Изобретение относится к дуговой печи постоянного тока.
Известна дуговая печь постоянного тока, содержащая металлоприемник, который окружен металлической оболочкой (кожухом), по крайней мере один подключенный в качестве катода сводовый электрод и по крайней мере одним проводящий под. Под печи состоит из одного или нескольких облицовочных слоев, содержащих электропроводящий кирпич или другие аналогично действующие вставки. Облицовочный слой установлен на контактной плате, причем последняя образует включенный как анод контакт пода и лежит на подовой плите. Контактная плата снабжена множеством соединенных элементов, проходящих через отверстия в подовой плите и с помощью электрических проводов подсоединяющихся к устройству электропитания, расположенному рядом с металлоприемником печи.
В дуговых печах постоянного тока попадающие в токоподводы и токоотводы высокие токи ведут к отклонениям электрической дуги. Гашения дуги не происходит вертикально и ведет к перегреву. Путем особой подводки токоподводов и токоотводов под металлоприемник печи и рядом с ним достигается обеспечение центрирования электрической дуги. Магнитные поля, образуемые вследствие протекающего постоянного тока, симметрично воздействуют на электрическую дугу. Эти средства однако требуют больших затрат и ведут также к повышению площади печи.
В то время как токоподводы приводят к нежелательному отклонению электрической дуги, на практике может произойти так, что электрическая дуга должна быть специально отклонена в том или ином направлении, чтобы ввести больше тепла в оговоренных пределах в область эксцентрического выпускного отверстия пода или в печах с непрерывной загрузкой. Это было бы возможно только с помощью горизонтального передвижения электрода относительно металлоприемника в печи.
Цель изобретения - создание электродуговой печи постоянного тока, в которой с помощью простых средств достигают отклонения и/или cимметричности электрической дуги.
Эта цель достигается благодаря тому, что для отклонения электрической дуги один или несколько участков облицовочного слоя выполнены из материала, который имеет более низкую удельную электропроводность, чем остальной облицовочный слой.
Облицовочный слой состоит при этом преимущественно в части, обращенной к устройству электропитания, из материала, который имеет более низкую удельную электропроводность, чем остальной облицовочный слой.
В электрической дуговой печи с эксцентрическим выпускным отверстием целесообразно, чтобы облицовочный слой в месте выпускного отверстия пода имел более низкую электрическую проводимость, чем в остальной области. Таким образом, электрическую дугу отклоняют в направлении выпускного отверстия пода и вместе с тем обеспечивают большее поступление тепла на плавку.
В электрической дуговой печи при непрерывной загрузке губчатого железа или мелкодробленого материала можно произвести отклонение электрической дуги за счет того, что облицовочный слой в месте загрузки имеет более низкую электрическую проводимость, чем в остальных местах. Это ведет к отклонению электрической дуги к месту загрузки и повышенному подводу тепла.
Преимущество изобретения, в частности, заключается в том, чтобы без монтажа проводки под или рядом с металлоприемником или перемещения электродов можно было осуществить отклонение электрической дуги в заданном направлении, причем это отклонение в случае необходимости ведет к симметричности электрической дуги.
Так как облицовочный слой все равно должен обновляться в равномерные промежутки времени, то существующие электрические дуговые печи можно оснастить соответствующим изобретению облицовочным слоем.
