Изобретение относится к радиотехнике, а именно к технике СВЧ-диапазона, и может быть использовано в быстросооружаемых протяженных бесстыковых линиях передачи.
Известен гибкий волновод, выполненный из тонкой гофрированной в продольном направлении трубки, имеющий поперечное сечение коконообразной формы.
Недостатком этого волновода является его одинаковая гибкость как в транспортном, так и в рабочем положении, приводящая к увеличенным транспортным габаритам, кроме того, наличие гофрирования, необходимого для снижения габаритов, приводит к увеличению потерь СВЧ-энергии [1] .
Наиболее близким к предлагаемому устройству по технической сущности является металлодиэлектрический волновод, выполненный в виде металлической трубы, образованной двумя металлическими лентами, соединенными продольными швами, покрытой слоем диэлектрика [2] . Недостатком такого волновода является то, что тонкие ленты при транспортировке к месту прокладки линии передачи находятся в плоском виде в рулоне, а это требует проведения большого объема подготовительных операций (формообразование и герметизация концевых частей волновода) перед стыковкой волновода с сопрягаемыми с ним узлами аппаратуры, что приводит к увеличению продолжительности сборки линии передачи; проведение сложных подготовительных операций в полевых условиях снижает надежность работы.
Цель изобретения - сокращение продолжительности сборки линии передачи и повышение надежности работы.
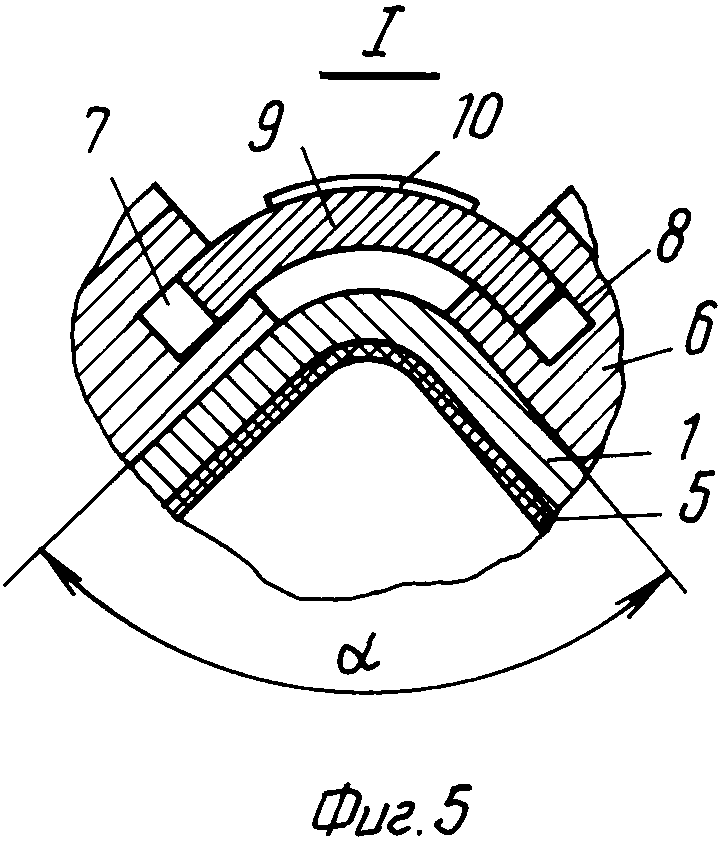
Это достигается тем, что, в металлодиэлектрическом волноводе, выполненном в виде металлической трубы, образованной двумя металлическими лентами, соединенными продольными швами, покрытой слоем диэлектрика, к концам лент с их внешней стороны присоединены Г-образные пластины, продольные края пластин имеют пазы, в которые вставлены полосы из материала с эффектом памяти формы с возможностью нагрева от источника тепловой энергии, каждая Г-обpазная пластина развернута относительно соседних на угол α , определяемый из выражения α = π  , где К - количество пластин; К = 2 (n+1), К ∈ N, и закреплена на фланце, имеющем центральное отверстие с двумя диаметрально противоположными канавками, профиль центрального отверстия соответствует профилю торцевой части металлической трубы.
