Изобретение относится к конструкциям игл швейных машин.
Известна конструкция иглы для швейных машин - игла Зингера, состоящая из стержня, включающего утоньшенную часть, переходящую в острие, и колбы, завершающейся торцом. В острие расположено ушко, служащее для заправки нити.
Недостатком этой иглы является то, что она может осуществлять только функцию сшивания тканей, не изменяя ее рельефа.
Известна также конструкция иглы для швейных машин типа 1-А (ГОСТ 22249-82), содержащая стержень с желобом, включающий утоньшенную часть, переходящую в острие с ушком, и колбу, завершающуюся торцом.
Недостатком этой иглы является то, что она не способна при обычном процессе шитья осуществлять присобранность ткани, создавая ее рельеф.
Наиболее близкой к предлагаемой по технической сущности является конструкция иглы для швейной машины, состоящая из колбы и стержня, переходящего в острие, в котором выполнено ушко. Острие выполнено притупленным в виде расположенной перпендикулярно продольной оси иглы площадки, диаметр которой равен 0,06-0,32 мм, шероховатость площадки соответствует 9-14 классам чистоты. Игла, кроме обычной функции сшивания тканей, позволяет получить рельеф ткани, который образуется путем чередования мест прокола, где появляется присобранность, и стежков по строчке прошивания, с участием катушечной нити.
Недостатком иглы является то, что рельеф ткани может быть создан только с участием катушечной и челночной нитей.
