Изобретение относится к конструкциям трехфункциональных игл МЛ.
Известна конструкция иглы для швейных машин игла Зингера, состоящая из стержня, включающего утоньшенную часть, переходящую в острие, колбы, завершающейся торцом. В острие расположено ушко, служащее для заправки нитки.
Недостатком ее является то, что она может осуществлять только функцию сшивания тканей, не изменяя ее рельефа.
Известна также конструкция иглы для швейных машин типа 1-А (ГОСТ 22249-82). Игла содержит стержень с желобком, включающей утоньшенную часть, переходящую в острие с ушком, колбу, завершающуюся торцом [1]
Недостатком ее является то, что она способна при обычном процессе шитья осуществлять присобранность ткани, создавая ее рельеф.
Целью изобретения является расширение функциональных и технологических возможностей иглы путем создания двух разновидностей рельефа (прошивного и сжатого), одна из которых (прошивной рельеф) создается одним рабочим концом, обработанным механически, с участием закрепления рельефа нитками стежков, а вторая разновидность сжатого рельефа получается путем исключения закрепления его нитками от воздействия второго рабочего конца иглы швейной машины торца, расположенного на колбе, обработанного лазерной импульсной энергией.
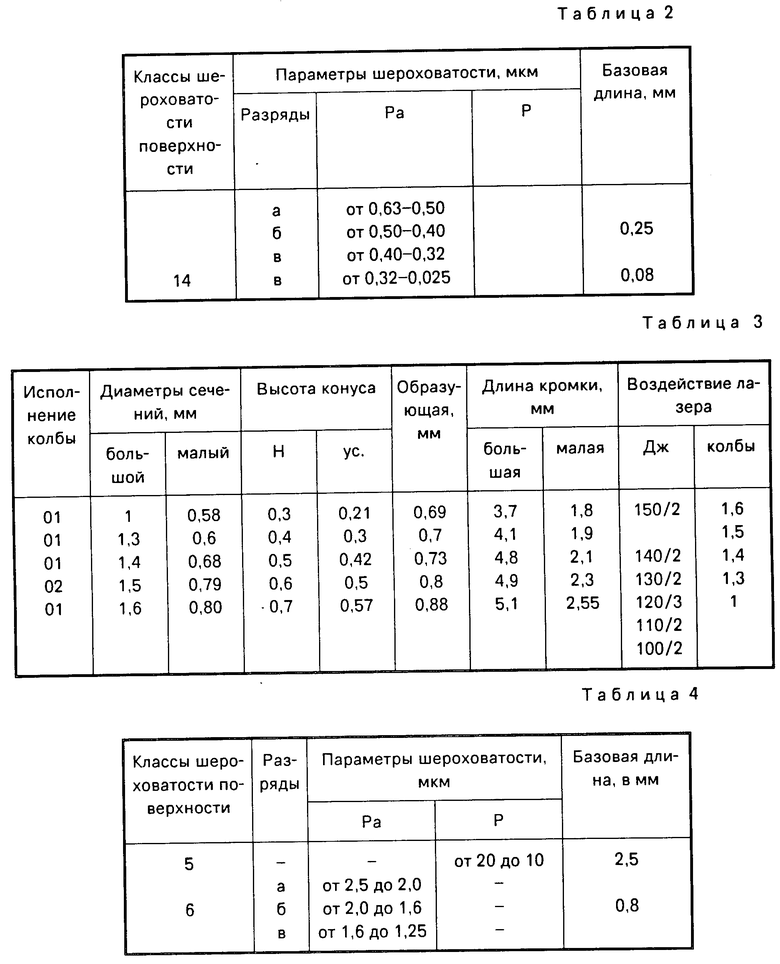
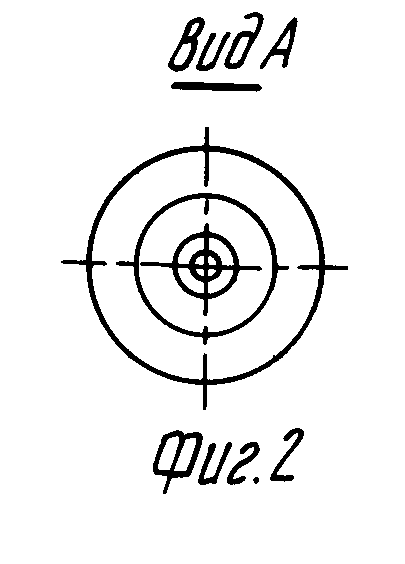
Поставленная цель достигается тем, что в трехфункциональной игле, состоящей из стержня, переходящего в острие, в котором выполнено ушко, и колбы, завершающейся торцом, на одном рабочем конце, выполняющем две функции соединение тканей (шитье) и получение прошивного рельефа, острие выполнено притупленным (механически) в виде расположенной перпендикулярно продольной оси иглы площадки, имеющей круглую форму, диаметр которой равен 0,06-0,32 мм. С боковой конусной поверхности между этими диаметрами снято лужение механически, при этом поверхность площадки и часть конусной боковой поверхности, примыкающей к притуплению, выполнена с шероховатостью, соответствующей 8-14 классам чистоты, причем торец колбы второй рабочий конец, выполняющий одну функцию, имеет форму усеченного конуса, основания которого расположены параллельно между собой и перпендикулярно к продольной оси иглы, периметры равны: большой 3,7-5,1 мм малый 1,8-2,55 мм, при этом диаметр большего основания, совпадающий с