Изобретение относится к дуговой сварке, в частности к источникам питания для дуговой сварки переменным током.
Известен источник питания для дуговой сварки, содержащий трансформатор с первичной обмоткой, подключенной через встречно-параллельно соединенные тиристоры к однофазной сети переменного тока и вторичной обмоткой, являющейся выходом указанного источника.
Недостатком известного устройства является сложность и значительные габариты, вызванные наличием вспомогательного трансформатора и коммутатора, управляемого от датчика сварочного тока, необходимых для стабильности горения дуги.
Известен регулируемый трансформатор, содержащий трехстержневой сердечник, на котором расположена первичная и вторичная обмотка, причем вторичная обмотка размещена на среднем стержне, а первичная обмотка выполнена в виде двух обмоток, размещенных на крайних стержнях и соединенных последовательно, часть первичной обмотки, размещенной на крайнем стержне магнитопровода, подсоединена к регулятору тока.
Недостатком данного трансформатора, применительно к сварочному трансформатору, является изменение напряжения холостого хода трансформатора (Uхх) при изменении сварочного тока - на минимальном сварочном токе, минимального напряжения холостого хода и, наоборот, что ведет к неоправданному завышению расчетного напряжения холостого хода для стабильного горения дуги на минимальных токах, а как следствие - к занижению КПД трансформатора.
Наиболее близким к изобретению по технической сущности и достигнутому результату является источник питания с дополнительной обмоткой, расположенной на пути потоков рассеивания, т. е. на шунтах в трансформаторах с подвижными магнитными шунтами, или в "окне" магнитопровода в трансформаторах с подвижными обмотками [1] .
Выполнение трансформатора с дополнительной обмоткой в "окне" магнитопровода позволяет уменьшить изменение напряжения холостого хода трансформатора при изменении сварочного тока, однако не позволяет получить достаточного предела регулирования сварочного тока γg= 0,3. . . 1, так как регулирование осуществляется только за счет потоков рассеивания.
Выполнение трансформатора с дополнительной обмоткой на магнитном шунте позволяет получить предел регулирования сварочного тока γg= 0,02. . . 1, так как регулирование осуществляется за счет перераспределения основных магнитных потоков и потоков рассеивания.
К недостаткам данного трансформатора следует отнести изменение напряжения холостого хода трансформатора при изменении силы тока, что ведет к увеличению расчетного напряжения холостого хода трансформатора, а как следствие, к снижению КПД трансформатора в целом.
Целью изобретения является увеличение КПД и уменьшение массогабаритных показателей источников питания. Это достигается тем, что в источнике питания для дуговой сварки с частично разнесенными первичной и вторичной обмотками, магнитным шунтом, обмотка которого включена согласно последовательно первичной обмотке и регулятора тока, включенного параллельно обмотке шунта, магнитный шунт имеет дополнительную обмотку, на которую замкнуто активное сопротивление, включенную согласно-последовательно основной обмотке шунта.
Включение дополнительной обмотки магнитного шунта через активное сопротивление создает магнитный поток, постоянно направленный встречно основному магнитному потоку через шунт. Величину этого потока (Φв5) через подбор величины активного сопротивления выбирают достаточной для вытеснения основного магнитного потока замкнутого через шунт на холостом ходу трансформатора, что обеспечивает постоянство расчетного напряжения холостого хода трансформатора во всем диапазоне регулирования сварочного тока, а как следствие, повышает его КПД и улучшает массогабаритные характеристики за счет выбора оптимальным Uхх.
Кроме того, с целью дополнительного увеличения КПД источника последовательно активному сопротивлению подключено устройство, включающее и выключающее часть обмотки магнитного шунта при мгновенном значении сварочного тока 10. . . 30А.
Последовательное соединение активного сопротивления и устройства, включающего и выключающего часть обмотки магнитного шунта (коммутатора), позволяет включать часть обмотки магнитного шунта только в моменты, близкие к моменту перехода тока через ноль в интервале тока +(10. . . 30А)-(10. . . 30А), что обеспечивает стабильное повторное возбуждение дуги поднятия напряжения Uхх до расчетного в моменты перехода тока через ноль во всем диапазоне регулирования сварочного тока. Включение части обмотки магнитного шунта только в указанном интервале токов позволяет уменьшить мощность, рассеиваемую на активном сопротивлении, а как следствие поднять КПД источника.
