Изобретение относится к металлургии и может быть использовано при литье монокристаллических турбинных лопаток заданной кристаллографической ориентации из жаропрочных сплавов.
Известны способы получения монокристаллических отливок заданной ориентации, включающие нагрев керамической формы, заполнение формы расплавом и направленную кристаллизацию отливки от металлической затравки путем опускания формы с расплавом из зоны нагрева в зону охлаждения, в том числе в жидкометаллический охладитель (патент США N 3857436, кл. 164/60, приоритет СССР, N 3763926, кл. авт. св. СССР N 1330838, 839153, 863171 и др. ).
Наиболее близким к заявляемому является способ получения монокристаллических отливок из жаропрочных сплавов, изложенный в патенте США N 3915761, кл. 148-32, 1975.
Способ включает нагрев формы, укрепленной на плите, находящейся на поверхности жидкометаллического охладителя выше температуры ликвидус жаропрочного сплава за исключением ее части, непосредственно примыкающей к плите и размещением затравки в углублении плиты, заполнение формы расплавом и погружение в жидкометаллический охладитель со скоростью, обеспечивающей положение фронта кристаллизации над уровнем охладителя. Таким образом, при нагреве форма с затравкой находятся в переменном по высоте температурном поле с обеспечением температуры на затравке и ниже температуры ликвидус сплава затравки во избежание ее полного расплавления и невозможности передачи монокристаллической структуры.
Недостатком указанных способов, в том числе и прототипа, является невысокий выход годного по монокристальности из-за ненадежности обеспечения требуемой температуры затравки, расположенной в охлаждаемой плите. При этом указанный способ требует большой до 260оС разницы температур в рабочей части полости формы и температуры затравок, что вызвано необходимостью сохранения затравки и подавления посторонних кристаллов на отливках. В этом случае (согласно прототипу) форма нагрета до 1565оС, а следовательно, температура нагревателя должна быть на 100оС выше и составлять 1665оС. Это связано с повышенным расходом электроэнергии и снижением надежности работы керамических форм, стержней и литейного оборудования в целом.
В отечественной практике литья монокристаллов заданной кристаллографической ориентации широко используются тугоплавкие затравки (например, из сплавов системы N1-W).
Цель изобретения - повышение выхода годного по структуре, снижение энергозатрат, повышение надежности и времени эксплуатации литейного оборудования.
Цель достигается тем, что в способе получения монокристаллических отливок из жаропрочных сплавов направленной кристаллизацией расплава, преимущественно с использованием тугоплавких затравок, включающем размещение формы с затравкой в нагревателе, имеющем участки с постоянным, в средней части и переменным, у торцов, температурными полями, нагрев формы выше температуры ликвидус жаропрочного сплава с расположением затравки в области температур ниже температуры ликвидуса сплава затравки, заполнение формы расплавом и погружение в жидкометаллический охладитель со скоростью, обеспечивающей положение фронта кристаллизации над уровнем охладителя. Согласно предложенному изобретению, форму с затравкой при нагреве располагают в области постоянного по высоте теплового поля в указанном интервале, а после заполнения формы расплавом до погружения в охладитель ее первоначально перемещают со скоростью 20-1000 мм/мин в области постоянного и части переменного по высоте тепловых полей до положения затравки не ниже уровня соответствующего изотерме ликвидус жаропрочного сплава, а дальнейшее перемещение осуществляют со скоростью погружения.