диаметром колбы, равен 1-1,6 мм, а меньшего основания 0,58-0,8 мм. Образующая боковой поверхности второго рабочего конца, расположенная под углом к продольной оси иглы, равна 0,69-0,88. Угол обработан лазерной импульсной энергией, выраженной в джоулях и примененной в двух периодах воздействия на объект комбинированно так, что величина в каждом периоде уменьшена вдвое и в пределах 150/2-100/2 Дж или 2 х 75 2 х 50 Дж. Шероховатость поверхности соответствует 5-6 классам чистоты.
Новизной предлагаемой конструкции является то, что в трехфункциональной игле, состоящей из стержня, переходящего в острие, в котором выполнено ушко, и колбы, завершающейся торцом, на одном рабочем конце, выполняющем две функции: соединение ткани (шитье) и получение прошивного рельефа, острие выполнено притупленным механически в виде расположенной перпендикулярно продольной оси иглы площадки, имеющей круглую форму, диаметр которой равен 0,06-0,32 мм с боковой конусной поверхности, между этими диаметрами снято лужение механически, при этом поверхность площадки и часть конусной поверхности, примыкающей к притуплению, выполнена с шероховатостью, соответствующей 8-14 классам чистоты, причем торец колбы второй рабочий конец, выполняющий одну функцию и имеющий форму усеченного конуса, основания которого расположены параллельно между собой и перпендикулярно к продольной оси иглы и периметры кромок которых равны: 3,7-5,1 мм и 1,8-2,55 мм, при этом диаметром большего основания, совпадающий с диаметром колбы, равен в пределах 1-1,6 мм и меньшего основания 0,58-0,8 мм, а образующая боковой поверхности второго рабочего конца, расположенная под углом к продольной оси иглы, равна 0,69-0,88 мм, угол обработан лазерной импульсной энергией, выраженной в джоулях и примененной в двух периодах воздействия на объект комбинировано так, что величина в каждом периоде уменьшена вдвое в пределах: 150/2-100/2 Дж или 2х75-2х50 Дж. Шероховатость поверхности соответствует 5-6 классам чистоты.
Данные отличительные признаки являются существенными, так как в исследованных источниках патентной и научно-технической информации идентичных признаков не обнаружено.
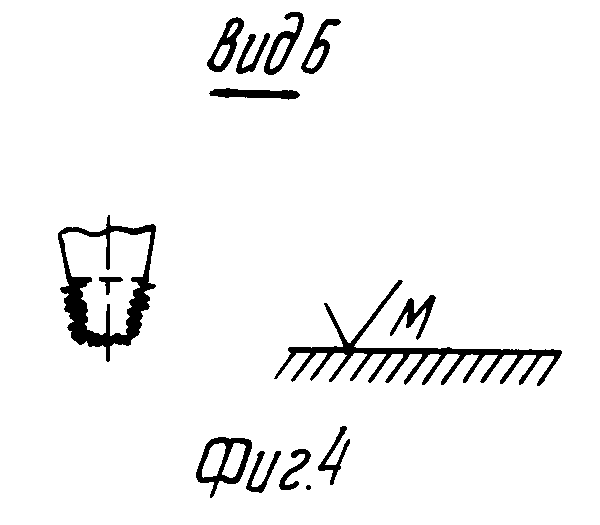
На фиг. 1-4 представлена конструкция двухфункциональной иглы швейной машины; на фиг. 5 разнообразные виды рельефа (прошивного и сжатого).