Целью изобретения является расширение функциональных возможностей иглы и повышение производительности и экономичности путем исключения закрепления рельефа нитками с устойчивой затяжкой, образованного рабочим концом иглы швейной машины и обработанного импульсной лазерной энергией.
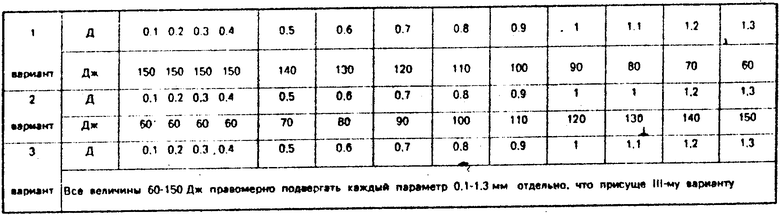
Для этого острие выполнено с притуплением в результате обработки лазерной импульсной энергией в количестве и пределах, равных 60-150 Дж, и имеет расположенную перпендикулярно продольной оси иглы площадку с диаметром, равным 0,1-1,3 мм, при этом используются номера игл швейных машин (N 60-130), диаметры которых входят в межпредельные величины диаметра площадки, поверхность которой выполнена с шероховатостью, соответствующей 4-12 классам чистоты.
Данные отличительные признаки являются существенными, так как в исследованных источниках научно-технической и патентной информации признаков, идентичных и эквивалентных, не обнаружено.
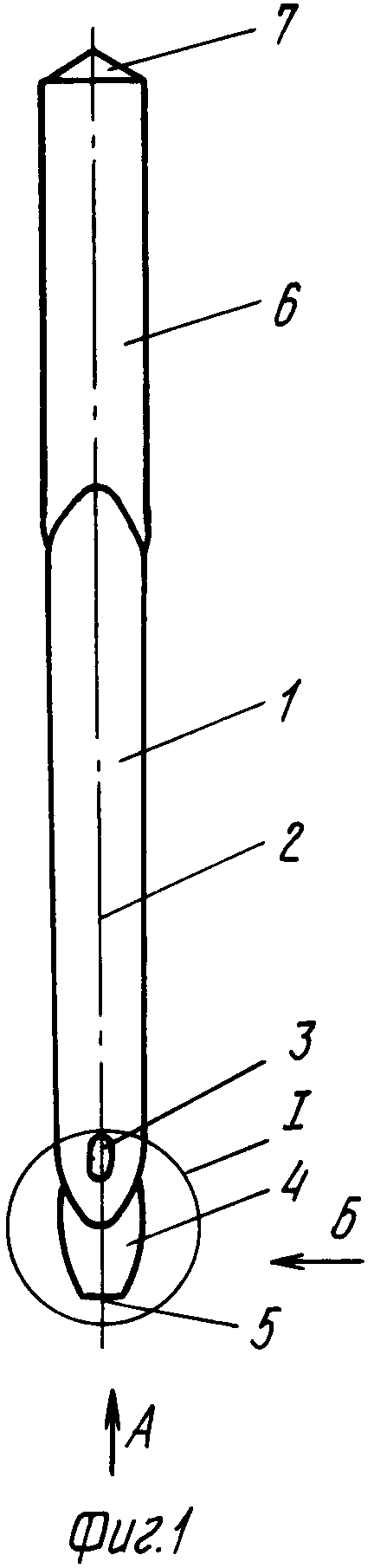
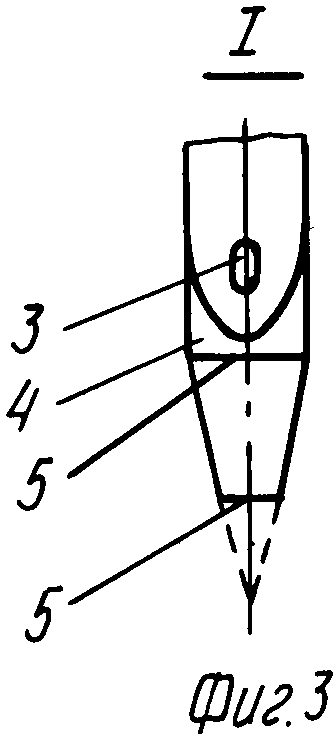
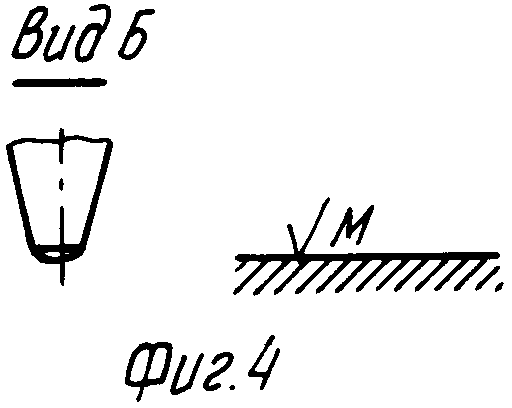
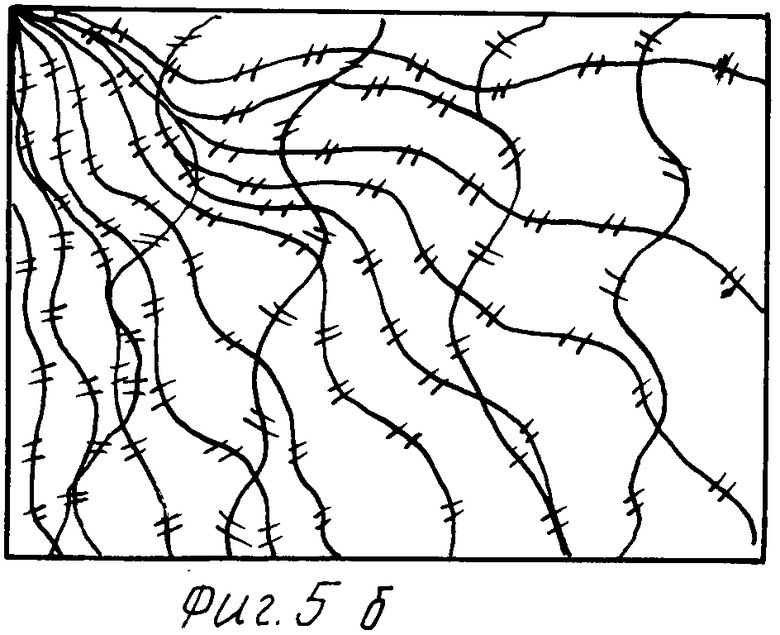
На фиг. 1-4 представлена конструкция иглы швейной машины, рабочая часть которой обработана лазером; на фиг. 5 - виды полученного сжатого рельефа с устойчивой затяжкой путем исключения закрепления рельефа нитками.
