Изобретение относится к электродуговой сварке в части, к малогабаритным источникам питания для сварки электрической дугой постоянного тока.
Цель изобретения - повышение потребительских качеств источника питания сварочной дуги постоянного тока, улучшение качества сварного шва, повышение КПД и надежности, пропорциональное увеличение величины сварочного тока параллельным соединением источников и использование для питания источника как трехфазной, так и однофазной сети.
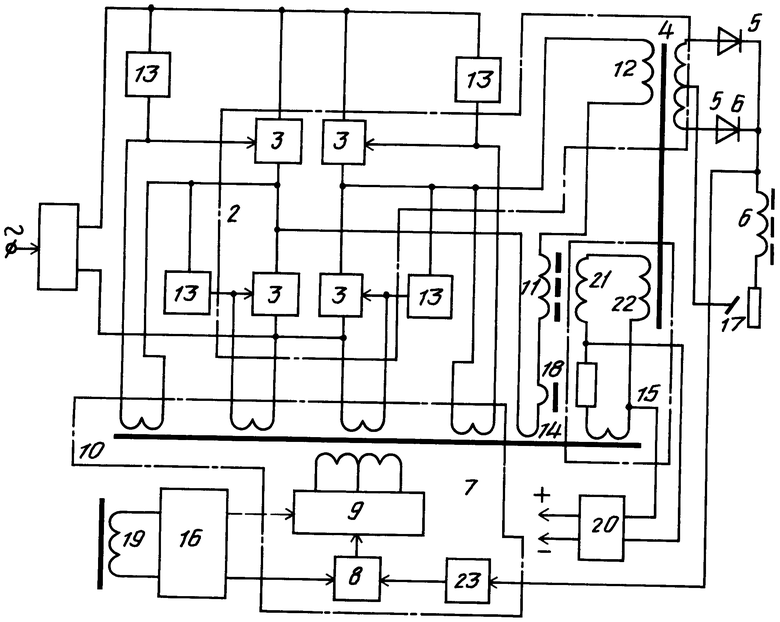
На чертеже представлена схема источника питания сварочной дуги постоянного тока.
Источник содержит входной выпрямительный блок 1, силовой преобразователь 2, состоящий из полупроводниковых ключей 3 и сварочного трансформатора 4, выходной выпрямитель 5, дроссель 6, включенный в сварочную цепь, устройство 7 управления с задающим генератором 8 и формирователем 9, выход которого связан с управляющим трансформатором 10, ограничивающий дроссель 11, включенный последовательно с первичной обмоткой 12 трансформатора 4, цепи 13 запуска, токовая и дополнительная обмотки 14 и 15 трансформатора 10, пороговое устройство 16, дуговой промежуток 17, трансформатор 18 тока с выходной обмоткой 19, источник 20 вспомогательных напряжений, дополнительные обмотки 21 и 22 соответственно дросселя 11 и трансформатора 4, задатчик 23 тока дуги.
При подключении источника к первичной сети выпрямительный блок 1 обеспечивает выпрямление и при необходимости сглаживание переменного сетевого напряжения. Выпрямленное сетевое напряжение с выхода блока 1 поступает на силовой преобразователь 2, который осуществляют преобразование постоянного напряжения в импульсное напряжение высокой частоты.
Преобразователь 2 может работать в автоколебательном режиме либо в режиме независимого возбуждения. Автоколебательный преобразователь 2 при поступлении на него напряжения с выхода блока 1 самовозбуждается благодаря наличию цепей 13 запуска и обмоток 14, 15, 21 и 22, обеспечивающих замыкание контура положительной обратной связи преобразователя 2, и начинает работать в автоколебательном режиме. При этом вход источника 20 вспомогательных напряжений может быть подключен к обмоткам 21, 22. Источник 20 осуществляет подачу питающих напряжений на узлы (8, 9, 16, 23) путем выпрямления и стабилизации переменного импульсного напряжения с последовательно соединенных обмоток 21 и 22, что позволяет обеспечить питание этих узлов вне зависимости от режима работы источника питания сварочной дуги (холостой ход, короткое замыкание дугового промежутка 17, рабочий режим) и избавиться от дополнительного сетевого трансформатора.
Если преобразователь 2 работает в режиме независимого возбуждения, то требуется введение дополнительного согласующего устройства, например сетевого трансформатора, через который источник 20 должен подключаться непосредственно к входу (или выходу) блока 1. В этом случае необходимости в цепях 13 запуска нет и могут отсутствовать также обмотки 21, 22 и 15. При подключении источника питания сварочной дуги к питающей сети устройство 7 управления вырабатывает импульсы управления ключами 3 и преобразователь 2 начинает работать в режиме назависимого возбуждения.