На фиг. 4 приведено графическое изображение профиля торца с шероховато-цепкой поверхностью, обработанного импульсной лазерной энергией и расположенного на колбе второй рабочей части двухфункциональной иглы. Как видно из чертежа, в осевом сечении имеет место конусообразная форма. Тип шероховато-цепкой поверхности произвольный.
Предлагаемая конструкция трехфункциональной иглы состоит из стержня 1, в котором расположен желобок 2, в нижней части стержня находится ушко 3 и острие 4, оканчивающееся круглым притуплением 5. Верхняя часть стержня переходит в колбу 6, которая заканчивается торцом 7.
За основу взяты иглы с диаметрами D колб следующих параметров: 1 мм; 1,3 мм; 1,4 мм; 1,5 мм; 1,6 мм (см. табл. 1).
На фиг. 4 приведено графическое изображение профиля площадки и примыкающей к ней части конусной поверхности острия, заключенного между сечениями площадок, обработанных механически с шероховато-цепкой поверхностью первого двухфункционального конца иглы швейной машины.
Механическим путем обрабатывается рабочая поверхность второго рабочего конца иглы швейной машины: торца на колбе, в результате чего снимается лужение и стачивается острие торца, где появляется незначительная площадка, имеющая круглую форму, являющаяся меньшим основанием усеченного конуса, преобразованного из конусной формы торца. Затем рабочая часть подвергается обработке лазерной импульсной энергией, выраженной в джоулях так, что необходимое количество энергии подается двумя периодами воздействия на один объект с уменьшенной в 2 раза дозой: 150 Дж уменьшаем в 2 раза, получаем 75 Дж первый этап воздействия и еще 75 Дж второй этап воздействия. Такая методика уменьшает нежелательное каплевидное оплавление, появляющееся на рабочей поверхности второго рабочего конца, которое ограничивает в незначительной степени образование деформации ткани.
Если же овальное незначительное оплавление все-таки где-то вкрапливается, оно удаляется механически так, что приближается к лазерной обработке, или в такой степени, что не приближается к лазерной обработке это влияет положительно на разнообразие деформации ткани.
Определяющим показателем для выполнения новой функции в трехфункциональной игле создание деформации ткани (рельефа) без участия стежков являются величина диаметра колбы, совпадающего с диаметром большего основания, и величина меньшего основания усеченного конуса-форма торца второго рабочего конца.
Вторым определяющим показателем форма второго рабочего конца в виде усеченного конуса, основания которого расположены между собой параллельно и перпендикулярно продольной оси иглы, а боковая поверхность и ее образующая под углом.
Третьим определяющим показателем в создании деформации ткани (рельефа) без закрепления стежками является шероховато-цепкая поверхность рабочей части второго рабочего конца трехфункциональной иглы швейной машины, образованная механически лазерной обработкой. В результате последней увеличивается цепкость образования при нормальном охлаждении кипящего металла, ячеистая пористость структуры которого при сжатии образует микрообрыв ячеек с образованием микрозацепок на поверхности рабочей части второго рабочего конца, это происходит в результате правильной фокусировки как бы разбрызгивание металла на площадке и застывание цепко-бугорчатое.
Экспериментально было установлено, что оптимальными являются значения размеров диаметра большего основания усеченного конуса, совпадающего с диаметром колбы, расположенных перпендикулярно к продольной оси иглы и параллельно между собой (большее 1-1,6 мм, меньшее 0,58-0,8 мм). Величина образующей боковой поверхности составляет 0,69-0,88 мм, которая расположена под углом к продольной оси иглы, на втором рабочем конце которой обработан лазерной импульсной энергией в пределах, воздействующих на объект двумя периодами, с равным количеством энергии в каждом периоде: 100/2 150/2 Дж или 2 х 50 2 х 75 Дж. Шероховатость поверхности соответствует 5-6 классам чистоты.