На фиг. 4 показан профиль площадки шероховато-цепкой поверхности рабочей части швейной иглы предлагаемой конструкции. Рабочий конец притупленной иглы в осевом сечении имеет трапецеидальную форму.
Тип шероховато-цепкой поверхности произвольный.
Предлагаемая игла состоит из стержня 1, в котором расположен желобок 2, в нижней части стержня находится ушко 3 и острие 4, которое оканчивается притупленной частью 5. Верхняя часть стержня переходит в колбу 6, которая заканчивается торцом 7.
За основу взята игла с размерами: L = = 38,6 мм, L1 = 33,9 мм; d = 1,3 мм; модель: 0277-3, исполнение колбы 0,1, острия - 02, стержня - 02. Форма острия - круглая нормальная.
Путем лазерной обработки рабочего конца иглы швейной машины в количестве и пределах 60-140 Дж (предварительно обрабатывают механически, в противном случае появляется нежелательное каплевидное оплавление, что препятствует образованию рельефа.
Если незначительное овальное оплавление все-таки появляется в виде лужения, его ликвидируют насечкой на оплавленном месте или просто стачивают: это влияет на разнообразие рисунка рельефа с устойчивой степенью затяжки, образуется площадка притупления, расположенная перпендикулярно продольной оси иглы с диаметром, равным 0,1-1,3 мм, и шероховатостью, соответствующей 4-12 классам чистоты.
Определяющими показателями для выполнения новой функции швейной иглы - создания сжатого рельефа с устойчивой затяжкой путем исключения закрепления рельефа нитками является образованное притупление на рабочем конце иглы в виде перпендикулярной продольной оси иглы площадки, подверженной лазерной обработке так, что кипящей металл затем застывает с обрывом ячеек/ что создает повышенную цепкость-захват стягиваемых нитей ткани основы и утка/ - поверхность которой широховато-цепкая.
Экспериментально было установлено/ что оптимальное количество лазерной импульсной энергии (в Дж) распределяется в вариантах/ приведенных ниже.
Оптимальными также являются значения размеров диаметра площадки в пределах 0,1-1,3 мм и шероховатость, соответствующая 4-12 классам чистоты. Именно при этих значениях игла осуществляет при прокалывании по линии прокола на ткани стягивание нитей ткани устойчивой затяжкой в присобранность, формирующую сжатость рельефа, под давлением притупленной шероховато-цепкой поверхности обработанной лазером рабочего конца иглы швейной машины. При этом ткань не рвется, а только деформируется.
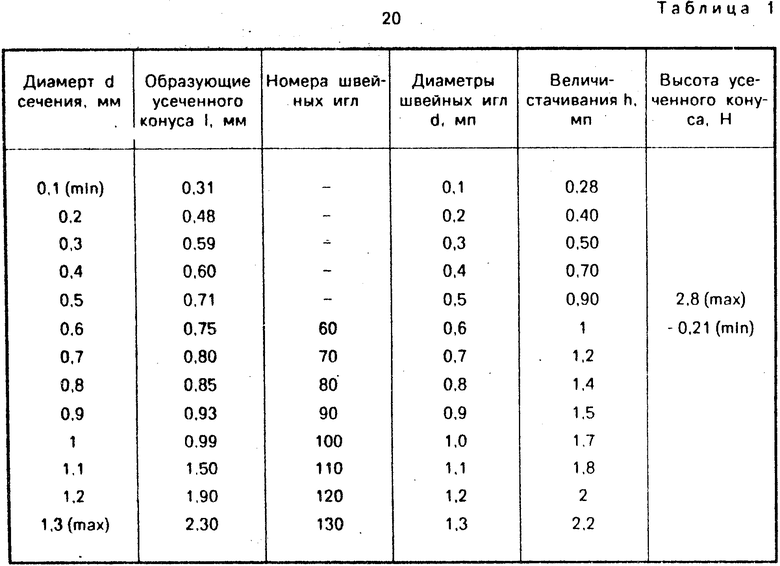
Используя отношения геометрических фигур в геометрии, установили зависимость между величиной h, на которую осуществляется стягивание уже притупленного конца (на величину усеченного конуса), диаметром d сечения притупленной части с учетом угла α при вершине острия.
