Изобретение относится к плазменной обработке материалов, а именно к устройствам для резки и сварки черных и цветных металлов.
Известно устройство для плазменной обработки, содержащее плазмообразующее сопло, внутри которого расположен электрод, выполненный с утолщенным рабочим концом с центральным каналом для подвода хладоагента и каналом для отвода хладагента, образованным наружной поверхностью электрода и внутренней поверхностью корпуса.
Недостаток известного устройства - малая мощность и значительные габариты горелки.
Цель изобретения - повышение мощности горелки и уменьшение ее габаритов.
Цель достигается тем, что в устройстве для плазменной обработки, содержащем плазмообразующее сопло, внутри которого расположен электрод, выполненный с утолщенным рабочим концом с центральным каналом для подвода хладагента, а также каналом для отвода хладагента, образованным наружной поверхностью электрода и внутренней поверхностью корпуса. В рабочем конце электрода выполнены дополнительные каналы, соединяющие центральный канал в зоне рабочего конца электрода с каналом для отвода хладагента. Дополнительные каналы выполнены прямолинейными и радиальными, оси которых расположены под острым углом к оси канала для подвода хладагента и пересечены с переходной поверхностью от утолщенного рабочего конца к корпусу электрода. Каждый дополнительный канал выполнен составным из двух частей, ось одной из которых параллельна оси электрода, а ось другой части расположена под острым углом или перпендикулярно к оси первой части, причем вторые части каналов расположены радиально и соединены с центральным каналом.
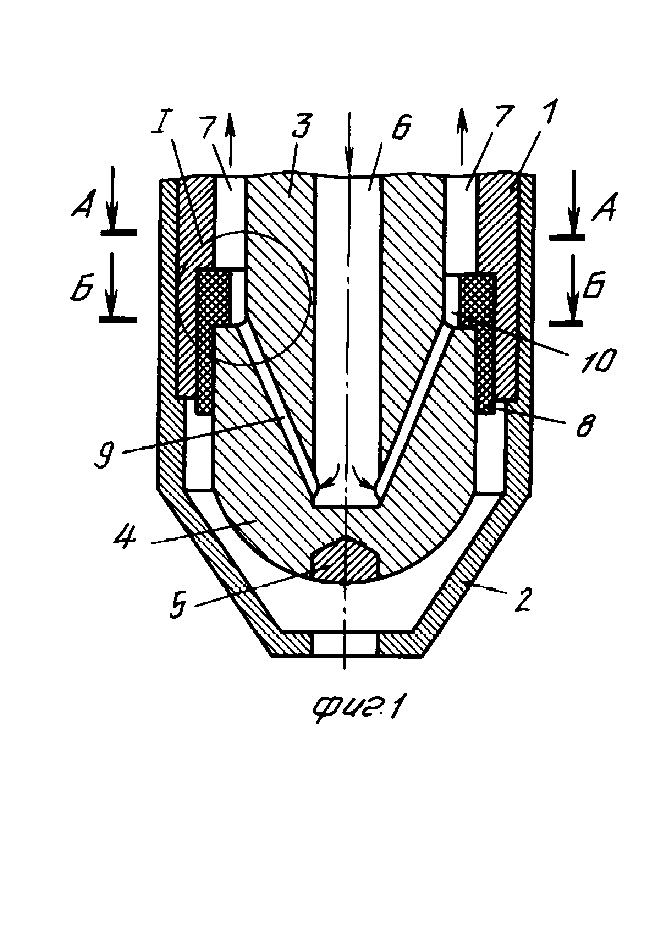
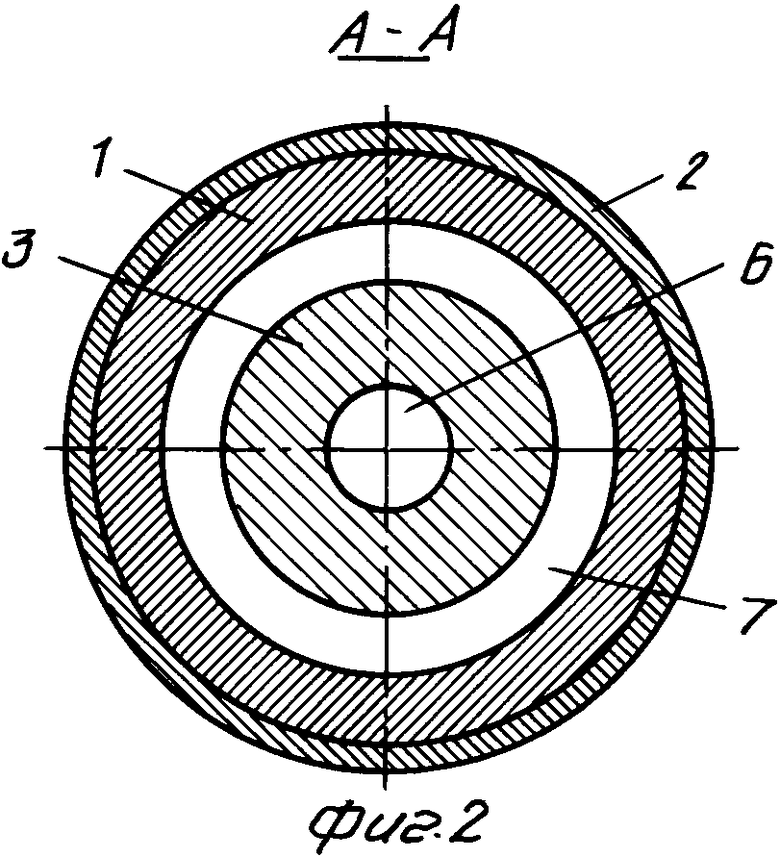
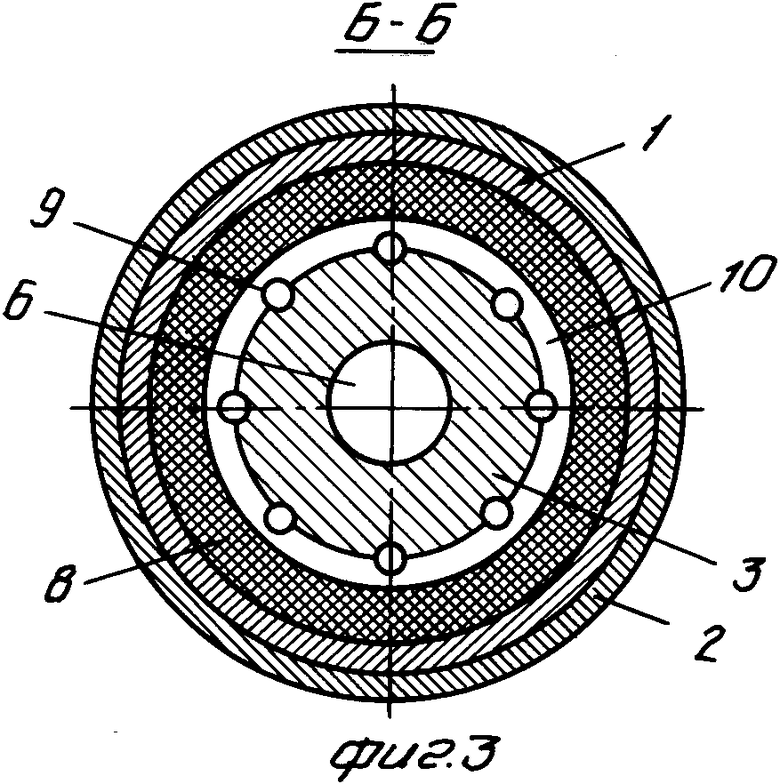
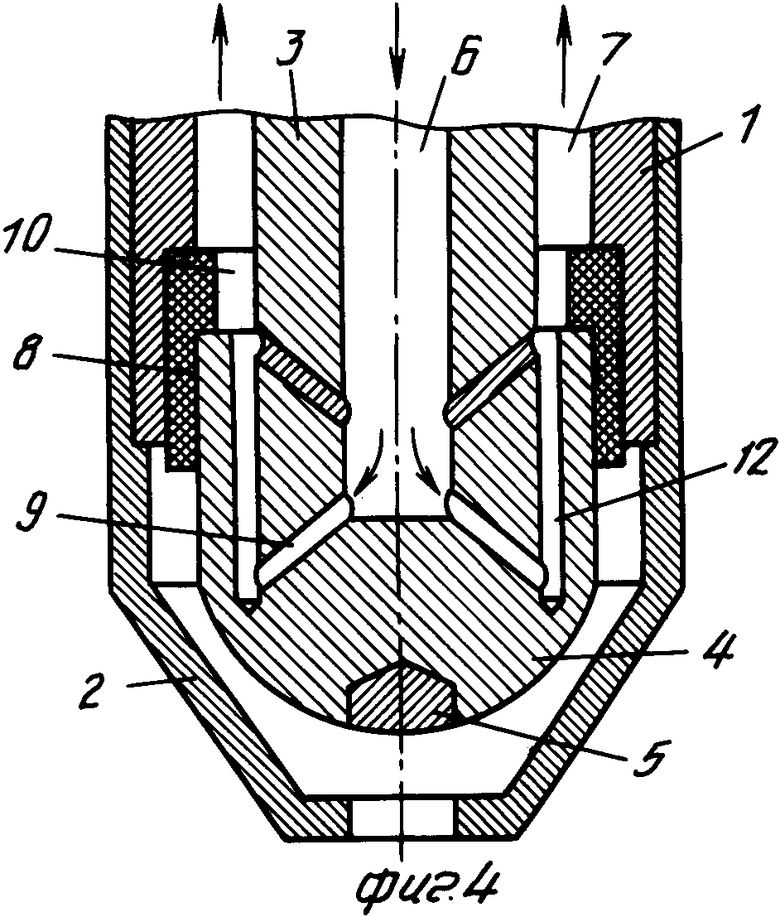
На фиг. 1 схематично показано устройство для плазменной обработки с монолитным электродом; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вариант выполнения устройства с монолитным электродом и перекрестным расположением дополнительных каналов в теле утолщенной части электрода; на фиг. 5 - вариант устройства с составным электродом; на фиг. 6 - узел I на фиг. 1 (основной вариант); на фиг. 7 - то же, сравнительный вариант.
