Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Известен ролик зоны вторичного охлаждения машин непрерывного литья заготовок (1), содержащий бочку с опорными цифрами и бандаж, состоящий из нескольких колец, которые выполнены толщиной 0,05-0,07 диаметра бочки и шириной 2-7 толщин кольца, причем кольца посажены с натягом.
Недостатком известного является низкая износостойкость, величина которой не позволяет увеличить стойкость роликов более чем 3500. . . 4000 плавок.
Наиболее близким к заявляемому объекту является ролик машины непрерывного литья заготовок (2).
Недостатком известного является: низкая износостойкость, которая обусловлена теплопроводностью наружного слоя, следствием которого является перегрев поверхности ролика и повышенный износ. В то же время следует отметить нетехнологичность рекомендуемых сплавов для изготовления наружного слоя бандажа, например из стали 12х13 или 20х12 методом электродуговой наплавки. В наплавленном металле часто трещины.
Целью настоящего изобретения является повышение износостойкости и работоспособности роликов зоны вторичного охлаждения машин непрерывного литья заготовок.
Указанная цель достигается тем, что в ролике зоны вторичного охлаждения машины непрерывного литья заготовок, содержащем бочку с опорными цифрами и двухслойный бандаж, наружный слой которого выполнен из износостойкого материала с канавками, ориентированными под углом к оси ролика, канавки сформированы по типу крестовой намотки и направлены материалом с повышенной теплопроводностью, при этом соотношение коэффициентов линейного расширения наплавленного материала и износостойкого материала наружного слоя бандажа равно 0,65-0,75.
В процессе контакта со слябом происходит разогрев поверхности бандажа, при этом происходит пластическая деформация. При этом в бандаже, выполненном из одного материала, возникают напряжения, которые достигают значительной величины. В то же время, когда наружный слой выполнен из материала низкой теплопроводности происходит перегрев поверхности и, как следствие, повышенный износ. В процессе охлаждения съем тепла происходит полностью, в результате чего происходит повышение общей температуры и, как следствие, увеличение вероятности проскальзывание бандажа. В том случае, когда наружный слой бандажа сложный, в основе которого материал повышенной износостойкости, который разбит на множество участков слоями с повышенной теплопроводностью, перегрев наружных слоев в зоне контакта происходит в меньшей степени, в зоне охлаждения происходит усиленный теплоотвод не перегревается и, как следствие, повышенная износостойкость. В то же время за счет того, что наружные слои выполнены из чередующих износостойких участков и буферных участков с повышенной теплопроводностью и пониженным коэффициентом линейного расширения, это позволит повысить износостойкость при одновременном снижении термических напряжений за счет их компенсации буферными слоями. Буферные слои будут выполнять свою роль, только при определенном соотношении КЛР.
При проведении поиска по патентной информации и технической литературе не было обнаружено признаков, сходных с отличительными признаками предложения, в связи с чем оно отвечает критерию "существенные отличия".
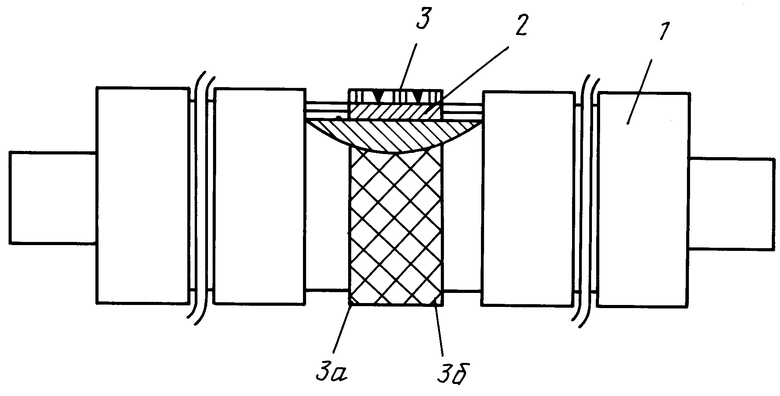
На чертеже изображена конструкция бандажированного ролика, где: 1 - ось ролика; 2 - внутренний слой бандажа; 3 - наружный слой, состоящий из износостойкой составляющей 3а и 3б - слои повышенной теплопроводности.
