Изобретение относится к химической промышленности, а именно к получению полимерных нитей и пленок, формуемых из расплава.
В настоящее время существует устойчивая тенденция к увеличению выпуска композиционных полимерных материалов, содержащих наполнители - красители, пластификаторы, антипирены, матирующие добавки и т. д.
На всегда целесообразно вводить наполнители при синтезе полимера, а в установках непрерывного синтеза это и технически сложно. Поэтому чаще всего наполнитель вводят перед стадией формования. Основной проблемой в этом случае является получение гомогенной композиции.
Для этих целей используются динамические или статические гомогенизаторы.
Динамические гомогенизаторы (патент ГДР N 40511, кл. 12е 450, 1966) перемешивают расплав с помощью вращающегося ротора различной формы.
К недостаткам такого устройства можно отнести увеличение времени пребывания в расплавленном состоянии, механическая деструкция полимера в результате высоких сдвиговых нагрузок, удорожание процесса за счет дополнительных энергозатрат и, как правило, применение повторного плавления. В результате происходит снижение молекулярной массы полимера и ухудшение физико-механических показателей изделия.
Статические гомогенизаторы (Kunststoffer, 1976, N 3, с. 130-135) представляют собой, как правило, лопасти различной конфигурации, устанавливаемые в расплавопроводах, по которым расплав полимера подводится к машине формования. К недостаткам такого типа гомогенизаторов относятся достаточно длинный участок (1-2 м) расплавопровода, на котором происходит эффективное перемешивание; дополнительный перепад давления на лопастях, что вызывает необходимость использования высоконапорных питающих устройств (насосов, шнеков), или повышение температуры расплава для снижения вязкости и давления, в результате чего падает молекулярная масса полимера.
Гомогенизация расплава имеет место и в фильерных комплектах при продавливании расплава через слой фильтрующих частиц, например кварцевого песка (Кларе Г, Фрицше Э. , Гребе Ф. Синтетические полиамидные волокна. М. : Мир, 1966, с. 460). При этом крупные агломераты наполнителя разрушаются за счет высоких сдвиговых напряжений или отфильтровываются, а температура по сечению потока расплава несколько выравнивается и повышается за счет выделения диссипативного тепла. Такое конструктивное оформление процесса гомогенизации дает возможность сохранять молекулярную массу полимера. В этом случае полимер подают к фильерному комплекту при температуре, близкой к температуре плавления полимера, при которой термодеструкция идет очень медленно, а затем при продавливании через слой частиц размером 0,1-0,3 мм полимер быстро нагревается до оптимальной температуры за счет тепла диссипации (Riggert K. , Chemie fasern und Textil anwendangs-technik, 1971, N 5, с. 379). Однако такой гомогенизатор с одной стороны требует применения высоконапорных устройств, т. к. технология реализуется при давлениях 300-500 ат. , а с другой стороны не обеспечивает достаточно равномерного перемешивания полимера с наполнителем из-за недостаточного радиального перемещения частиц наполнителя относительно оси фильерного комплекта.
Известно формующее устройство (патент ФРГ N 2532346, кл. D 01 D 3/00, 1978), наиболее близкое по конструкции к заявляемому и принятое авторами за прототип, содержащее статический смеситель с перекрещивающимися перегородками, а свободный объем между ними заполнен фильтровальным песком. Такой смеситель обеспечивает достаточно высокую гомогенность продукта. Однако применять его можно лишь для сравнительно низковязких продуктов. В приведенном в патенте примере при гомогенизации полимерной массы с вязкостью 1000 П возникает перепад давления 165 ат. При попытке гомогенизации с такой же производительностью расплава полимера полиэтилентерефталата средней молекулярной массы при обычных температурах формования (вязкость ≈3000 П) создалось давление 420 ат. При гомогенизации полиэтилентерефтала высокой молекулярной массы ( ≈5000 П) давление превысило максимальное значение, на которой рассчитан датчик давления (500 ат), а расплав протек между уплотнениями. Для приведения к рабочему значению давления ( ≈250 ат) производительность процесса была снижена втрое, что соответственно привело к увеличению времени пребывания полимера в расплавленном состоянии и значительному падению физико-механических показателей нити. Совершенно очевидно, что такой гомогенизатор не позволяет работать с высоковязким полимером, подаваемым в гомогенизатор с низкой температурой, т. к. при этом возникает еще больший перепад давления.