Полученные данные при различных оптимальных значениях входящих величин сведены в табл. 1.
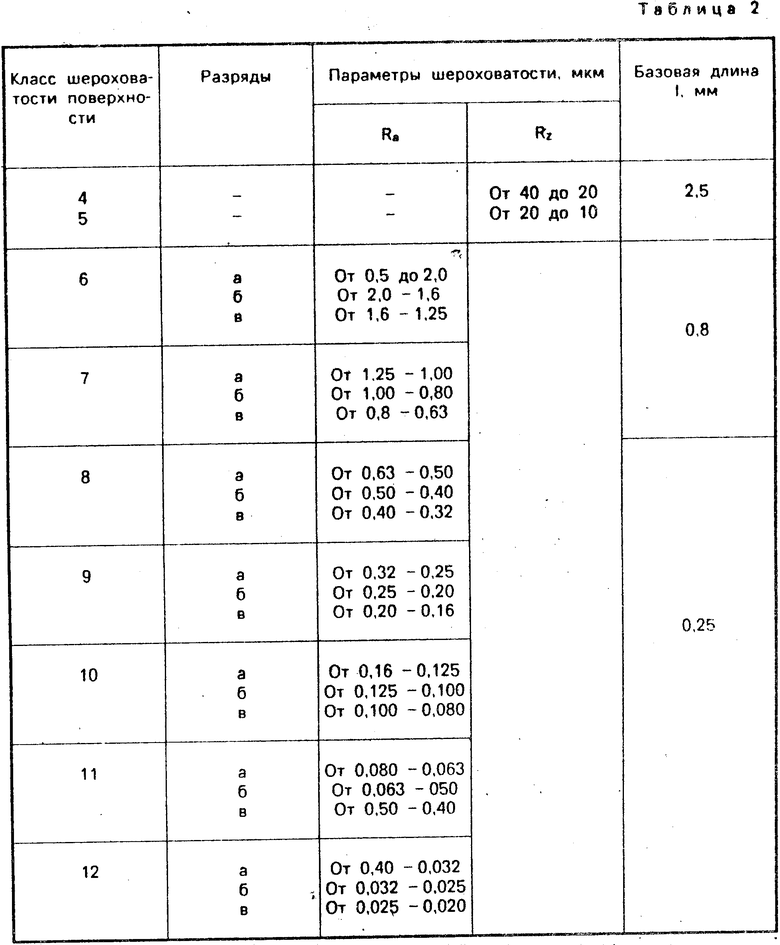
Что касается вопроса шероховато-цепкой поверхности с характеристиками в соответствии с общепринятыми нормами приводим классы шероховатости поверхности.
Выбирая значения Н и d и количество воздействия импульсной лазерной энергии можно получить сжатый рельеф с устойчивой затяжкой без закрепления нитками. При различных значениях этих величин не только получается рельеф, но осуществляется сшивание, т. е. выполняются две функции иглой швейной машины.
Игла работает следующим образом.
При прокалывании ткани в местах прокола - по линии прокола и по обе стороны от нее осуществляется натяжение нитей ткани (основы и утка) в момент надавлива ния на ткань притупленным шероховато-цепким концом площадки, обработанной лазерной импульсной энергией. Натяжение нити ткани сохраняется в момент соприкосновения площадки с тканью и ее прокалывания, переходит в присобранность устойчивой затяжкой, которая приобретает устойчивость, стабильность за счет сильного кручения нитей ткани (основы и тука) во всех зонах присобранности и их перевертывания. В местах прокола наряду с обрывом нитей ткани наблюдается изменение ее структуры, т. е. превращение ее из нитки в волокно в распущенном состоянии. В результате этого место прокола блокируется измененной структурой нити. Затяжка образуется устойчивой (как бы цементирована), т. е. деформация ткани сохраняется и после прокалывания ткани.