Отличительные признаки предложенного способа существенно отличают его от прототипа и других известных технических решений. Нагрев формы с затравкой осуществляют в зоне нагревателя с постоянным по высоте температурным полем, т. е. в зоне, не чувствительной к торцевым теплопотерям. Это позволяет обеспечить равномерный нагрев затравки и рабочих полостей, форм отливок при существенно меньших значениях температуры нагревателя по сравнению с прототипом температуры нагревателя снижена на 100 - 150оС. Перемещение залитой расплавом формы из зоны нагрева с постоянным по высоте температурным полем вплоть до положения затравки на уровне изотермы ликвидус жаропрочного сплава со скоростью в указанных пределах подготавливает расплав к направленной кристаллизации с оптимальным размером структурных составляющих сплава. При более низких скоростях перемещения наблюдается огрубление структуры. Верхний предел скорости (1000 мм/мин) связан с большой инерционностью существующих систем перемещения, не обеспечивающих необходимую точность попадания в заданную точку теплового поля. Дальнейшее перемещение от указанного уровня со скоростью погружения, т. е. со скоростью, обеспечивающей положение фронта кристаллизации над уровнем охладителя, обеспечивает начальный этап кристаллизации, стабилизируя условия зарождения и роста монокристалла от затравки без образования паразитных зерен.
Такая организация процесса в целом и обеспечивает получение монокристаллических отливок с высоким выходом годного, снижение энергозатрат, повышение надежности процесса и времени эксплуатации оборудования.
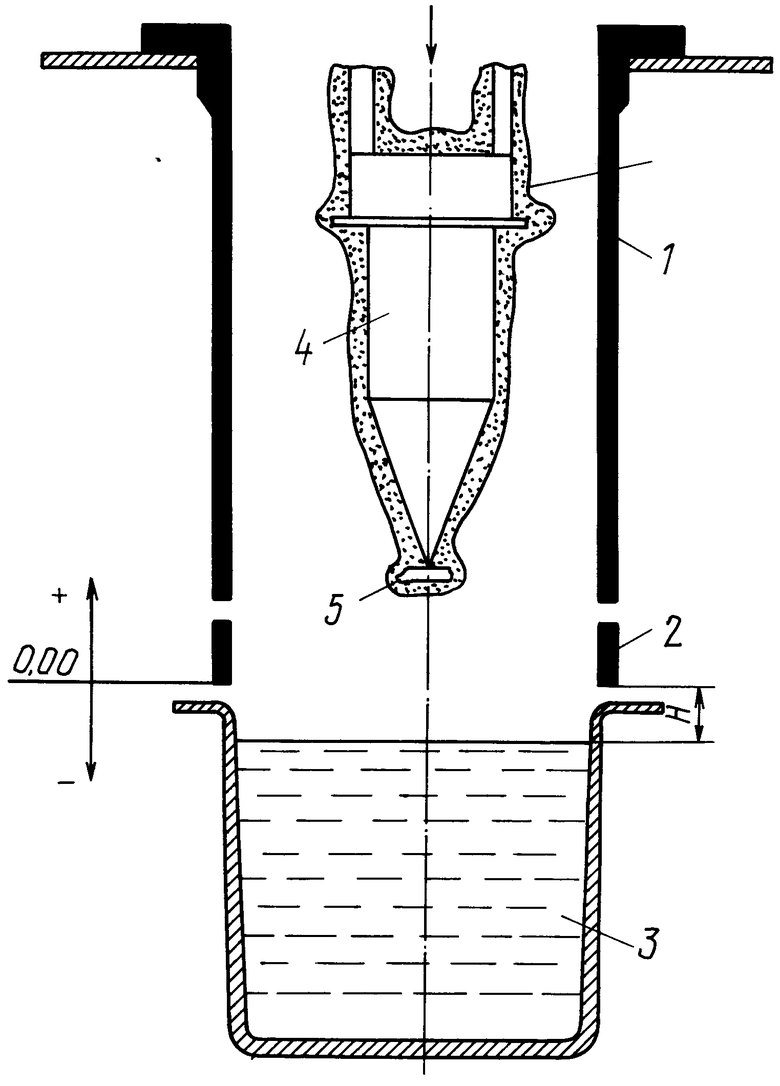
П р и м е р. Предлагаемый способ осуществляется на установке УВНК-8П, принципиальная схема которой представлена на чертеже.
Устройство содержит верхнюю зону нагревателя 1, нижнюю зону нагревателя, жидкометаллический охладитель 3, литейную форму 4, затравку 5.