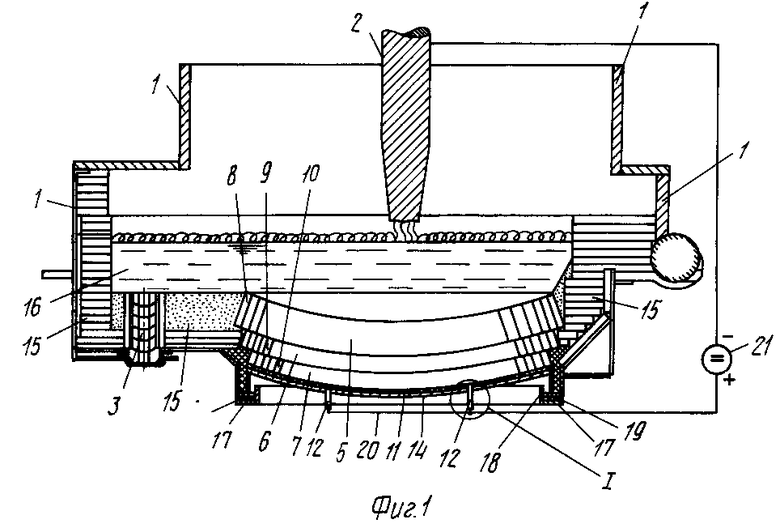
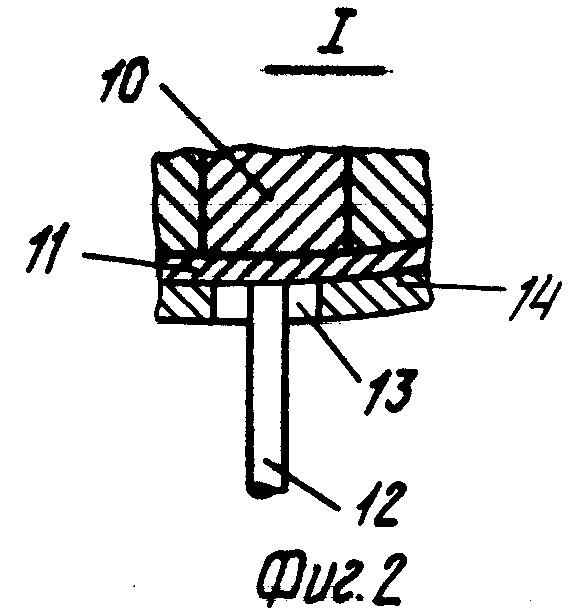
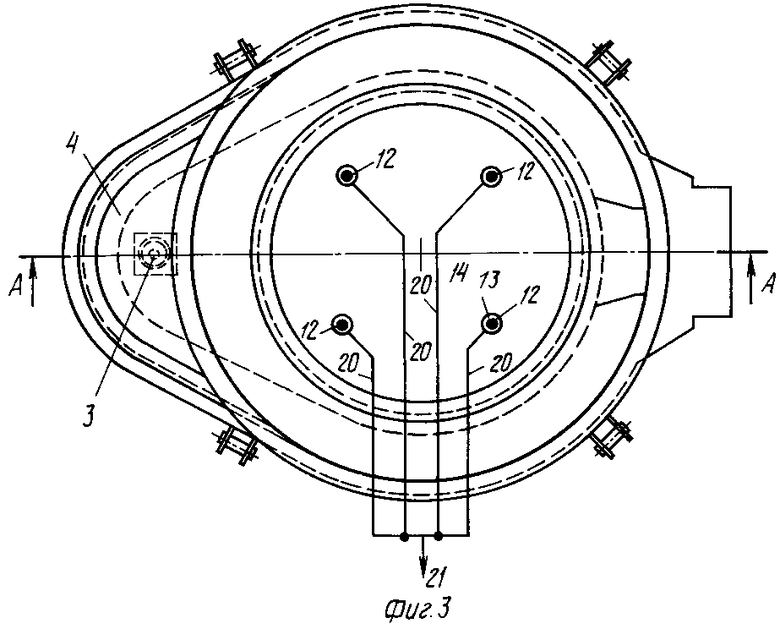
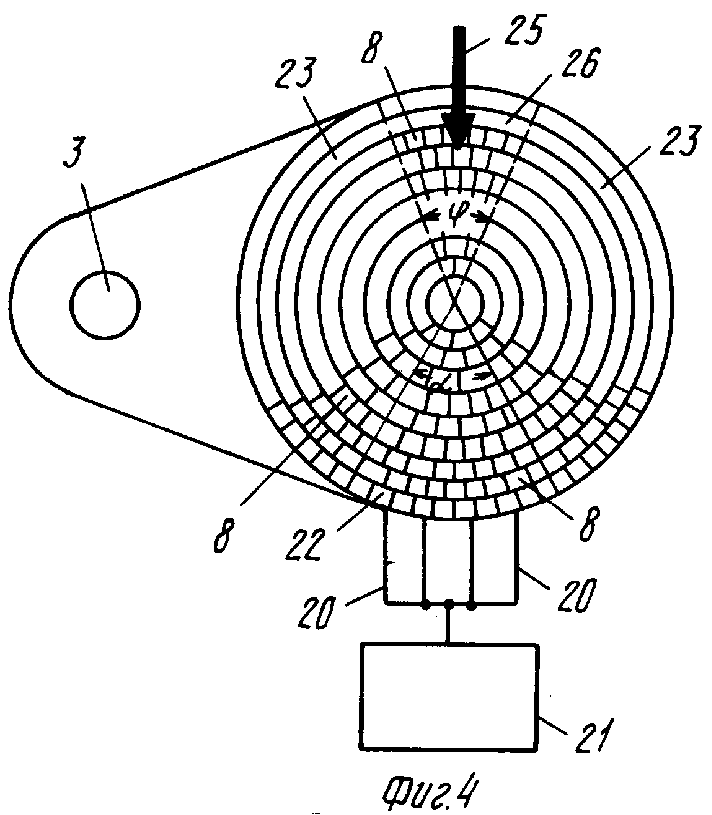
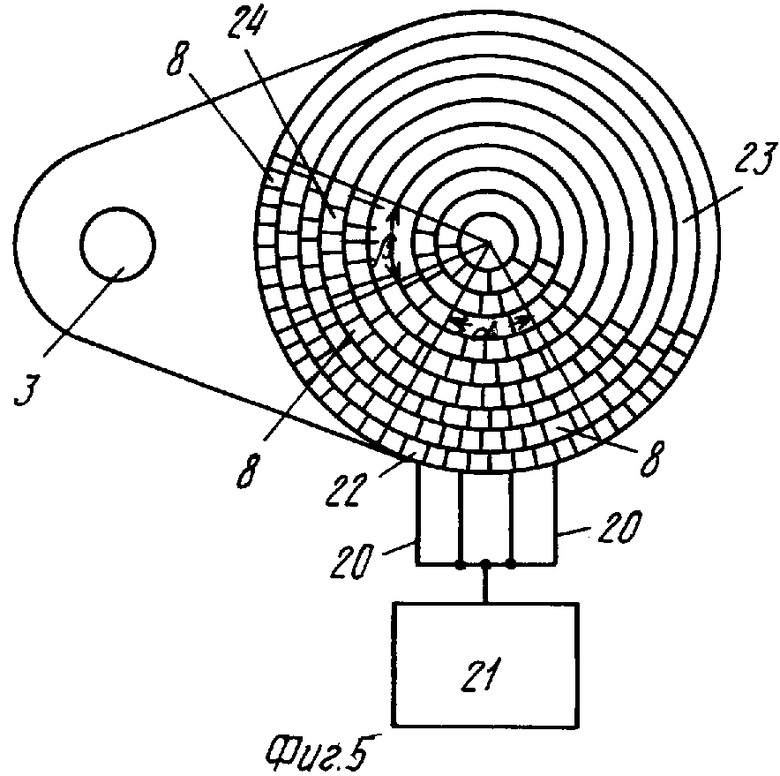
На фиг. 1 изображена дуговая печь постоянного тока с эксцентрическим выпускным отверстием в продольном сечении; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - под металлоприемника в дуговой печи, вид сверху; на фиг. 4 - вид сверху на облицовочный слой дуговой печи постоянного тока с участками для увеличенной подачи тепла в область выпускного отверстия пода; на фиг. 5 - то же, с участками для увеличенной подачи тепла в область загрузки.