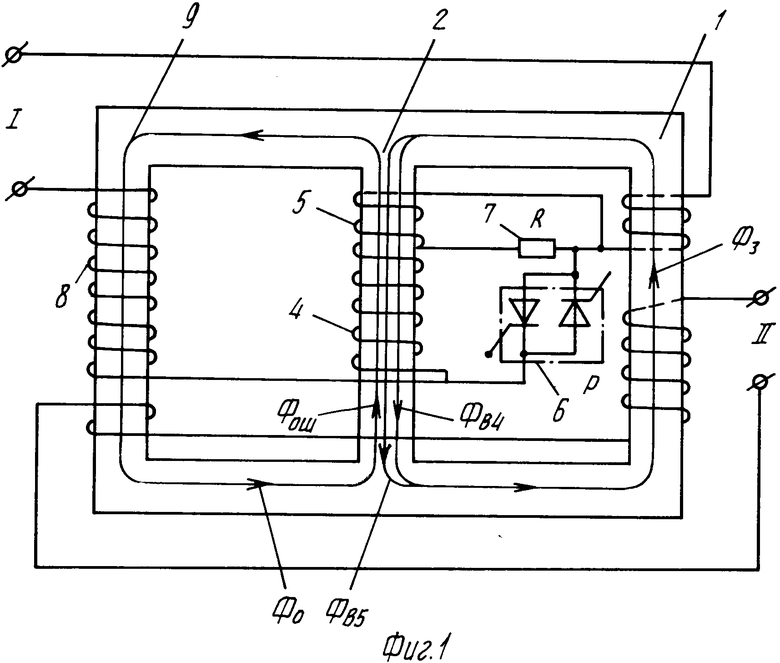
На фиг. 1,2 представлен описываемый источник питания для дуговой сварки.
Он содержит стержни 1, 2, 9 трансформатора; вторичную обмотку 3. обмотку шунта 4; дополнительную обмотку шунта 5; регулятор 6 тока; активное сопротивление 7; первичную обмотку 8; устройство 10, включающее и выключающее дополнительную обмотку магнитного шунта (коммутатор); Φо- основной магнитный поток; Φош - основной магнитный поток в шунте; Φв4 - вытесняющий магнитный поток от обмотки магнитного шунта; Φв5 - вытесняющий магнитный поток от дополнительной обмотки магнитного шунта; Φ3 - магнитный поток в стержне со вторичной обмоткой.
Φ3= Φо-[Φош-(Φв5+ Φв4)] , где Φв5 = const
Φв4 - зависит от угла открытия регулятора тока;
Φ о = сonst
Процесс регулирования тока и изменения напряжения во вторичной цепи трансформатора заключается в перераспределении магнитного потока Фо по стержням 1,2. Ток и напряжения во вторичной обмотке 3 определяется электродвижущей силой обмоток 3,4,5, которые в свою очередь зависят от магнитных потоков Φош, Φв4, Φв5, Φ3.
При возрастании отношения 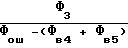 (при неизменной величине потока Фо) ток и напряжение во вторичной обмотке 3 повышается, а при уменьшении - падает. Изменить указанное отношение можно изменением намагничивающей силы основной обмотки магнитного шунта 4, которая зависит от угла открытия регулятора 6 тока и тока, проходящего через нее.
(при неизменной величине потока Фо) ток и напряжение во вторичной обмотке 3 повышается, а при уменьшении - падает. Изменить указанное отношение можно изменением намагничивающей силы основной обмотки магнитного шунта 4, которая зависит от угла открытия регулятора 6 тока и тока, проходящего через нее.
При уменьшении угла открытия регулятора тока величина тока в обмотке 4 увеличивается, увеличивается магнитный поток Фв4, уменьшается поток Φош, увеличивается поток Φ3, ток и напряжение во вторичной цепи трансформатора увеличивается, а при увеличении угла открытия регулятора тока ток в обмотке 4 уменьшается, уменьшается магнитный поток Φв4, поток Φош увеличивается, поток Φ3 уменьшается, ток и напряжение во вторичной цепи уменьшается.
В предлагаемом источнике питания сварочной дуги для поддержания постоянным напряжения холостого хода трансформатора при любом угле открытия регулятора 6 шунт имеет дополнительную обмотку 5, постоянно замкнутую на активное сопротивление 7.
