Изобретение относится к строительной индустрии и может быть использовано для изготовления теплоизоляционных плит из полусухих сырьевых смесей на основе вспученного перлитового песка, вспученного вермикулита и других легких заполнителей.
Цель изобретения - улучшение качества изделий.
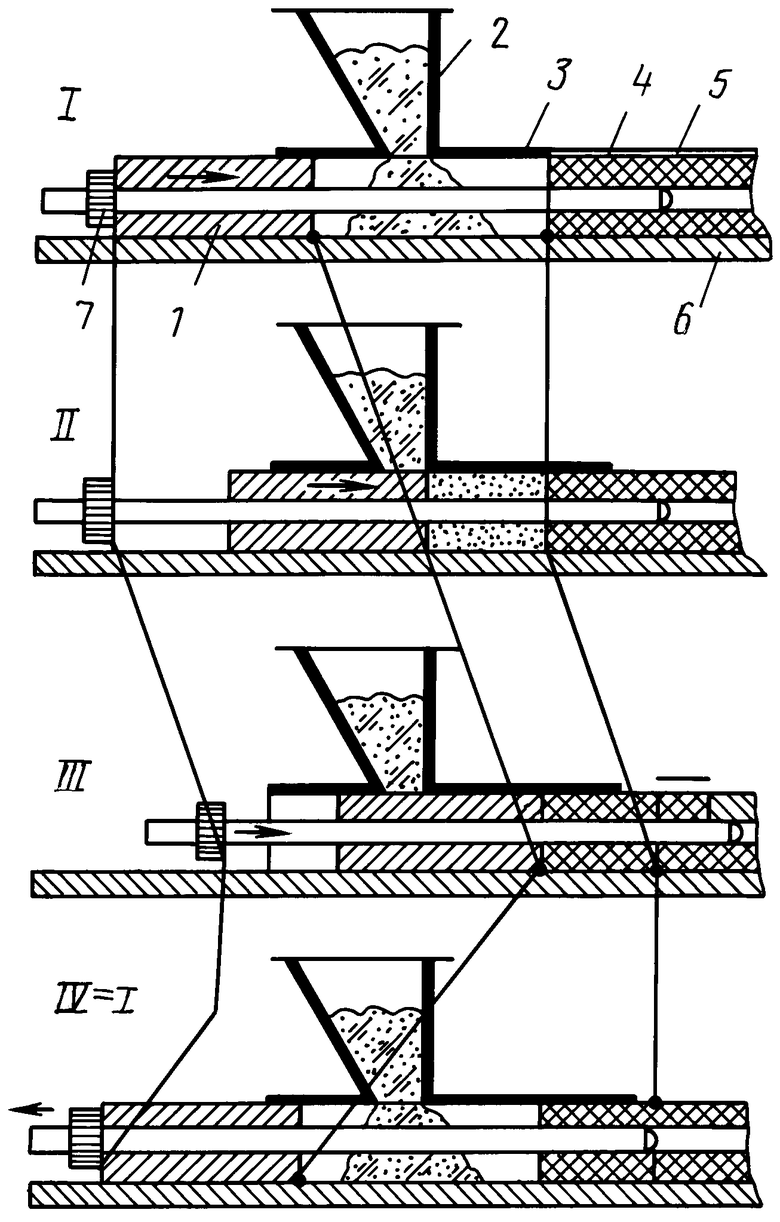
На чертеже изображена циклограмма движения пустотообразователей при формовании изделий, где I - исходное состояние; II - дозированная подача смеси в мундштуке; III - прессование смеси в непрерывный брус; IУ - холостой ход плунжера.
Сущность способа экструзионного формования пустотных изделий заключается в следующем.
В исходном состоянии плунжера 1 сыпучая сырьевая смесь из бункера 2 самотеком поступает в полость мундштука 3. При движении плунжера из положения I в положение II происходит дозировка смеси и ее прессование. При этом давление Рпр прессования смеси меньше критического давления Ркр, а скорость пустотообразователей 4 равна нулю (находятся в неподвижном состоянии).
