Изобретение относится к области машиностроения и может быть использовано при получении монокристаллических деталей горячего тракта ГТД, например турбинных лопаток, створок и т.п., из никелевых, кобальтовых, интерметаллидных жаропрочных сплавов в условиях высокого температурного градиента на фронте роста.
Известно, что повышение температурного градиента на фронте роста (до G>150÷200°С/см) при направленной кристаллизации литейных жаропрочных сплавов на основе никеля, кобальта, а также интерметаллидных (на основе Ni3Al) за счет уменьшения высоты жидко-твердой зоны на фронте роста обеспечивает формирование в отливках более однородной, тонкодендритной структуры с меньшей дендритной ликвацией, пористостью, что, в свою очередь, повышает характеристики прочности и усталости сплавов.
Известно устройство для получения отливок с монокристаллической структурой, содержащее керамическую оболочку, в которой выполнены последовательно затравочная полость с размещенной в ней затравкой заданной ориентации, полость со вставкой кристаллоотборника в виде криволинейного литникового хода и полость, образующая отливку (патент РФ №2080209).
Недостатками указанного устройства являются трудности в изготовлении керамической вставки кристаллоотборника с криволинейным литниковым ходом, а также трудности в создании плотного соединения между торцом вставки кристаллоотборника и верхом полости, где вставка размещается. В процессе кристаллизации в этом зазоре могут зарождаться посторонние кристаллы, формирующие границы зерен в отливке, приводящие к браку отливки по структуре.
Известно устройство для получения монокристаллических отливок заданной ориентации, в котором затравка также устанавливается непосредственно на поверхности холодильника формы, при этом затравка ничем не экранируется от объема внутренней части формы, в результате чего налеты субокислов кремния и алюминия свободно попадают на рабочий торец затравки, а в отливке появляются посторонние зерна (патент ЕР №0127552).
Кроме этого способ направленной кристаллизации, при котором форма и затравка устанавливаются непосредственно на холодильник, обеспечивает низкий температурный градиент на фронте роста (G=20÷30°С/см).
Наиболее близким к заявленному является устройство для получения жаропрочных сплавов с монокристаллической структурой, в основании керамической формы которого выполнена затравочная полость с размещенной в ней затравкой, спиралевидный кристаллоотборник и коническая стартовая полость. Стартовая полость соединена с полостью формы, образующей отливку. Спиралевидный кристаллоотборник выполнен из двух частей разного диаметра. Часть кристаллоотборника большего диаметра, примыкающая к затравке, содержит керамическую вставку для предохранения торца затравки от окисных налетов, препятствующих передаче структуры от затравки в отливку (патент РФ №2237543).
Недостатком этого устройства является высокий брак по структуре монокристаллических отливок из жаропрочных никелевых и интерметаллидных сплавов нового поколения при направленной кристаллизации в условиях высокого температурного градиента на фронте роста (G>150÷200°С/см). Это связано со значительным уменьшением высоты жидко-твердой области при G>150÷200°С/см, которая составляет ~3-6 мм вместо ~30-100 мм при G~60°С/см в установке-прототипе УВНК-8П. Уменьшение высоты жидко-твердой области, в которой формируется дендритная монокристаллическая структура, на практике сопровождается увеличением температуры перед фронтом роста, что приводит к расплавлению затравки и формированию в отливке структуры с границами зерен.
Технической задачей данного изобретения является увеличение выхода годных монокристаллических отливок из жаропрочных сплавов нового поколения с заданной кристаллографической ориентацией, получаемых в условиях высокоградиентной направленной кристаллизации (при G=150÷200°С/см) за счет исключения вероятности расплавления затравки или зарождения на ней зерен произвольной ориентации.
Для решения поставленной технической задачи предлагается устройство для получения отливок из жаропрочных сплавов с монокристаллической структурой заданной кристаллографической ориентации, содержащее керамическую форму, в основании которой выполнены последовательно затравочная полость с размещенной в ней монокристаллической затравкой заданной кристаллографической ориентации, полость кристалловода и коническая стартовая полость, соединенная с полостью формы, образующей отливку, отличающееся тем, что полость кристалловода выполнена в виде прямолинейной и конусной частей, последняя из которых прилегает к затравочной полости и составляет  часть всей длины полости кристалловода, при этом отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляет 0,5-0,9.
часть всей длины полости кристалловода, при этом отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляет 0,5-0,9.
На фиг.1а показан общий вид устройства для получения отливок с монокристаллической структурой заданной кристаллографической ориентации в условиях высокоградиентной направленной кристаллизации, где
1 - керамическая оболочковая форма с отливкой;
2 - прямолинейная часть полости кристалловода;
3 - конусная часть полости кристалловода;
4 - затравка;
5 - затравочная полость;
6 - коническая стартовая полость.