, где К - количество пластин; К = 2 (n+1), К ∈ N, и закреплена на фланце, имеющем центральное отверстие с двумя диаметрально противоположными канавками, профиль центрального отверстия соответствует профилю торцевой части металлической трубы.
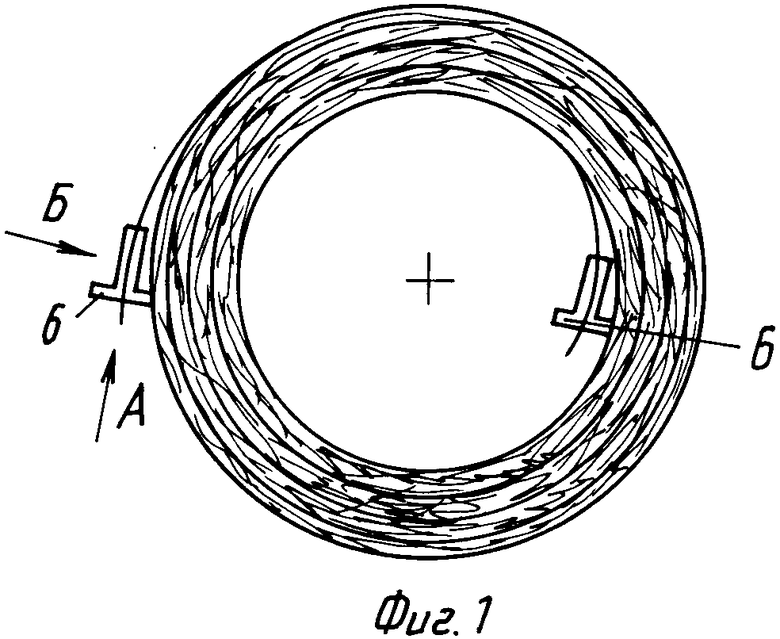
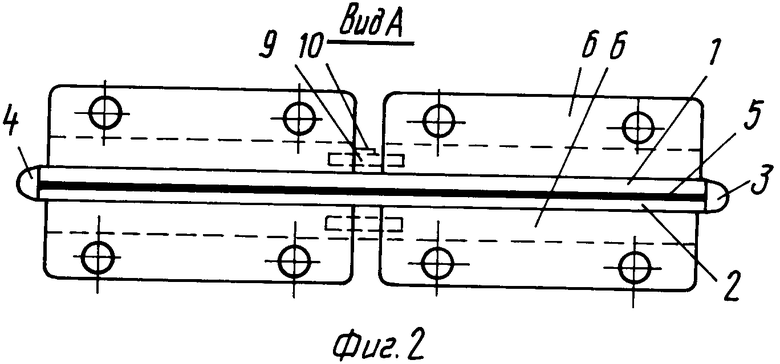
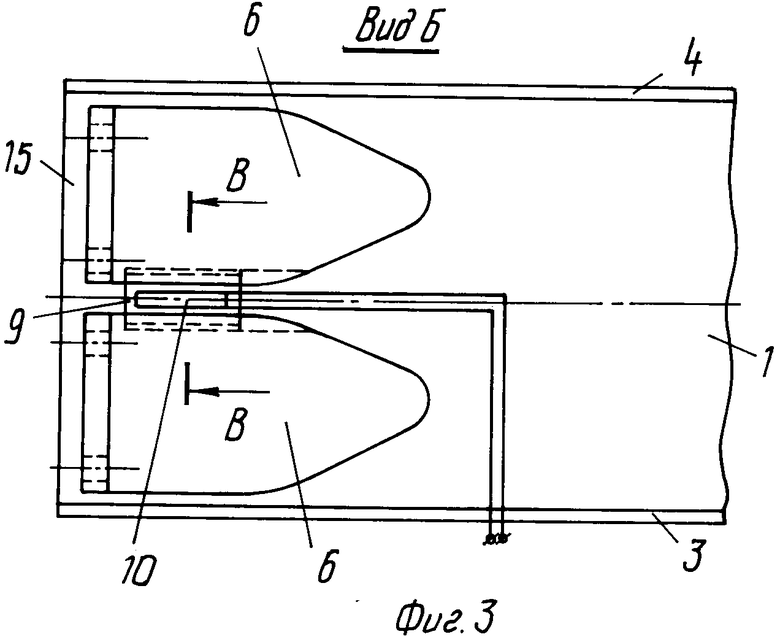
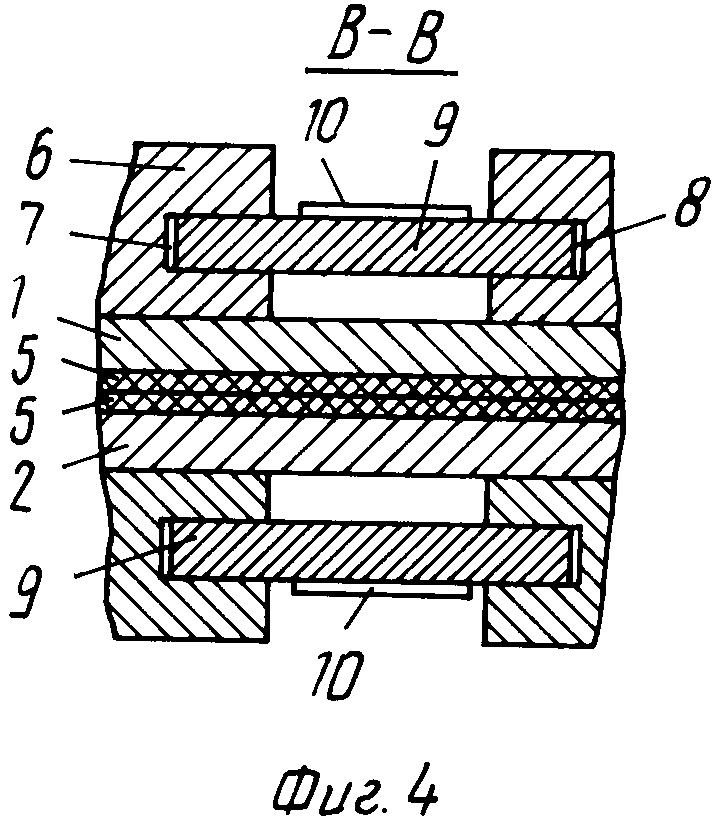