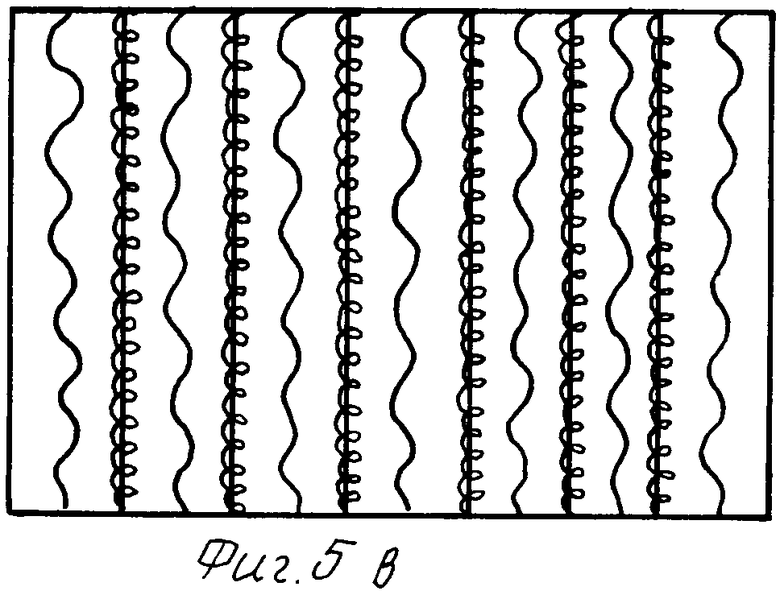
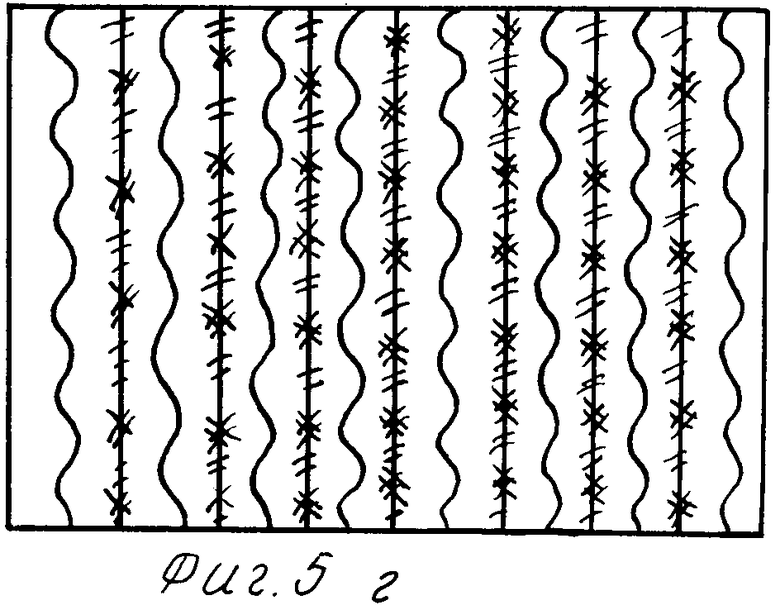
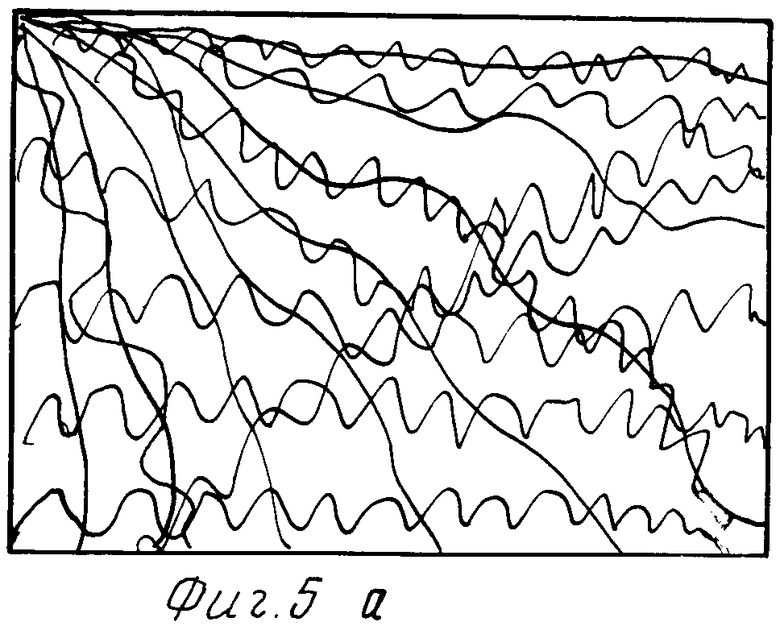
Так, под воздействием притупленного рабочего конца иглы швейной машины, обработанного лазером, с шероховато-цепкой поверхностью получается сжатый рельеф с устойчивой затяжкой, разновидности рисунка которого представлены на фиг. 5:
5, а - рельеф с устойчивой затяжкой образован прокалыванием по атласу. Сильная затяжка и кручение нитей ткани. Такой рельеф используется также удачно для отделки и деталей изделий: рукава присборенные, рюши, воротники, манжеты;
5, б - изнаночная сторона: в местах прокола распушенность нитей ткани: основы и утка. Если линии прокола идут перпендикулярно нитям основы, то они создают ворсистость, если под углом, - то ворсистость образуется из нитей основы и утка;
5, в - сжатый рельеф с устойчивой затяжкой образован со средней степенью стягивания и кручения. Такая ткань идет на куртки, береты, шапки, шляпы, шарфы;
5, г - изнаночная сторона как и лицевая с умеренной присобранностью, в отличие от а, б. Линия прокола направлена параллельно нитям основы и перпендикулярно нитям утка, поэтому ворсообразование идет за счет нитей утка.
Для образования рельефа с устойчивой затяжкой используются различные ткани: тонкие и средней толщины, нормальной плотности и повышенной плотности. Для образования ворсистости - желательно атлас и подкладочный шелк под атлас, но используются и другие ткани, способные к ворсообразованию.
Получаемый сжатый рельеф с устойчивой затяжкой с помощью предлагаемой конструкции иглы швейной машины может быть использован в легкой промышленности при изготовлении разнообразных швейных изделий, а также в сочетании с другими материалами в качестве отделки.
Таким образом, предлагаемая конструкция иглы швейной машины, рабочая часть которой подвержена обработке лазерной импульсной энергией, позволяет без катушечной и челночной ниток получить сжатый рельеф с устойчивой затяжкой, что расширяет ассортимент выпускаемых изделий при минимальных затратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА МАТЕРИАЛЕ | 1991 |