На фигуре 1б показано сечение I-I через затравочную полость.
В устройстве в основании керамической оболочковой формы (1) с конической стартовой полостью (6) расположена полость кристалловода, состоящая из двух частей: прямолинейной (2) и конусной (3), а также затравочная полость (5) с размещенной в ней затравкой (4). Монокристаллическая структура, зародившаяся от затравки (4), прорастает в конусную часть полости кристалловода (3), а затем в его прямолинейную часть (2). Длина конусной части полости кристалловода (3) составляет  части всей длины полости кристалловода. При этом отношение площади сечения нижней поверхности конусной части полости кристалловода к площади поверхности затравки составляет 0,5-0,9.
части всей длины полости кристалловода. При этом отношение площади сечения нижней поверхности конусной части полости кристалловода к площади поверхности затравки составляет 0,5-0,9.
Совокупность этих существенных признаков исключает расплавление затравки перегретым на фронте кристаллизации расплавом жаропрочного монокристаллического сплава, а также препятствует образованию налета, мешающего передаче структуры заданной кристаллографической ориентации от затравки (4) в отливку (1). Это позволяет практически полностью исключить зарождение и прорастание посторонних кристаллов в отливку, получаемую из жаропрочных монокристаллических сплавов нового поколения, в том числе и интерметаллидных.
При соотношении длины конусной части полости кристалловода (3) больше  всей длины полости кристалловода возможно расплавление затравки, меньше
всей длины полости кристалловода возможно расплавление затравки, меньше  - технически нецелесообразно. Нижняя поверхность конусной части кристалловода (3), примыкающая к поверхности затравки (4), обеспечивает контакт расплава жаропрочного сплава с поверхностью затравки (4) и передачу структуры монокристалла от затравки (4) в отливку (1). При отношении площади сечения нижней поверхности конусной части кристалловода к площади поверхности затравки больше 0,9 появляются сложности при установке затравки, а отношение меньше 0,5 - технически нецелесообразно.
- технически нецелесообразно. Нижняя поверхность конусной части кристалловода (3), примыкающая к поверхности затравки (4), обеспечивает контакт расплава жаропрочного сплава с поверхностью затравки (4) и передачу структуры монокристалла от затравки (4) в отливку (1). При отношении площади сечения нижней поверхности конусной части кристалловода к площади поверхности затравки больше 0,9 появляются сложности при установке затравки, а отношение меньше 0,5 - технически нецелесообразно.
Пример осуществления.
На модель керамической формы, изготовленной согласно фиг.1, методом послойного нанесения наносили керамическую суспензию. Изготовленные оболочковые формы просушивали, затем вытапливали модельную массу и прокаливали при температуре в печи Т=1350°С. В открытую затравочную полость блоков модельных образцов перед плавкой устанавливали монокристаллические затравки с заданной кристаллографической ориентацией [001] или [111] и заделывали суспензией на основе этилсиликата и электрокорунда.
Форму на специальной подвеске помещали в высокоградиентную установку для направленной кристаллизации с жидкометаллическим охладителем УВНЭС-4, где производили нагрев керамической формы до рабочей температуры, расплавляли в индукционном плавильном тигле заготовку жаропрочного сплава и заливали его в керамическую форму. После чего проводили направленную кристаллизацию путем перемещения керамической формы с расплавом жаропрочного сплава из зоны нагрева и погружения ее в жидкометаллический охладитель. После кристаллизации удаляли керамическую форму, детали отделяли от литниковой системы и стартовой полости. На отливке проводили контроль качества монокристаллической структуры.
Изобретение проверялось при отливке монокристаллических модельных образцов лопаток и сегментов. При получении отливок образцов модельных лопаток <001> из ренийсодержащего жаропрочного сплава ВЖМ-1ВИ использовалась полость кристалловода с соотношением конусной части полости кристалловода ко всей длине полости кристалловода -  , а отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляло 0,5. Отливка образцов модельных лопаток <001> проводилась в лабораторных условиях на высокоградиентной установке УВНЭС-4 с блоками по 2 образца. Режим плавки: температура верхнего нагревателя - 1600°С, температура нижнего нагревателя - 1620°С, температура заливки сплава - 1580°С, скорость вытягивания форм - 4 мм/мин. Температурный градиент на фронте роста составил G=200°С/см. Как показал визуальный и рентгеновский контроль полученных отливок, все они имели монокристаллическую структуру заданной кристаллографической ориентации с точностью 4-7°.