Устройство содержит корпус 1, плазмообразующее сопло 2, внутри которого расположен электрод 3, выполненный с утолщенным рабочим концом 4 с вставкой 5 и центральным каналом 6 для подвода хладагента. Устройство также имеет канал 7 для отвода хладагента, образованный наружной поверхностью электрода 3 и внутренней поверхностью корпуса 1, изолирующую втулку 8 и дополнительные каналы 9, расположенные в рабочем конце 4 электрода 3 и соединяющие центральный канал 6 в зоне рабочего конца 4 электрода 3 с каналом 7 для отвода хладагента. Электрод 3 установлен в корпусе 1 посредством втулки 8, внутренняя поверхность которой совместно с частью наружной поверхности верхней (неутолщенной) части электрода 3 образует переходный кольцевой канал 10, который соединяет выходные отверстия каналов 9 с отводящим каналом 7.
Дополнительные каналы 9 могут иметь различное исполнение. Они могут быть выполнены прямолинейными и радиальными (фиг. 1) с расположением их осей под острым углом к оси канала 6 для подвода хладагента и пересечены с переходной поверхностью 11 от утолщенного рабочего конца 4 к корпусу электрода 3 (фиг. 6). Это позволяет при одном и том же диаметре d отверстия дополнительного канала 9 уменьшить размер аr канала 10 (фиг. 7) до а1 (фиг. 6). А это, в свою очередь, дает возможность уменьшить диаметр рабочего конца 4 электрода 3 с D2 (фиг. 7) до D1 (фиг. 6).
По другому варианту (фиг. 4,5) каждый дополнительный канал выполнен составным из двух частей 9 и 12. Причем ось части 12 параллельна оси электрода 3, а ось части 9 расположена под острым углом (фиг. 4) или перпендикулярно (фиг. 5) к оси части 12. Кроме того части 9 указанных дополнительных каналов расположены радиально и соединены с центральным каналом 6.
Устройство работает следующим образом.
Хладагент (вода) по каналу 6 поступает во внутреннюю полость утолщенного рабочего конца 4 электрода. Оттуда по дополнительным каналам 9 (фиг. 1) или 9,12 (фиг. 4,5) хладагент поступает в кольцевой канал 10, а затем через канал 7 отводится на слив. Проходя по множеству дополнительных каналов хладагент интенсивно охлаждает рабочий конец электрода. Проходя по каналам 10 и 7 хладагент охлаждает также корпус 1, втулку 8 и верхнюю часть электрода. Кроме того, во внутреннюю полость сопла 2 по соответствующим каналам (не показаны) поступает плазмообразующий газ. Сопло 2 охлаждается за счет отвода тепла в водоохлаждаемый корпус 1, с которым сопло 2 имеет надежный тепловой контакт.
(56) 1. Авторское свидетельство СССР N 559787, кл. В 23 К 10/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1991 |
|
RU2009815C1 |
| ПЛАЗМОТРОН | 1992 |
|
RU2050235C1 |
| Устройство для плазменной обработки | 1991 |
|
SU1814604A3 |
| РАЗРЯДНИК | 1979 |
|
SU908217A1 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ ПЛАЗМЕННОЙ ГОРЕЛКИ | 1992 |
|
RU2018426C1 |
| КАВИТАЦИОННЫЙ СМЕСИТЕЛЬ | 1991 |
|
RU2009709C1 |
| Плазмотрон | 1991 |
|
SU1834767A3 |
| СВЕЧА ЗАЖИГАНИЯ | 1985 |
|
SU1276213A1 |
| Полупроводниковая свеча зажигания для газотурбинного двигателя | 2022 |
|
RU2782341C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1992 |
|
RU2009728C1 |
Использование: для плазменной сварки и резки черных и цветных металлов. Сущность изобретения: электродный узел содержит корпус 1, плазмообразующее сопло 2, электрод 3 с утолщением 4, электродную вставку 5, канал 6 для подвода хладагента, канал 7 для отвода хладагента, изолирующую втулку 8, дополнительные каналы 9, кольцевой переходный канал 10. Дополнительные каналы 9 расположены в утолщенной части 4 электрода. Канал 6 своим нижним концом соединен с каналом 7 посредством дополнительных каналов 9. Это позволяет увеличить площадь теплопередачи от электрода к хладагенту без снижения эффективной токопроводящей площади электрода. 2 з. п. ф-лы, 7 ил.