящих элементов из водовода 25.
Предлагаемый способ очистки внутренней поверхности трубопровода может быть применен на всех типах трубопроводов - водоводы, канализация, теплотрассы, газоводы и т. д. (56) Авторское свидетельство СССР N 1131565, кл. В 08 В 9/06, 1984.
Использование: в трубопроводном транспорте, например, при восстановлении проводимости трубопровода. Сущность изобретения: способ очистки внутренней поверхности трубопровода заключается во введении в него чистящих элементов с положительной плавучестью в рабочей среде и транспортировке их сжатым газом и рабочей средой. Чистящие элементы формируют из быстрополимеризующегося в рабочей среде пастообразного раствора с эластичным пористым наполнителем. При этом порции раствора вводят в заполненный рабочей средой трубопровод и за каждой порцией раствора подают сжатый газ и рабочую среду, гидродинамическое давление которых выше давления рабочей среды в трубопроводе. Длина сформированных чистящих элементов не превышает величины, равной двум диаметрам очищаемого трубопровода. 1 з. п. ф-лы, 3 ил.