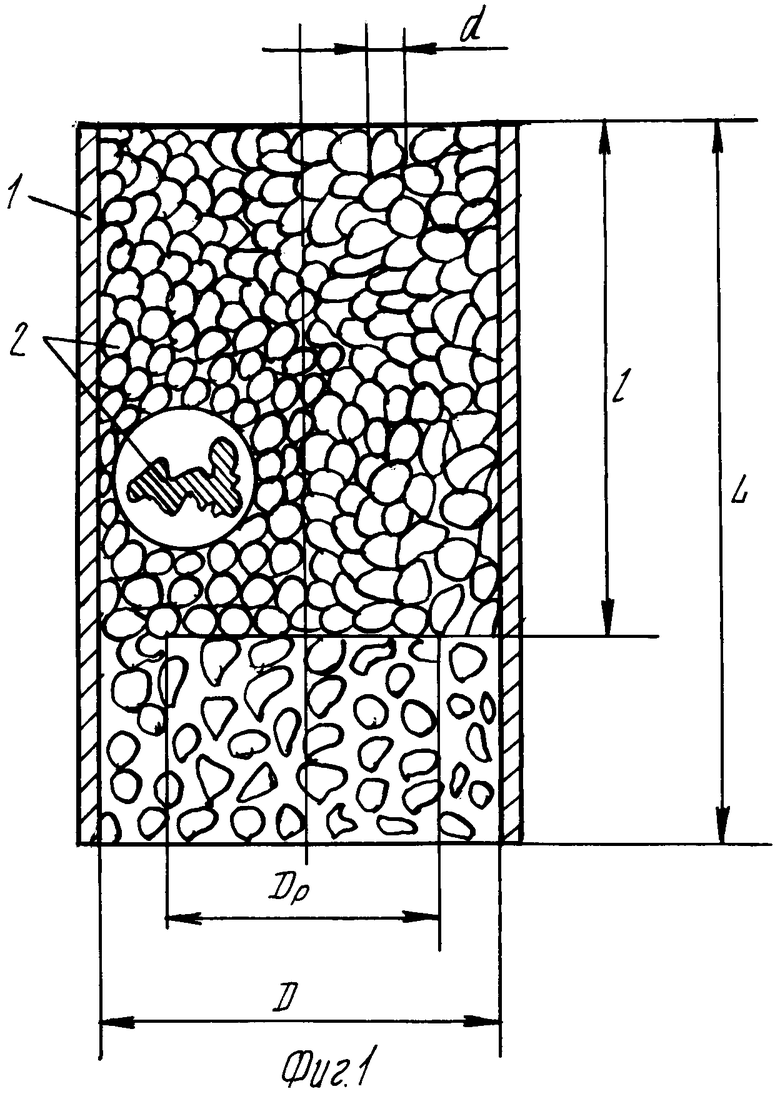
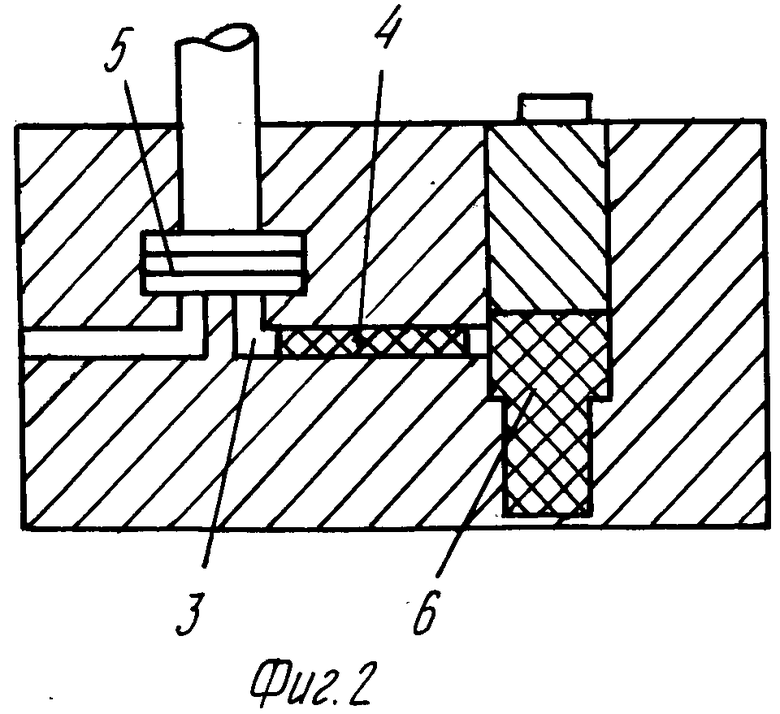
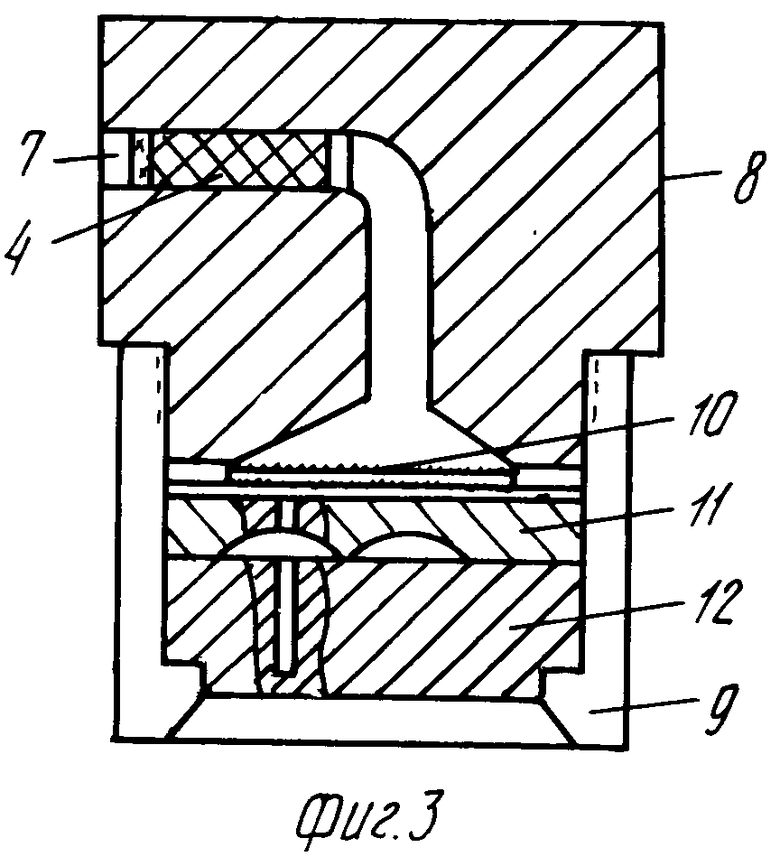
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - размещение устройства в канале формовочного блока; на фиг. 3 - то же, в канале фильерного комплекта.
Устройство для смешивания расплава полимера с наполнителем содержит корпус 1, выполненный цилиндрическим. Отношение длины корпуса L к внутреннему диаметру D составляет 7-10. Твердые частицы имеют средний размер d, составляющий 0,2-0,5 внутреннего диаметра D корпуса и имеют разветвленную форму. Порозность слоя ε(отношение объема слоя частиц к объему собственно частиц) составляет 2-4, коэффициент теплопроводности твердых частиц 30-50 Дж/м˙ с ˙ оС.
Для расположения заявляемого устройства в канале 3 формовочного блока 4 он может быть расположен между дозировочным насосом 5 и фильерным комплектом 6. При размещении заявляемого устройства в канале фильерного комплекта он может быть расположен в канале 7 корпуса 8 фильерного комплекта, содержащего установленные в стакане 9 фильтровальные сетки 10, опорную плиту 11 и фильеру 12.
Принцип работы устройства состоит в следующем. Если на входе потока полимера в слой частиц локальной струйкой (стрелка на фиг. 1) ввести контрастно окрашенную порцию полимера, то за счет обтекания встречающихся на пути частиц 2 возникает радиальное перемещение потоков полимера, в результате чего окрашенный столбик на выходе из слоя частиц длиной l распределяется в виде окрашенной области с диаметром Dр. При этом, как показали эксперименты, чем больше длина l слоя частиц 2 или при той же длине l слоя больше размер частиц d, тем больше площадь Dр окрашенной области на выходе из этого слоя частиц 2. При некоторой длине слоя частиц l≈ L диаметр Dр окрашенной области становится равным диаметру D цилиндра, и окрашенный полимер заполняет все поперечное сечение цилиндра, т. е. происходит полное перемешивание полимера с красителем. Эта длина L слоя частиц и принимается за минимальное значение заявляемой длины L цилиндрического корпуса 1.
Кроме чисто механического перемешивания полимера происходит выравнивание температуры полимерной массы как за счет перемешивания, так за счет нагрева частиц 2, которые за счет высокой теплопроводности нагреваются от стенки цилиндрического корпуса 1.
Устройство работает следующим образом.