И в случае автоколебательного преобразователя 2, и в случае преобразователя с независимым возбуждением частота преобразования задается генератором 8, выходные импульсы которого усиливаются и формируются формирователем 9. Для снижения потерь энергии на управление ключами 3 вводится токовая обмотка 14, которая передает основную мощность управления и обеспечивает ток управления ключами 3, пропорциональный току в сварочной цепи. При этом потери энергии на управление мощными полупроводниковыми ключами 3 существенно сокращаются за счет пропорционально-токового управления и отсутствия ограничительных резисторов во входных цепях ключей 3. Формирователь 9, воздействуя через трансформатор 10 на ключи 3, управляет их переключениями с частотой, задаваемой генератором 8.
Трансформатор 18 осуществляет преобразование тока в первичной обмотке 12 сварочного трансформатора 4 в напряжение, которое снимается с обмотки 19 и поступает на пороговое устройство 16. При превышении этим напряжением порогового значения в режимах, близких к короткому замыканию дугового промежутка 17, пороговое устройство 16, воздействуя на генератор 8, повышает его частоту. При этом индуктивное сопротивление дросселя 11 увеличивается, а амплитуда тока в обмотке 12 не превышает заданного уровня. Второй выход устройства 16 может подключаться к формирователю 9.
Введение в диагональ переменного тока преобразователя 2 последовательно с первичной обмоткой 12 трансформатора 4 ограничивающего дросселя 11 трансформатора 18 тока со связанным с ним пороговым устройством 16 позволяет сформировать требуемую крутопадающую внешнюю характеристику, параметры которой могут регулироваться в широких пределах путем изменения частоты преобразования, осуществить коррекцию ее низкоомного участка в сторону уменьшения тока, что дает возможность избежания бросков тока при уменьшении сопротивления дугового промежутка 17 в процессе переноса металла или при коротких замыканиях, фиксировать ток короткого замыкания на любом заданном уровне. При этом разбрызгивание металла в процессе сварки уменьшается, улучшается качество шва, снижаются потери энергии и устраняются перегрузки в силовых элементах, что в свою очередь ведет к повышению КПД и надежности источника, ток дуги может быть увеличен в соответствующее число раз за счет возможности параллельного соединения источников, а отсутствие связи сварочного трансформатора 4 с нулевым проводом трехфазной сети позволяет выполнять источник различных модификаций: с питанием от трехфазной сети и с питанием от однофазной сети.
К одному и тому же техническому результату в совокупности с другими существенными признаками приводит введение вместо ограничивающего дросселя развитого нормируемого магнитного потока рассеяния сварочного трансформатора 4, который может быть предусмотрен его конструкцией.
Регулирование тока дуги может осуществляться двумя путями. Во-первых, с помощью внешнего управления значением порогового напряжения устройства 16, которое при снижении порога может осуществлять регулирование частоты не только в режимах, близких к короткому замыканию, но и в режиме сварки. Внешняя характеристика источника при этом близка к штыковой. Во-вторых, с помощью специально введенного для этой цели задатчика 23 тока дуги, который внешней ручной регулировкой позволяет регулировать частоту генератора 8, изменяя, например, постоянную времени времязадающей цепи генератора 8. Регулирования частоты преобразования в режиме холостого хода не требуется, поскольку в этом режиме ток дуги отсутствует. Поэтому, чтобы не повышать частоту преобразования при холостом ходе, вход задатчика 23 может быть соединен с выходом выпрямителя 5. В режиме сварки или короткого замыкания в выходном напряжении выпрямителя 5 появляется пауза на нулевом уровне, которая может быть использована как разрешающий сигнал для повышения частоты преобразования в соответствии с выставленной регулировкой только на время дуги или короткого замыкания. Таким образом, при холостом ходе частота генератора 8 и, следовательно, частота преобразования минимальна и не зависит от положения регулировки задатчика 23, а во время сварки частота может быть более высокой, если регулировка выведена в сторону уменьшения тока дуги.
Таким образом введендие новых элементов и связей повышает потребительские качества источника питания сварочной дуги постоянного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стабилизированный преобразователь постоянного напряжения | 1985 |
|
SU1339806A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРЯЖЕНИЯ ПИТАНИЯ ЗАКЛАДНЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ ЭЛЕКТРОМУФТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2317204C2 |
| Стабилизированный преобразователь напряжения | 1985 |
|
SU1328895A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ТОКА | 2010 |
|
RU2429493C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ТОКА | 2010 |
|
RU2428701C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| Широтно-импульсный модулятор | 1988 |
|
SU1614109A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1999 |
|
RU2175595C2 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Автогенераторный преобразователь | 1986 |
|
SU1396228A1 |
Изобретение относится к сварочной технике, в частности к малогабаритным аппаратам для сварки электрической дугой постоянного тока. Цель - повышение качества сварного шва, КПД и надежности источника, что позволяет пропорционально увеличивать сварочный ток при параллельном соединении и использовании для питания источника как трехфазную, так и однофазную сети. Источник содержит входной выпрямительный блок, силовой преобразователь напряжения, состоящий из полупроводниковых ключей и силового трансформатора, выходные выпрямитель и дроссель, устройство управления с управляющим трансформатором, ограничивающий дроссель, трансформатор тока, пороговое устройство. 3 з.п. ф-лы, 1 ил.
| Устройство для дуговой сварки | 1978 |
|
SU725833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