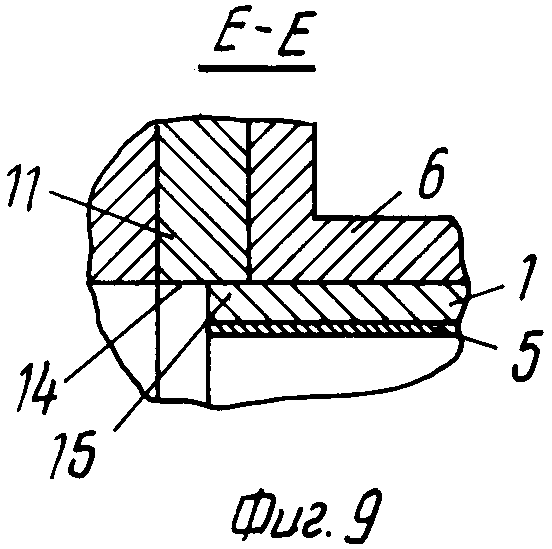
На фиг. 1 показано транспортное положение металлодиэлектрического волновода; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - узел 1 на фиг. 7; на фиг. 6 - металлодиэлектрический волновод в рабочем положении; на фиг. 7 - сечение Г-Г на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 6; на фиг. 9 - сечение Е-Е на фиг. 7.