Расплав полимера с введенным в него наполнителем поступает в цилиндрический корпус 1, и каждая локальная область за счет обтекания частиц 2 на выходе из устройства распределяется по всему сечению потока расплава. Если в устройство поступает расплав с температурой ниже оптимальной, а в устройстве догревается до оптимальной, то нагрев происходит равномерно и быстро, т. к. во-первых, нагреваемые от стенок слои расплава распределяются по всему объему и смешиваются с более холодными, а во-вторых, тепло от стенок передается в центр через частицы, имеющие значительно более высокую теплопроводность, чем полимер.
Устройство позволяет равномерно распределить по всему объему полимера локально введенный компонент (например краситель) именно при заявленных соотношениях, что подтверждено экспериментально. Если уменьшить отношение длины корпуса к диаметру корпуса L/D или уменьшить размер d частиц относительно диаметра D корпуса, то локально введенный компонент не распределится по всему сечению потока полимера (Dр < D). С уменьшением размера d частиц можно добиться распределения компонента по всему сечению потока полимера за счет увеличения длины L корпуса, но это нецелесообразно, т. к. вызывает недопустимое увеличение давления в устройстве.
Если вместо частиц с разветвленной формой (с порозностью ε= 2-4) использовать частицы более простой формы (сферические, плоские, многогранные) с порозностью более низкой, например ε= 0,6-0,7 - для сферических частиц, то распределение компонента по всему сечению произойдет, но продукт будет получен менее гомогенным. Если из такой композиции формовать окрашенную нить, то окраска нити будет неравномерной ("зебристой"). К тому же перепад давления в устройстве возрастает пропорционально уменьшению порозности.
Если вместо частиц с коэффициентом теплопроводности λ= 30 Дж/м˙ с˙ оС ( λстали составляет 30-50 Дж/м˙ с˙ оС) применять частицы с небольшим коэффициентом теплопроводности, например, стекла или кварца ( λ≈0,14 ДЖ/м˙ с˙ оС), то перемешивание красителя наблюдается полное. Однако если вести формование в режиме подачи полимера с низкой температурой в устройстве и быстрым нагревом до оптимальной температуры формования, то полимерная масса получается недостаточно равномерной по температуре и, как следствие, вязкости. Поэтому сформованная нить будет менее равномерна по ориентации, ориентационное термовытягивание будет менее стабильно, и готовая нить будет иметь более низкие физико-механические показатели.
В связи с компактностью заявляемого устройства его размещение в устройстве формования не вызывает проблем (фиг. 2 и 3). С учетом того, что наиболее предпочтительно вести формование в режиме быстрого нагрева полимера до температуры формования непосредственно в формовочном блоке, целесообразно разместить заявляемое устройство в подающем канале формовочного устройства, что позволяет не делать дополнительной системы обогрева. В случае размещения устройства в канале формовочного блока (фиг. 2) расплав из дозировочного насоса 5 по каналу 3 проходит через заявляемое устройство и затем поступает к фильерному комплекту 6. В случае размещения заявляемого устройства в канале фильерного комплекта расплав поступает по каналу 7 корпуса 8, проходит через заявляемое устройство, фильтровальные сетки 10, опорную плиту 11 и фильеру 12. В обоих случаях расплав на формование поступает при температуре формования и в достаточно гомогенизированном состоянии. Это подтверждается следующими примерами.
П р и м е р 1 (сопоставительный).
Формуется полиэтилентерефталатная (ПЭТФ) мононить из высоковязкого полимера с вязкостью полимера нити 0,63-0,68 (уд. вязкость 0,63-0,68 в смеси фенол: тетрахлорэтан = 1: 1,6) с добавлением 0,5% красителя "зеленого С" и прототипным устройством в фильерном комплекте (фиг. 3). Длина L устройства 60 мм, диаметр его D = 15 мм, количество смесительных элементов 3, ширина лопасти 1,7 мм, засыпка песком с размером частиц 0,4-0,5 мм, окончательная фильтрация через 2 сетки с ячейкой 60 мкм. Производительность процесса 10 г/мин (0,6 кг-ч) - оптимальная для данной нити. Температура расплава, поступающего из расплавителя, 300оС, температура формовочного блока 312оС. Давление в фильерном комплекте (перед гомогенизатором) более 500 ат. Комплект разгерметизировался, расплав протек между уплотнениями.
П р и м е р 2 (сопоставительный).