Пример конкретного выполнения. Формирование бандажа осуществляется на заготовку, выполненную из трубы с внутренним диаметром и наружным соответственно 270 и 305 мм и длиной 2000 мм. На установке УМН = 10 методом наплавки формируется наружный слой толщиной 7. . . 10 мм. Наплавка производится проволоками диаметром 3. . . 4 мм под флюсом АН = = 20 на следующих режимах: сварочный ток 300. . . 350 А; напряжение на дуге 30. . . 32 В; скорость наплавки 30 м/ч. После наплавки износостойкого слоя на токарном станке осуществляется нагрузка канавок, с помощью которых износостойкий слой разбивается на множество симметричных ромбических участков по принципу крестовой намотки.
Затем на наплавочной установке электродуговой наплавки осуществляется наплавка в канавки материалом с повышенной теплопроводностью и пониженным коэффициентом линейного расширения.
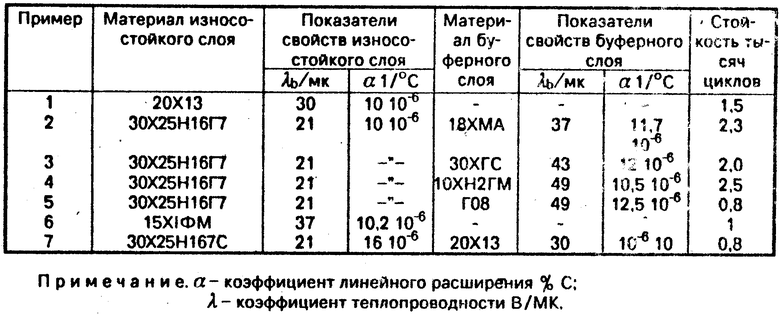
В процессе отработки технологии была произведена наплавка серии роликов материалами, имеющими разные показатели износостойкости, теплопроводности и коэффициентов линейного расширения.
Испытание бандажей производилось экспресс методом на установке, моделирующей условия работы роликов.
Результаты испытаний приведены в таблице. (56) Авторское свидетельство СССР N 1091991, кл. В 22 D 11/12, 1984.
Авторское свидетельство СССР N 1329899, кл. В 22 D 11/12- 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| ПРОКАТНЫЙ ВАЛОК | 1985 |
|
RU1345433C |
| Составной прокатный валок | 1987 |
|
SU1443996A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКОВ | 1998 |
|
RU2123413C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1994 |
|
RU2083342C1 |
| Способ восстановления прокатных валков | 1989 |
|
SU1676786A1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| Прокатный валок | 1988 |
|
SU1600879A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| Способ ремонта прокатных валков | 1987 |
|
SU1447446A1 |
Сущность: в ролике зоны вторичного охлаждения машин непрерывного литья заготовок, содержащем бочку с опорными цапфами и двухслойный бандаж, рабочий слой бандажа выполнен в виде чередующихся участков из материалов с повышенными износостойкостью и теплопроводностью, которые сформованы по типу крестовой намотки, а соотношение коэффициентов линейного расширения материалов составляют 0,65 - 0,75. 1 ил.
РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащий опорные цапфы и двуслойный бандаж, наружный слой которого выполнен из износостойкого материала и с канавками, ориентированными под углом к оси ролика, отличающийся тем, что, с целью повышения износостойкости, канавки сформированы по типу крестовой намотки и наплавлены материалом с повышенной теплопроводностью, при этом отношение коэффициентов линейного расширения наплавленного материала и износостойкого материала наружного бандажа равно 0,65 - 0,75.