, а отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляло 0,5. Отливка образцов модельных лопаток <001> проводилась в лабораторных условиях на высокоградиентной установке УВНЭС-4 с блоками по 2 образца. Режим плавки: температура верхнего нагревателя - 1600°С, температура нижнего нагревателя - 1620°С, температура заливки сплава - 1580°С, скорость вытягивания форм - 4 мм/мин. Температурный градиент на фронте роста составил G=200°С/см. Как показал визуальный и рентгеновский контроль полученных отливок, все они имели монокристаллическую структуру заданной кристаллографической ориентации с точностью 4-7°.
При получении отливок образцов модельных створок <111> из инерметаллидного сплава (на основе Ni3Al) использовалась полость кристалловода с соотношением конусной части полости кристалловода ко всей длине полости кристалловода -  , а отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составило 0,9. Отливка образцов модельных сегментов проводилась на лабораторной установке УВНЭС-4 с блоками по 2 образца. Режим плавки: температура верхнего нагревателя - 1580°С, температура нижнего нагревателя - 1600°С, температура заливки сплава - 1570°С, скорость вытягивания форм - 5 мм/мин. Температурный градиент на фронте роста составил G=150°С/см. Как показал визуальный и рентгеновский контроль полученных отливок, все они имели монокристаллическую структуру заданной кристаллографической ориентации с точностью 5-8°.
, а отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составило 0,9. Отливка образцов модельных сегментов проводилась на лабораторной установке УВНЭС-4 с блоками по 2 образца. Режим плавки: температура верхнего нагревателя - 1580°С, температура нижнего нагревателя - 1600°С, температура заливки сплава - 1570°С, скорость вытягивания форм - 5 мм/мин. Температурный градиент на фронте роста составил G=150°С/см. Как показал визуальный и рентгеновский контроль полученных отливок, все они имели монокристаллическую структуру заданной кристаллографической ориентации с точностью 5-8°.
Опробование устройства прототипа, предложенного для промышленной установки УВНК-8П (G=60°С/см), при высокоградиентной направленной кристаллизации (G=150÷200°С/см) сплавов ВЖМ-1 и интерметаллидного сплава на основе Ni3Al не обеспечило высокого выхода годного по монокристаллической структуре.
Выход годного по монокристаллической структуре при опробовании предлагаемого устройства при получении образцов модельных лопаток из современного жаропрочного ренийсодержащего сплава ВЖМ-1ВИ, а также образцов модельных сегментов из интерметаллидного сплава (Ni3Al) в условиях высокоградиентной направленной кристаллизации (G=150÷200°С/см) составил до 90%.
Таким образом, применение предлагаемого устройства позволит получать лопатки и другие детали горячего тракта ГТД с монокристаллической структурой заданной кристаллографической ориентации в условиях высокоградиентной кристаллизации (G=150÷200°С/см), обеспечивающего получение более качественной, однородной, тонкодендритной структуры, с меньшей дендритной ликвацией, пористостью, что в свою очередь, делает возможным повышение ресурса и надежности газотурбинных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2006 |
|
RU2325971C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МОНОКРИСТАЛЛИЧЕСКИХ ТУРБИННЫХ ЛОПАТОК | 2003 |
|
RU2237543C1 |
| Устройство для получения отливок турбинных сопловых лопаток с направленной и монокристаллической структурой | 2021 |
|
RU2756073C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТУРБИННЫХ ЛОПАТОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2302923C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2392091C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2003 |
|
RU2239520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2002 |
|
RU2225278C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН | 2014 |
|
RU2587116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ ОТЛИВКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ЗАДАННЫМИ АКСИАЛЬНОЙ И АЗИМУТАЛЬНОЙ ОРИЕНТАЦИЕЙ СПЛАВА | 2007 |
|
RU2329120C1 |
Изобретение относится к области литейного производства. Устройство содержит керамическую форму, в основании которой выполнены затравочная полость с размещенной в ней монокристаллической затравкой, полость кристалловода и коническая стартовая полость, соединенная с полостью формы, образующей отливку. Полость кристалловода выполнена в виде прямолинейной и конусной частей. Конусная часть прилегает к затравочной полости и составляет  часть всей длины полости кристалловода. Площадь сечения нижней поверхности конусной части кристалловода составляет 0,5÷0,9 площади поверхности затравки. Достигается повышение качества готовых отливок за счет исключения вероятности расплавления затравки или зарождения на ней зерен произвольной ориентации. 1 ил.