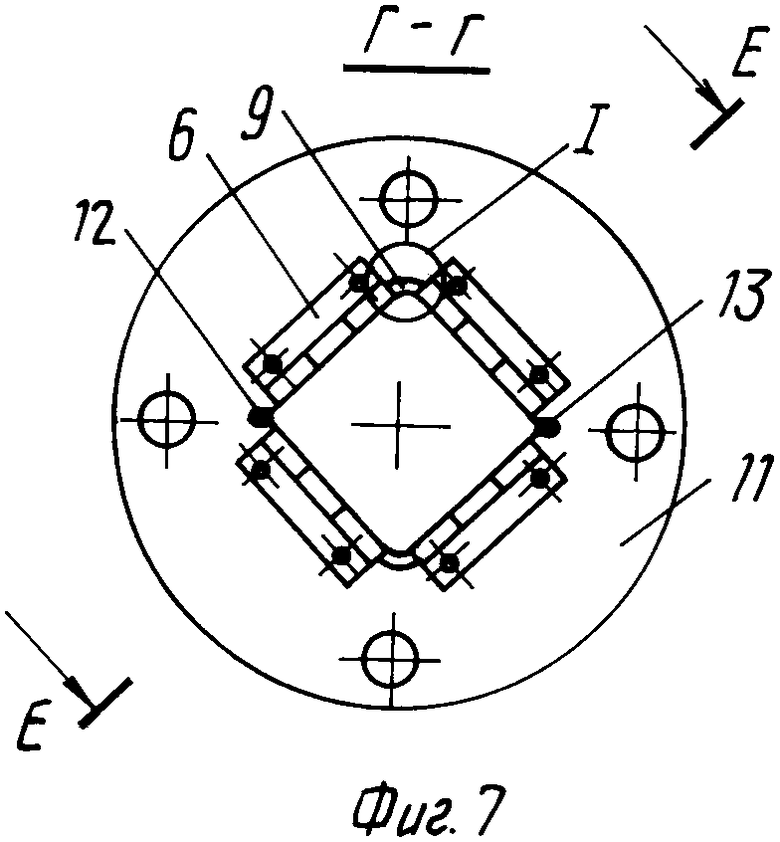
Металлодиэлектрический волновод состоит из двух металлических лент 1, 2, соединенных по кромкам продольными швами 3, 4 с образованием металлической трубы, покрытой изнутри слоем диэлектрика 5. К концам лент 1, 2 с их внешней стороны присоединены Г-образные пластины 6, продольные края пластин имеют пазы 7, 8, в которые вставлены полосы 9, выполненные из материала с эффектом памяти формы, на полосы 9 наклеены нагреватели 10, соединенные с источником электропитания 16. Каждая Г-образная пластина 6 закреплена на фланце 11, имеющем центральное отверстие 14 с двумя диаметрально противоположными канавками 12, 13. В отверстие 14 вставлена концевая часть 15 металлической трубы.
Устройство работает следующим образом.
В транспортном положении металлодиэлектрический волновод находится в плоском состоянии и свернут в рулон. При этом концы лент 1, 2 для обеспечения минимальных транспортных габаритов и предотвращения случайного повреждения поверхности также находятся в плоском состоянии и прижаты к виткам рулона. Для приведения металлодиэлектрического волновода в рабочее положение рулон развертывают на заранее подготовленной площадке, подключают нагреватели 10 к источнику электропитания 16.