|
RU2010058C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ВОРСИСТОГО РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2011711C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА МАТЕРИАЛЕ | 1991 |
|
RU2010059C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2034101C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2010057C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010053C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010052C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА ТКАНИ СРЕДНЕЙ ТОЛЩИНЫ | 1991 |
|
RU2010056C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2051246C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ВОРСИСТОГО РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2010060C1 |
Изобретение относится к конструкциям игл для швейных машин и позволяет расширить ее функциональные возможности за счет создания при шитье сжатого рельефа с устойчивой степенью затяжки. Игла состоит из стержня с желобком, в нижней части стержня находится ушко и острие, которое оканчивается притупленной частью с шероховатостью, соответствующей 4 - 12 классам чистоты. 5 ил.
ИГЛА ШВЕЙНОЙ МАШИНЫ, выполненная в виде круглого стержня с острием и ушком на одном конце и колбой на другом, отличающаяся тем, что, с целью расширения функциональных возможностей за счет создания при шитье сжатого рельефа с устойчивой степенью затяжки, острие на торце имеет площадку, размещенную перпендикулярно продольной оси иглы, с диаметром, равным 0,1 - 1,3 мм, а диаметр иглы не превышает диаметра площадки, поверхность которой выполнена с шероховатостью, соответствующей 4 - 12 классам чистоты, полученной механической и лазерной импульсной обработками с энергией излучения последней, равной 60 - 150 дж.