Именно при этих значениях второй рабочий конец, образующий сжатый рельеф путем исключения закрепления его нитками стежка, трехфункциональной иглы швейной машины под давлением рабочего конца с повышенной цепкостью его поверхности на ткань осуществляет ее деформацию путем стягивания нитей ткани с одновременным их перевертыванием, т.е. осуществляется сдвиг с места, т.е. из прямоугольной системы координат в другую кривоугольную, стягивание, переходящее в сжатость, устойчивой, стабильной, прочной затяжкой с изменением структуры нити в местах прокола, попадающих под кромку меньшего основания усеченного конуса, и большего, которая распушается в волокно. Образованная деформация ткани таким образом, сохраняется и после прокола ткани вторым рабочим концом трехфункциональной иглы швейной машины. Противоположный конец трехфункциональной иглы, выполняющий две функции: соединение ткани и образование прошивного рельефа, закрепляющего его стежками, тоже имеет форму усеченного конуса, но в отличие от второго рабочего конца, с боковой конусной поверхности примыкающего к притуплению и ограниченного указанными диаметрами сечения, снято лужение и диаметр большего основания не совпадает с диаметром иглы швейной машины (0,32 мм и 0,06 мм).
Таким образом, получение различных видов рельефа (прошивного и сжатого, закрепленного затяжкой основы и утка) и соединение (сшивание) тканей осуществляется каждым из двух рабочих концов, расположенных противоположно, на трехфункциональной игле швейной машины.
Установили зависимость между определяющими параметрами второго рабочего конца трехфункциональной иглы, обработанного лазером, и вычислили по формуле:
l  где R и r радиусы оснований;
где R и r радиусы оснований;
l образующая усеченного конуса;
h высота усеченного конуса;
Н неусеченного конуса;
h H 
lкр 2 π R (большего основания)
lкр 2 π r (меньшего основания).
Различие усеченных конусов двух рабочих концов в трехфункциональном угле.
Первая рабочая часть усеченного конца конусного острия: площадка и кромка, образованная на стыке краев поверхности конуса и площадки, примыкающей к нему, боковая поверхность, примыкающая к площадке, ограниченная диаметрами сечений.
Во втором рабочем конце, где торец превращен в усеченный конус, рабочие части: площадка, пропаханная лазером, являющаяся меньшим основанием, ее кромка и вторая кромка большего основания, образованная на стыке краев поверхностей цилиндрической формы колбы и конусной поверхности торца, которая тоже является рабочей частью.
Лазерный луч направлен перпендикулярно к обрабатываемой поверхности объекта: к меньшему основанию усеченной пирамиды в данном случае и под углом к его боковой поверхности, предварительно обработанной механически, т.е. до степени желаемой формы объекта, на что не способен лазер. Обработанная предварительно механически поверхность вбирает в себя направляющую ранее энергию лазера, фокусирует ее в себя.
Экспериментально было установлено на генераторе оптическом на стекле ГОС-301, что максимальная (mok) величина лазерной импульсной энергии для наших объектов с максимальным диаметром в сечении 1,6 мм соответствует воздействию на него лазерного луча с параметрами 107 Вт/см2, (минимальная величина воздействия лазерной энергии в стадии эксперимента).
Полученные данные при различных оптимальных значениях входящих величин для торца, имеющего форму усеченного конуса второго рабочего конца, сведены в табл. 2.
Характеристики шероховатости в соответствии с общепринятыми нормами приведены в табл. 4.
Выбирая значения D и d, h и l для второго рабочего конца, имеющего конусообразную форму, обработанную лазером, можно получить рельеф закрепленной нитями основы и утка, т.е. прочной затяжкой.
Трехфункциональная игла швейной машины работает следующим образом.
Ткани прокалывают вторым рабочим концом (нелуженным торцом), имеющим форму усеченого конуса с которого лужение снято механически, и затем он обработан лазером, в момент надавливания на ткань осуществляется натяжение нитей ткани (основы и утка) и их зацепление поверхностью рабочего конца с повышенной цепкостью, шероховатостью, образованной в результате охлаждения кипящего металла, от воздействия лазера и обрыв ячеек (пористости) с образованием густо расположенных зацепок. Натяжение, зацепление нитей ткани, переходящее в присобранность, закрепляется устойчивой затяжкой, образованной из нитей ткани: основы и утка, в отличие от прошивного рельефа, образованного первым рабочим концом, где рельеф закрепляется стежками, образованными нитками катушки и челнока.