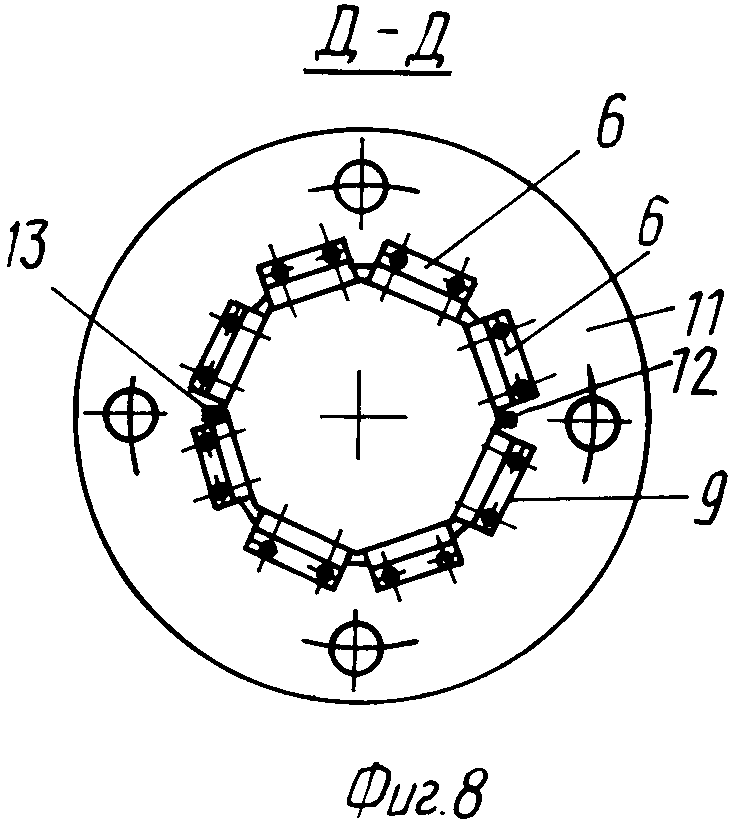
От нагревателей 10 полосы 9 нагреваются до температуры обратного мартенситного превращения материала (100-150оС), в котором инициируется эффект памяти формы в виде изменения поперечной кривизны полосы 9. Полосы 9 изгибаются и разворачивают на угол α закрепленные на концах лент 1, 2 пластины 6, формообразуя тем самым концевую часть 15. Величина угла α зависит от количества пластин 6, закрепленных на лентах 1, 2, и определяется из выражения α = π  , где К - количество Г-образных пластин 6 на концевой части 15, К = 2 (n+1), n ∈ N. Для фиксации взаимного положения пластин 6 и герметизации стыкового соединения с сопрягаемыми узлами аппаратуры пластины 6 закрепляются на фланце 11, а концевая часть 15 плотно вставляется в его центральное отверстие 14, при этом продольные швы 3, 4 входят в соответствующие им канавки 12, 13.
, где К - количество Г-образных пластин 6 на концевой части 15, К = 2 (n+1), n ∈ N. Для фиксации взаимного положения пластин 6 и герметизации стыкового соединения с сопрягаемыми узлами аппаратуры пластины 6 закрепляются на фланце 11, а концевая часть 15 плотно вставляется в его центральное отверстие 14, при этом продольные швы 3, 4 входят в соответствующие им канавки 12, 13.
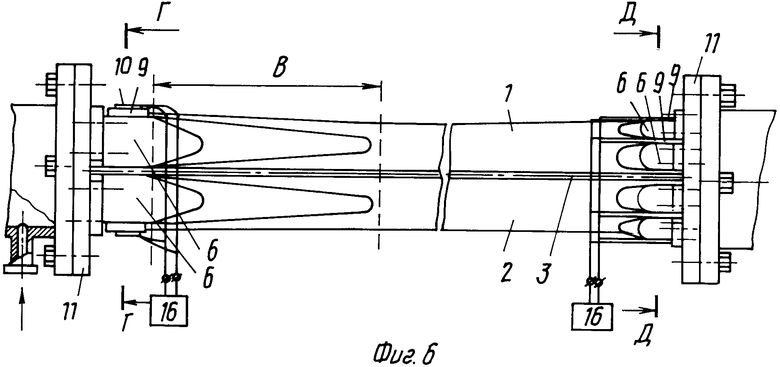
Затем фланец 11 болтовым соединением плотно стягивается с сопрягаемым узлом аппаратуры. После этого во внутреннюю полость металлодиэлектрического волновода подается избыточное давление и происходит формообразование волновода по всей его длине. После того, как избыточное давление достигло расчетной величины, формообразование волновода закончено и линия передачи готова к работе.
В качестве примера конкретного выполнения можно привести разработанную конструкцию МДВ диаметром 180 мм из медных с диэлектрическим покрытием лент толщиной до 0,5 мм и длиной 150 м, внутренний диаметр рулона 500 мм. Волновод стыковался с прямоугольным выходом генератора и круглым входом потребителя. Для стыковки с генератором была применена конструкция с четырьмя Г-образными пластинами (см. фиг. 7), а для стыковки с потребителем - с восемью Г-образными пластинами (см. фиг. 8). В качестве материала вставляемых в продольные пазы полос был применен сплав ТН-1. Полосы нагревались наклеенными проволочными нихромовыми нагревателями до температуры 120-150оС за 30 с, что соответствовало времени формообразования концевых частей волновода. Давление во внутренней полости, при котором форма поперечного сечения волновода становилась близкой к кругу, не превышало 0,6 МПа.