Все условия формования по примеру 1, кроме того, что, с целью создания перепада давления на гомогенизаторе не более 250 ат, производительность процесса снижена до 3 г/мин (0,18 кг/ч). Вязкость полимера нити 0,36-0,39
Показатели готовой нити:
относительная прочность, Гс/текс 49-52 относительная прочность в узле, Гс/текс 36,4-38,6 удлинение, % 10-15
Распределение красителя в поперечных срезах нити равномерное. Равномерность окраски нити в мотке - окраска равномерная.
П р и м е р 3 (по изобретению).
Мононить по примеру 1 формуют с применением заявляемого устройства в канале 7 фильерного комплекта (фиг. 3). Длина устройства 70 мм, диаметр 10 мм, средний размер частиц из нержавеющей стали d = 3 мм, форма разветвленная, порозность 3,5. Фильтрация расплава через сетки с ячейкой 60 мкм. Температура расплава, поступающего в фильерный комплект из экструдера 275оС, температура формовочного блока 312оС. Давление перед устройством 112 ат.
Вязкость полимера нити 0,46-0,48
Показатели готовой нити:
относительная прочность, Гс/текс 60,1-62,0
относительная прочность в узле, Гс/текс 54,1-55,8 удлинение, % 18-22
Распределение красителя в поперечных срезах нити равномерное.
Равномерность окраски нити в мотке - окраска равномерная.
П р и м е р 4. Аналогично примеру 3, но длина устройства 100 мм, давление перед устройством 160 ат.
Показатели готовой нити аналогичны примеру 3.
П р и м е р 5 (контрольный).
Все условия формования по примеру 3, но устройство заполнено кварцевым песком со средним размером 3 мм, имеющим форму многогранника (порозность 1,2). Давление перед устройством 320 ат.
Вязкость полимера нити 0,46-0,48
Показатели готовой нити:
относительная прочность, Гс/текс 53-55
относительная прочность в узле, Гс/текс 48-51 удлинение, % 16-19
Распределение красителя в поперечных срезах нити неравномерное.
Равномерность окраски нити в мотке "зебристая".
Более низкая по сравнению с примером 3 прочность обусловлена более низкой кратностью ориентационного вытягивания, которая ограничена неравномерностью физико-механических показателей нити.
Приведенные примеры свидетельствуют о преимуществе предлагаемого устройства перед прототипом как по технологичности осуществляемого с его помощью процесса гомогенизации, так и по физико-механическим показателям получаемой нити.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОЙ КОМБИНИРОВАННОЙ ОБЪЕМНОЙ НИТИ | 1991 |
|
RU2011705C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1992 |
|
RU2054057C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМОПЕРЕПЛЕТЕНИЯ КОМПЛЕКСНЫХ НИТЕЙ | 1993 |
|
RU2049172C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 1992 |
|
RU2024659C1 |
| ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1993 |
|
RU2080347C1 |
| КОМПОЗИЦИЯ ДЛЯ ВРЕМЕННОГО ПОКРЫТИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛА | 1993 |
|
RU2082736C1 |
| ЗУБНАЯ НИТЬ | 1991 |
|
RU2020896C1 |
| АППАРАТ ДЛЯ ДЕГАЗАЦИИ ПРЯДИЛЬНЫХ РАСТВОРОВ | 1990 |
|
RU2006245C1 |
| АППАРАТ ДЛЯ ОБРАБОТКИ ЖИДКИХ, СЫПУЧИХ ИЛИ КУСКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2069088C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОПОЛИАМИДОВ | 1992 |
|
RU2072369C1 |
Использование: химическая промышленность, а именно получение полимерных нитей и пленок, формуемых из расплава. Сущность изобретения: устройство содержит цилиндрический корпус с отношением длины к внутреннему диаметру, равным 7 - 10, а заполняющие частицы имеют разветвленную форму с порозностью слоя 2 - 4, средним размером, составляющим 0,2 - 0,5 внутреннего диаметра корпуса, и коэффициентом теплопроводности 30 - 50 Дж/м с. С. 3 ил.
УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ РАСПЛАВА ПОЛИМЕРА С НАПОЛНИТЕЛЕМ, содержащее цилиндрический корпус, заполненный твердыми частицами, отличающееся тем, что, с целью повышения качества продукта при одновременном снижении энергозатрат, отношение длины корпуса к внутреннему диаметру составляет 7 - 10, при этом твердые частицы имеют разветвленную форму с порозностью слоя 2 - 4, средним размером 0,2 - 0,5 внутреннего диаметра корпуса и коэффициентом теплопроводности 30 - 50 Дж/м. с · oС.