Дуговая печь постоянного тока (фиг. 1) имеет металлоприемник, который снабжен кожухом 1 из металла. Крышка, а также электрододержатель не показаны. Печь имеет только один массивный электрод 2, подключенный как катод. Однако их число также составляет два, три или более.
Печь включает эксцентрическое донное выпускное отверстие 3, выполненное в эркерном выступе 4 металлоприемника. В основании дуговой печи размещен проводящий под, состоящий из трех облицовочных слоев 5-7 из графитовых или графитсодержащих кирпичей 8-10, лежащих поверх полусферической контактной платы 11. Соединительная арматура 12 (фиг. 2) на контактной плате 11 проходит через отверстия 13 вниз в под 14 металлоприемника наружу. К облицовочному слою пода примыкает снаружи обычная кирпичная футеровка печи 15. Под 14 металлоприемника может быть снабжен устройством охлаждения (не показан) для поддержания как можно низкой температуры на нем. Кирпичи 8-10 облицовочных слоев 5-7 cлужат в качестве проводников тока между ванной 16 и контактной платой 11.
Кожух 1 металлоприемника вытянут радиально и образует выступающий во внутрь фланец 17, конец 18 которого загнут вверх. Пластина пода 14 возвышается над фланцем 17 в радиальном направлении.
В области перехлеста установлено кольцо 19 из изоляционного материала. Таким образом, вся часть пода печи электроизолированно опирается на фланец. Донная часть печи как бы плавает в металлоприемнике. Одновременно обеспечивается посредством изоляционного материала электрическая изоляция между кожухом 1 печи и пластиной пода 14, в результате чего образуется проводящий под.
Распределение соединительной арматуры 12 видно на фиг. 3. Различают четыре равномерно распределенные над подом арматуры 12 и сильноточные провода 20, идущие к устройству 21 электропитания дуговой печи.
Вид сверху на верхний облицовочный слой 5 (фиг. 4) позволяет различить соответствующее изобретению распределение кирпича 8:
в первом секторе 22 с углом раскрытия α составляющим обычно величину порядка 45 - 90o, который раскрывается в направлении устройства электропитания, кирпичи 8, 9 и/или 10 облицовочных слоев соответственно 5-7 изготовлены из материала с меньшим содержанием углерода, чем кирпичи второго сектора 23, имеющие содержание углерода порядка 10-20 мас. % . Электрическая проводимость в первом секторе 22 ниже, чем за пределами этой области.
Без этих средств и соответствующей прокладки проводов, как они представлены на фиг. 3 (на фиг. 1 прокладка проводов и положение устройства 21 электропитания только схематически намечены), электрическая дуга под воздействием тока, проходящего через электрод 2 и сильноточные провода 20, отклоняется в направлении от устройства 21 электропитания. С помощью соответствующей изобретению сборки облицовочных слоев электромагнитный центр проводящего пода смещается наружу по отношению к геометрической середине. В связи с этим на распределение тока в расплаве (ванне) воздействуют так, что в область второго сектора 23 попадает больше тока и отклоняющее постоянное поле, которое определяется сильноточными проводами 20, накладывается, оказывая компенсирующее действие. Следствием этого является неотклоняющийся режим дуги.
Нормально проводящие и слабо проводящие кирпичи соответствуют уровню техники и предлагаются различными фирмами в большом выборе. Наряду с этим могут также использоваться кирпичи, которые имеют иные электрические проводники, чем графит, например, такие, в которых электрическая проводимость определяется содержанием боридов. Также могут использоваться кирпичи, которые состоят из непроводящего стержня, покрытого целиком или частично металлической оболочкой.