После формообразования волновода на участке за Г-образными пластинами (сторона стыковки с генератором) формировалась переходная зона В (на фиг. 6 ограничена штриховыми линиями), которая обеспечивала минимальные потери СВЧ-энергии при переходе от прямоугольного к круглому волноводу. Сопряжение со стороны потребителя с восемью Г-образными пластинами по потерям СВЧ-энергии практически не отличалось от сравниваемого с ним сопряжения круглого волновода с приваренным фланцем.
Применением описанной конструкции удалось в 3,5 раза снизить продолжительность сборки линии передачи, исключить при сборке операции, связанные с пайкой и сваркой, повысить надежность линии передачи, особенно для условий вертикальной прокладки на строительных конструкциях.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗВЕРТЫВАЕМЫЙ РЕФЛЕКТОР | 1991 |
|
RU2012110C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ КОСМИЧЕСКОЙ СВЯЗИ И СИСТЕМА КОСМИЧЕСКОЙ СВЯЗИ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2206958C2 |
| ОПТИЧЕСКИЙ КАБЕЛЬ СВЯЗИ | 2002 |
|
RU2216803C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СВЯЗИ | 1999 |
|
RU2169989C2 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМИ ВОЛОКНАМИ | 1996 |
|
RU2103708C1 |
| УСТРОЙСТВО ПЕРЕДАЧИ И ПРИЕМА МНОГОКАНАЛЬНЫХ СИГНАЛОВ | 1994 |
|
RU2110896C1 |
| ОПТИЧЕСКИЙ КАБЕЛЬ СВЯЗИ | 2000 |
|
RU2173901C1 |
| СПОСОБ УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯМИ СВЯЗАННОГО ОБЪЕКТА | 1995 |
|
RU2092404C1 |
| КОАКСИАЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2013824C1 |
| КОСМИЧЕСКАЯ СИСТЕМА И СПОСОБ ОСУЩЕСТВЛЕНИЯ ИНФОРМАЦИОННОГО ОБМЕНА | 1999 |
|
RU2169990C1 |
Использование: в быстросооружаемых протяженных бесстыковых линиях передачи СВЧ-диапазона. Сущность изобретения: металлодиэлектрический волновод содержит металлическую трубу, образованную двумя металлическими лентами, соединенными продольными швами и покрытую слоем диэлектрика. К концам лент с внешней стороны присоединены Г-образные пластины. Продольные участки пластин имеют пазы, в которые вставлены полосы из материала с эффектом памяти формы с возможностью нагрева от источника тепловой энергии. Каждая пластина развернута относительно соседних на угол α, определяемый из выражения a=Π(K-2/K), где K - количество пластин, K - четное. Поперечные участки закреплены на входном и выходном фланцах, имеющих центральное отверстие с канавками под продольные швы. Профиль центрального отверстия каждого фланца соответствует профилю торцевой части металлической трубы. 9 ил.
МЕТАЛЛОДИЭЛЕКТРИЧЕСКИЙ ВОЛНОВОД, содержащий металлическую трубу, образованную двумя металлическими лентами, соединенными продольными швами, и покрытую слоем диэлектрика, отличающийся тем, что, с целью сокращения продолжительности сборки линии передачи и повышения надежности в работе, введены Г-образные пластины, присоединенные к концам металлических лент внешней стороны, продольные участки которых снабжены пазами, в которые вставлены полосы из материала с эффектом памяти формы, связанные с источником тепловой энергии, а поперечные участки закреплены соответственно на входном и выходном фланцах, имеющих каждый центральное отверстие с канавками под продольные швы, профиль которого соответствует профилю соответствующего торца металлической трубы, при этом каждая Г-образная пластина развернута относительно соседних на угол α, определяемый из выражения α= π(K-2 / K), где K - количество Г-образных пластин, K = 2 (n + 1), n ∈ N.