Деформация ткани (рельеф) создается путем чередования мест прокола по линии прокола и художественно-эстетическое расположение линий прокола (в прошивном рельефе слабая деформация ткани закрепляется нитками, а в сжатом рельефе закрепление осуществляется самой при- собранностью, т.е. образованной новой фактурой ткани, а именно: устойчивой затяжкой из нитей основы и утка самой ткани, подвергшейся деформации).
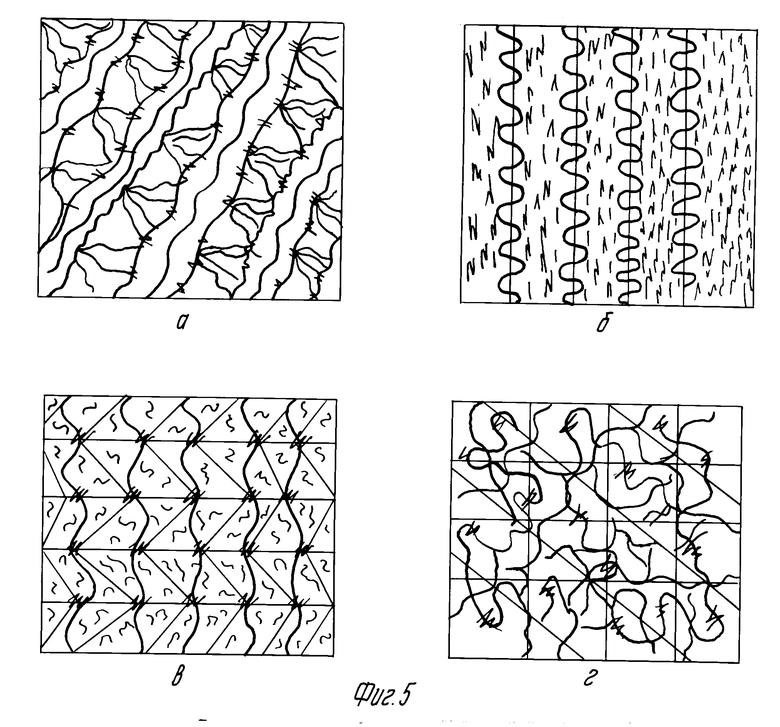
Так под воздействием двух рабочих концов трехфункциональной иглы, один из которых расположен на колбе (торец), а второй на острие конусной формы, получаются различные виды рельефа (прошивной нитками и сжатый затяжкой), которые в зависимости от рисунка при прокалывании и степени их присобранности затяжкой, могут иметь разновидности, показанные на фиг. 5а-г.
На фиг. 5 (a-г) показан сжатый рельеф, образованный при прокалывании вторым рабочим концом, расположенным на колбе (торец), обработанным лазером.
На фиг. 5 а сильная затяжка в форме волнообразования нитями основы и утка прокалывается под углом на ткани.
На фиг. 5 б средняя затяжка, образованная нитями основы и частично нитями утка. Прокалывание осуществляется перпендикулярно к нитям основы.
На фиг. 5 в ниже среднего затяжка, образованная нитями утка и частично основы. Прокалывание осуществляется параллельно нитям основы и перпендикулярно нитям утка.
На фиг. 5 г комбинированная, выборочная затяжка с наложением двух слоев ткани, на каждой ткани рисунок индивидуальный (освоен новый прием в целях увеличения производительности, экономичности и эстетичности).
На фиг. 5 показан прошивной рельеф, осуществляемый первым рабочим концом, расположенным на конусном острие, и частично в сочетании, обработан вторым рабочим концом (торцом).
На фиг. 5 а прошивной рельеф закрепляется нитками катушки, создающими оттенок ткани: синие с голубой тканью, и наоборот, розовые с нежно-розовой тканью и наоборот и т.д. Предварительно выборочные места обработаны вторым рабочим концом трехфункциональной иглы в целях создания рисунка комбинированным путем. При этом увеличивается расстояние между линиями прошивания до 7 мм/см и больше.
На фиг. 5 б прошивной рельеф закрепляется нитками стежков на 3/4 части ткани, а 1/4 деформирована вторым рабочим концом, обработанным лазером. Оригинальный рисунок.
На фиг. 5 в только прошивной рельеф. Первый слой: шелк, второй слой декоративный синтетический пух. Прошивание в форме 1/3 часть окружности гармонично и хаотично.