При Рпр < Ркр отформованное изделие 5 находится в неподвижном состоянии и происходит сжатие поступившей в мундштук 3 смеси. Величина критического давления определяется по формуле
Pкр=  , где Ркр - критическое давление прессования смеси, МПа;
, где Ркр - критическое давление прессования смеси, МПа;
Fм - усиление сопротивления движения смеси в мундштуке, Н;
Fтр - усиление трения отформованного изделия о поверхность стола 6, Н.
В момент, когда давление прессования Рпр становится равным Ркр, отформованное изделие 5 под действием силы Fтр = Ркр S начинает движение совместно с плунжером 1 и перемещается из II в III. При этом пустотообразователи 4 за счет сил трения спрессованной смеси в мундштуке о поверхность пустотообразователей движутся с одинаковой скоростью совместно с плунжером и отформованным изделием.
Благодаря такому движению пустотообразователей отсутствует относительное движение поверхности пустотообразователей и смеси, и, следовательно, отсутствует сопротивление трения смеси о поверхность пустотообразователей, что снижает перепад давления сжатия смеси со стороны плунжера и со стороны ранее отформованного изделия. Это увеличивает прочность изделия в сечении, к которому периодически подпрессовывается новая порция смеси и значительно (в 2-3 раза) снижает мощность привода, т.е. уменьшает энергозатраты на формование изделия.
После завершения рабочего хода (I-III) плунжер возвращается в исходное состояние. При движении из III в IУ пустотообразователи находятся в неподвижном состоянии.
В IУ плунжер упирается в гайку 7, посаженную на пустотообразователях, и перемещает пустотообразователи в исходное положение (I), т.е. Vпуст = Vпл. При этом происходит извлечение (выдергивание) пустотообразователей из отформованного изделия. Благодаря тому, что при извлечении пустотообразователей из отформованного изделия давление со стороны плунжера отсутствует, трение смеси о их поверхность низкое и, следовательно, их износ незначителен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКАЯ ПАНЕЛЬ ОГРАЖДЕНИЯ | 1992 |
|
RU2037037C1 |
| СПОСОБ УТЕПЛЕНИЯ ПОЛОСТЕЙ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2011771C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВСПЕНЕННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2015912C1 |
| КОМПОЗИЦИЯ ДЛЯ ОГНЕЗАЩИТНОГО ПОКРЫТИЯ | 1991 |
|
RU2034815C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ОГНЕЗАЩИТНОГО МАТЕРИАЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2079525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО МАТЕРИАЛА | 1991 |
|
RU2065423C1 |
| ПАНЕЛЬ ОГРАЖДЕНИЯ | 1992 |
|
RU2018599C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА | 1993 |
|
RU2067566C1 |
| ПОКРЫТИЕ АНГАРА | 1992 |
|
RU2018597C1 |
| НАРУЖНАЯ СТЕНА ИЗ ТРЕХСЛОЙНОЙ ОБЛЕГЧЕННОЙ КЛАДКИ | 1992 |
|
RU2037023C1 |
Использование: изготовление теплоизоляционных плит из полусухих смесей на основе легких заполнителей. Сущность изобретения: поданную в прессущую камеру смесь подпрессовывают плунжером при неподвижных пустотообразователях смесь продавливают через мундштук при перемещении пустообразователей со скоростью, равной скорости отформованного бруса. 1 ил.
СПОСОБ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ С ПУСТОТАМИ, включающий подачу формуемой смеси в прессующую камеру, предварительное прессование плунжером при неподвижных пустотообразователях и окончательное прессование путем продавливания ее через мундштук, отличающийся тем, что, с целью повышения качества изделий, окончательное прессование производят при перемещении пустотообразователей со скоростью, равной скорости отформованного изделия.