Тепловой зазор (Н) между охладителем и срезом нагревателя составляет 70 ± 5 мм. В качестве охладителя использовали алюминий марки А99 с температурой 680-780оС. Получали монокристаллические отливки из жаропpочного сплава ЖС 32 с температурой ликвидус 1390оС.
Для обеспечения заданной ориентации использовали затравки из сплава Ni-W с содержанием вольфрама 30 - 32% , диаметром 6-8 мм и высотой 2-3 мм. Температура ликвидус сплава затравки 1520оС.
Процесс осуществлялся следующим образом. Два керамических блока по шесть лопаток в каждом с помощью молибденографитовой подвески закрепляли на каретке, с помощью приводов горизонтального перемещения каретку с формами передавали в рабочую камеру на направляющую, связанную с приводом вертикального перемещения. При этом в рабочей камере был создан вакуум 1.10-3 мм рт. ст. После закрытия торцевой крышки нагревателя формы оказывались внутри графитового нагревателя, как указано на схеме (условно показана только одна лопатка).
Исходное положение формы в нагревателе было на 60-100 мм выше нулевой отметки, за которую условно принят уровень нижнего среза нижнего нагревателя. В этом положении форму нагревали до температуры на 100 ± 20оС выше температуры ликвидус жаропрочного сплава, но на 5-30оС ниже температуры ликвидус сплава затравки, т. е. температура формы с затравкой составляла 1460, 1480оС. При этом температура верхней зоны нагревателя была равна температуре нижней зоны и составляла соответственно 1480, 1500оС ± 20оС.
Нагрев осуществляли со скоростью 30 - 50оС/мин. После стабилизации температур нагревателей и формы, расплавляли жаропрочный сплав в плавильном тигле индукционной печи (на схеме не показан) и заливали его в форму при температуре 1580оС с учетом снижения температуры металла во время заливки. После заливки жаропрочного сплава.
Формы опускали с помощью привода вертикального перемещения с первой (маршевой) скоростью в области постоянного и затем переменного поля до положения затравки, соответствующего уровню изотермы ликвидус сплава (1370оС). Далее перемещение и погружение осуществляли с рабочей скоростью 10 мм/мин.
После полного погружения отливок в охладитель нагреватели выключали и при снижении температуры в печи подогрева форм до 1250оС формы с отливками на маршевой скорости извлекали из охладителя и перемещали их в шлюзовую камеру, из которой формы с отливками при перекрытии внутреннего затвора и открытии наружного передавались на погрузочно-разгрузочный стол установки. Далее процесс повторялся.
На той же установке получали отливки с использованием способа по прототипу.
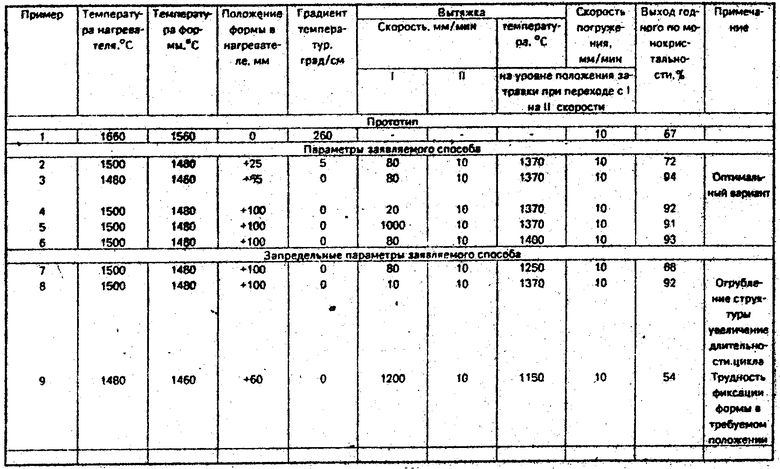
Результаты экспериментов приведены в таблице.