часть всей длины полости кристалловода. Площадь сечения нижней поверхности конусной части кристалловода составляет 0,5÷0,9 площади поверхности затравки. Достигается повышение качества готовых отливок за счет исключения вероятности расплавления затравки или зарождения на ней зерен произвольной ориентации. 1 ил.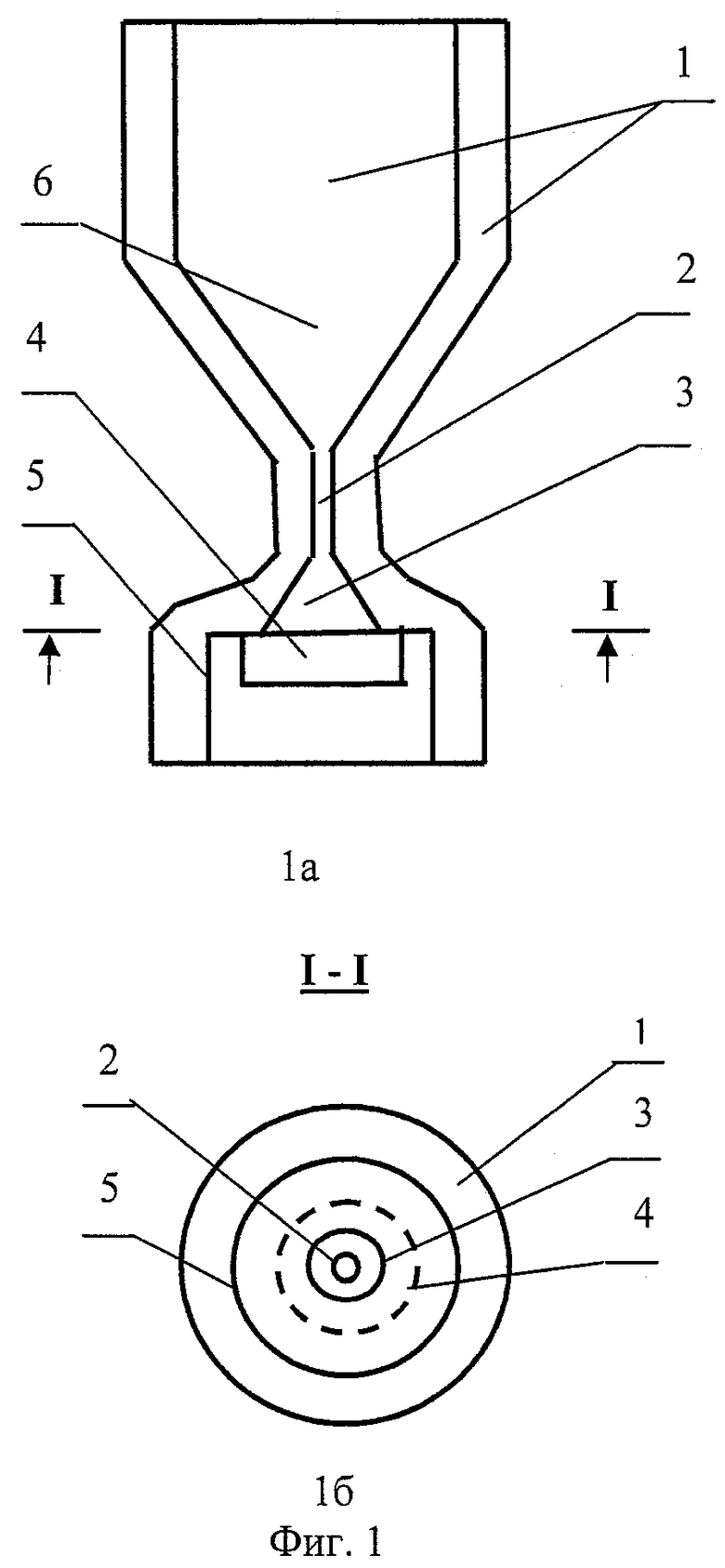
Устройство для получения отливок из жаропрочных сплавов с монокристаллической структурой заданной кристаллографической ориентации, содержащее керамическую форму, в основании которой выполнены последовательно затравочная полость с размещенной в ней монокристаллической затравкой заданной кристаллографической ориентации, полость кристалловода и коническая стартовая полость, соединенная с полостью формы, образующей отливку, отличающееся тем, что полость кристалловода выполнена в виде прямолинейной и конусной частей, последняя из которых прилегает к затравочной полости и составляет  часть всей длины полости кристалловода, при этом отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляет 0,5÷0,9.
часть всей длины полости кристалловода, при этом отношение площади сечения нижней поверхности конусной части к площади поверхности затравки составляет 0,5÷0,9.
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МОНОКРИСТАЛЛИЧЕСКИХ ТУРБИННЫХ ЛОПАТОК | 2003 |
|
RU2237543C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1993 |
|
RU2070476C1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| СПОСОБ РАЗРАБОТКИ ПОДВОДНОЙ РОССЫПИ | 2006 |
|
RU2322584C1 |