Процесс поддержания постоянным напряжения холостого хода трансформатора заключается в создании постоянного вытесняющего магнитного потока Φв5 в стержне 2, препятствующего прохождению основного магнитного потока Φош через сердечник 2 в моменты перехода тока через ноль (т. е. при полном разрыве сварочной цепи, что соответствует холостому ходу работы трансформатора), что приводит к увеличению потока Φ3, а как следствие, к увеличению Uхх до расчетного в моменты перехода тока через ноль, когда
Iсв= 0, Ug= >Uxx, где Iсв - сварочный ток; Ug - напряжение на дуге.
При максимальном угле открытия регулятора тока 6 через обмотку 4 проходит минимальный ток, создается минимальный вытесняющий магнитный поток Φв4, не достаточный для вытеснения Φош из стержня 2 при холостом ходе трансформатора.
В это же время через обмотку 5, постоянно замкнутую на активное сопротивление 7, так же протекает ток, создается магнитный поток Φв5, который в сумме с постоянным Φв4 создают достаточный магнитный поток (Φв5+ Φв4), вытесняющий поток Φош из стержня 2, при холостом ходе трансформатора, увеличивая тем самым магнитный поток Φ3, что приводит к увеличению напряжения холостого хода трансформатора до расчетного.
В процессе горения дуги, когда во вторичной цепи идет сварочный ток, магнитные потоки перераспределены по стержням магнитопровода 1,2 в соответствии с углом открытия регулятора тока, и через них идут магнитные потоки Φо, Φош, Φ3, гораздо большие, чем в те моменты, когда сварочный ток равен нулю (в моменты перехода тока через ноль, когда происходит полный разрыв сварочной цепи).
В момент разрыва сварочной цепи (переход тока через ноль) потоки Φо, Φош, Φ3 резко уменьшаются до значений, соответствующих величине этих потоков при работе трансформатора на холостом ходу, суммарный вытесняющий поток Φв5+ Φв4, который больше потока Φош при этом режиме работы трансформатора, вытесняет его из стержня 2, поток Φ3увеличивается, напряжение холостого хода трансформатора (повторного возбуждения дуги) увеличивается до расчетного, обеспечивая тем самым стабильное горение дуги во всем диапазоне сварочных токов при оптимальном значении Uхх (минимально достаточным для повторного возбуждения дуги) и высокое КПД трансформатора за счет увеличения коэффициента трансформации при выборе оптимального Uхх, и его постоянства при любом угле открытия регулятора тока 6.
Для повышения КПД трансформатора, за счет уменьшения потерь на активном сопротивлении 7, последовательно последнему включен коммутатор 10, который при уменьшении сварочного тока до мгновенного значения 10. . . 30А включается, замыкая активное сопротивление на дополнительную обмотку магнитного шунта, которая создает вытесняющий магнитный поток Φв5.
При увеличении сварочного тока до мгновенного значения 10. . . 30А, коммутатор 10 отключается, цепь дополнительной обмотки магнитного шунта, замкнутой на активное сопротивление 7, размыкается.
Таким образом, включая дополнительную обмотку магнитного шунта, создающей вытесняющий магнитный поток, в интервале тока +10. . . 30А, обеспечивающем стабильное горение дуги при любых способах сварки, позволяет резко снизить потери на активном сопротивлении за счет уменьшения времени ее действия, обеспечивая при этом стабильное повторное возбуждение дуги, увеличивая Uхх до расчетного в момент перехода тока через ноль.
Испытания опытного образца предлагаемого источника питания для дуговой сварки показали повышение КПД источника в сравнении с аналогичными на 15% и снижение массы в 2,5 раза при диапазоне плавного регулирования сварочного тока от 30 до 350 А, с номинальным током 250А и ПВ 60% .
КПД опытного образца 88% , масса 45 кг, габариты 460х340х370.
Достигнутые результаты получены за счет увеличения коэффициента трансформации при постоянном напряжении холостого хода 60В. (56) Сварочное производство. N 11, 1988, с. 27-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| Источник питания для дуговой сварки | 1991 |
|
SU1834761A3 |
| ТРАНСФОРМАТОР | 1966 |
|
SU189089A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1991 |
|
RU2008152C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
Использование: источник питания для дуговой сварки относится к электротехнике. Сущность: источник питания для дуговой сварки содержит трансформатор с частично разнесенной первичной и вторичной обмотками, магнитный шунт и регулятор тока. Дополнительная обмотка магнитного шунта замкнута на активное сопротивление. 1 з. п. ф-лы, 2 ил.