Вместо секторов 22 и 23 различной проводимости указанный облицовочный слой может быть также выполнен другим образом, например, так, что в той части облицовочного слоя, который повернут к устройству 21, закладываются кирпичи с малой проводимостью или вообще непроводящие кирпичи.
Полное устранение отклонения может быть не достигнуто, например, в тех случаях, когда угол раскрытия α выбран слишком малым или слишком большим, или в том случае, когда неверно определены параметры проводимости облицовочных слоев в первом секторе 22. Поскольку облицовочные слои регулярно должны обновляться, то фаза опробывания сравнительно мала по сравнению со сроком службы печи. В конечном итоге может быть выбран оптимальный угол раскрытия α и определены необходимые параметры проводимости облицовочных слоев без существенного влияния на рентабельность печи в сторону ее ухудшения.
В дуговых печах с донным эксцентрическим выпускным отверстием или в дуговых печах, в которые непрерывно загружают мелкодробленый металл или губчатое железо, в области выпускного отверстия и соответственно в области загрузки температура в ванне ниже, чем в остальной области.
Путем выбора отличающихся электрической проводимостью зон облицовочного слоя достигается целенаправленное отклонение электрической дуги относительно определяемых следующим образом зон ванны: на фиг. 5 рядом с сектором 22 предусмотрен сектор 24 с кирпичами, обладающими меньшей электропроводимостью. Этот сектор имеет угол раскрытия β в сторону донного выпускного отверстия 3. Для измерения угла раскрытия β и проводимости кирпичей справедливы рассуждения, приведенные выше в связи с проблемой симметричности. Само собой разумеется, разрешается использовать целенаправленное отклонение за счет монтажа сектора 24.
На фиг. 4 представлена третья возможность влияния на электрическую дугу. Это относится к дуговым печам с непрерывной загрузкой окатышами или скрапом из губчатого железа. При загрузке напротив устройства 21 электропитания согласно стрелке 25 отклонение в направлении загрузки достигается тем, что в одном секторе 26 с углом раскрытия ϕ материал облицовочного слоя имеет меньшую проводимость, чем в зоне сектора 23. Здесь также справедливо то, что эти средства в случае необходимости могут использоваться отдельно сами по себе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговая печь постоянного тока | 1990 |
|
SU1784089A3 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2013892C1 |
| Электрическая дуговая печь для плавления металла | 1984 |
|
SU1545951A3 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРОСЕТИ ОТ КОЛЕБАНИЙ РЕАКТИВНОЙ НАГРУЗКИ И УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ РЕАКТИВНОЙ НАГРУЗКИ | 1994 |
|
RU2126580C1 |
| Электродуговая печь постоянного тока для плавления металлов | 1985 |
|
SU1416063A3 |
| УСТРОЙСТВО ДЛЯ ИНДИКАЦИИ ДЕФЕКТНОГО СОСТОЯНИЯ ЭЛЕКТРИЧЕСКОГО АППАРАТА, В ЧАСТНОСТИ РАЗРЯДНИКА ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 1996 |
|
RU2158460C2 |
| СИСТЕМА ЗАМЫКАНИЯ ПАЗОВ | 1994 |
|
RU2134010C1 |
| СТЕРЖЕНЬ ОБМОТКИ МАШИН ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2174277C2 |
| СИЛОВОЙ ВЫКЛЮЧАТЕЛЬ | 1997 |
|
RU2189657C2 |
| РАЗРЯДНИК ПЕРЕНАПРЯЖЕНИЯ | 1997 |
|
RU2172535C2 |
Сущность изобретения: в проводящем поде печи, состоящем из одно- или многослойной облицовки, облицовочные слои выполнены так, что первый сектор, обращенный к устройству электропитания, выполнен из материала с более низкой электрической проводимостью, чем облицовочный слой во втором секторе. Этим достигается симметричное горение электрической дуги и целенаправленное ее отклонение. 7 з. п. ф-лы, 5 ил.