На фиг. 5 г одна полоса сжатый рельеф, другая полоса прошивной рельеф на одном слое ткани.
Характеристика материала, используемого при образовании сжатого рельефа присобранность устойчивой затяжкой нитями основы и утка деформируемой ткани. Атлас, подкладочный шелк под атлас (плотный и менее плотный эластичный), нити основы и утка шелковые, а также хлопчато-бумажных, синтетический шелк различной плотности и толщины, хлопчато-бумажная ткань (ситец, сатин и т.д. ), капрон, нейлон, штапель.
Разработан новый вариант в целях экономичности и производительности прокалывать сразу от одного до трех слоев ткани с индивидуальными рисунками: частично выборочно или целиком. Выборочное прокалывание в слоях дает рисунок в виде пальмы, лепестков цветов, листьев, а также абстрактные композиции.
Получаемый сжатый рельеф, образованный устойчивой затяжкой нитями основы и утка, а также в сочетании с прошивным рельефом с помощью предлагаемой нами конструкции трехфункциональной иглы может быть использован в легкой промышленности при изготовлении швейных изделий и в качестве отделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2011710C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА МАТЕРИАЛЕ | 1991 |
|
RU2010058C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ВОРСИСТОГО РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2011711C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010053C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА МАТЕРИАЛЕ | 1991 |
|
RU2010059C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФА НА ТКАНИ СРЕДНЕЙ ТОЛЩИНЫ | 1991 |
|
RU2010056C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010052C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2010057C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ВОРСИСТОГО РЕЛЬЕФА НА ТКАНИ | 1991 |
|
RU2010060C1 |
| ИГЛА ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2068464C1 |
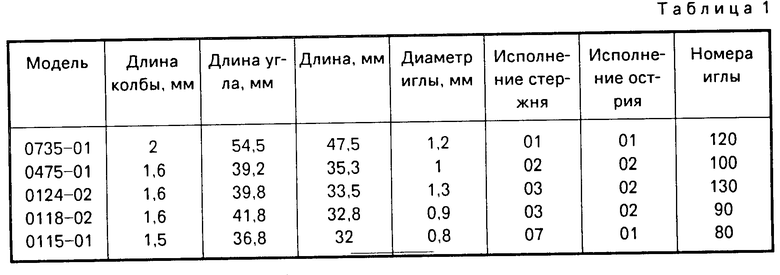


Изобретение относится к конструкциям игл для швейных машин, позволяет расширить функциональные и технологические возможности путем создания рельефа различных видов на одной ткани (прошивного нитками и сжатого затяжкой: нитями основы и утка) с использованием образования разнообразного рисунка при одновременном прокалывании ткани от 1 до 3-х слоев. Игла состоит из стержня с желобком, в нижней части стержня находится ушко и острие, которое оканчивается круглым притуплением. Верхняя часть стержня, переходящая в колбу, заканчивается торцом. Острие и торец колбы имеют шероховатые поверхности, соответствующие 8-14 и 5-6 классам чистоты соответственно. 5 ил., 4 табл.
ИГЛА ШВЕЙНОЙ МАШИНЫ, имеющая стержень с острием и ушком на одном конце и колбой на другом, завершающейся торцом, отличающаяся тем, что, с целью расширения функциональных и технологических возможностей за счет создания рельефа двух видов (прошивного, закрепленного нитками в стежке, и сжатого без закрепления его стежками, а затяжкой основы и утка), острие имеет площадку, расположенную перпендикулярно к продольной оси иглы и имеющую круглую форму, диаметр которой равен 0,06 0,32 мм, при этом поверхность площадки и примыкающая к ней часть наружной поверхности стержня выполнены с шероховатостью, соответствующей 8 14 классам чистоты, причем торец колбы имеет форму усеченного конуса, основания которого перпендикулярны продольной оси иглы, при этом диаметр большего основания конца равен диаметру колбы и составляет 1 1,6 мм, а меньшего 0,58 0,8 мм, при этом образующая боковой поверхности расположена под углом к продольной оси иглы и равна 0,69 0,88 мм, а наружная поверхность усеченного конуса выполнена с шероховатостью, соответствующей 5 6 классам чистоты.
| Комбинированная машинная швейная игла | 1957 |
|
SU134976A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