Результаты испытаний показывают, что предложенный способ имеет следующие преимущества:
обеспечивает высокий выход годного 90% по сравнению с 67% по прототипу;
снижение рабочих температур нагревателей на 100 - 160оС, что в 3 - 5 раз повышает срок эксплуатации нагревателей, экранов, систем контроля температур и установки в целом;
потребляемая мощность нагревателей снижается на 30% ;
снижается взаимодействие расплав-форма, что повышает качество отливок и снижает трудоемкость их последующей мехобработки;
повышается надежность работы керамических форм и стержней, что снижает брак по нарушению геометрии и исключает "пробои" форм с потерей дорогостоящего сплава.
Брак по разрушению форм по сравнению с прототипом сократился на 10% . Брак по геометрии лопаток, определяемый формоустойчивостью керамического стержня, сократился с 9-12% до 2-3% .
Предлагаемый способ позволяет получать детали заданной кристаллографической ориентации, микроструктура которых характеризуется параметрами: расстояние между осями дендритов первого порядка 130 - 300 мм, расстояние между осями дендритов второго порядка 20 - 40 мкм, средний размер островков эвтектик 10 - 30 мкм, размер МС карбидов 10 - 30 мкм.
По оптимальному режиму на заводе отрасли на установке УВНК-8П было проведено 23 плавки, отлито 276 лопаток, из которых брак по структуре после травления выявлен только на 6 лопатках, т. е. выход годного по макроструктуре составил 94% . (56) Патент США N 3915761, кл. 148-32, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2155651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ ИЗ ЛИТЕЙНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2254962C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1993 |
|
RU2070476C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211746C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТУРБИННЫХ ЛОПАТОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2302923C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1997 |
|
RU2118230C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2007 |
|
RU2353471C2 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
Использование: в металлургии, а именно в области литья монокристаллических турбинных лопаток заданной кристаллографической ориентации из жаропрочных сплавов, преимущественно от тугоплавких затравок для повышения выхода годного по структуре, снижения энергозатрат, повышения надежности и времени эксплуатации литейного оборудования. Сущность изобретения: способ включает нагрев формы с затравкой с размещением их в постоянном по высоте температурном поле в области температур выше температуры ликвидус жаропрочного сплава, но ниже температуры ликвидус сплава затравки, заполнение формы расплавом, перемещение формы первоначально со скоростью 20 - 1000 мм/ мин в области постоянного и части переменного тепловых полей до положения затравки не ниже уровня изотермы ликвидус жаропрочного сплава. Дальнейшее перемещение и последующее погружение в жидкометаллический охладитель осуществляют со скоростью, обеспечивающей положение фронта кристаллизации над уровнем охладителя. Способ обеспечивает выход годного по структуре 90% , снижает рабочие температуры нагревателей на 100 - 160С, повышает в 3 - 5 раз срок эксплуатации нагревателей, экранов, систем контроля температур и установки в целом. Потребляемая мощность нагревателей снижается на 30% , повышается надежность работы керамических форм и стержней. 1 ил. , 1 табл.
СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК из жаропрочных сплавов направленной кристаллизацией расплава преимущественно с использованием тугоплавких затравок, включающий размещение формы с затравкой в нагревателе, имеющем участки с постоянным в средней части и с переменным у торцов температурными полями, нагрев формы выше температуры ликвидуса жаропрочного сплава с расположением затравки в области температур ниже температуры ликвидуса сплава затравки, заполнение формы расплавом и погружение в жидкометаллический охладитель со скоростью, обеспечивающей положение фронта кристаллизации над уровнем охладителя, отличающийся тем, что, с целью повышения выхода годного по структуре, снижения энергозатрат, повышения надежности и времени эксплуатации литейного оборудования, форму с затравкой при нагреве располагают в области постоянного по высоте теплового поля в указанном интервале температур, после заполнения формы расплавом до погружения в охладитель ее перемещают сначала со скоростью 2,0 - 1000 мм/мин в области постоянного и части переменного по высоте температурных полей до положения затравки не ниже уровня, соответствующего изотерме ликвидуса жаропрочного сплава, а дальнейшее перемещение осуществляют со скоростью погружения.

