Изобретение относится к устройствам автоматического управления процессом нагрева металла в печах и может быть использовано на печных агрегатах в металлургической, машиностроительной и других отраслях промышленности.
Известен способ регулирования температуры нагрева металла в печи (Заявка Японии N 51-29841, кл. С 21 Д 11/00 от 01.03.73), заключающийся в том, что в нагреваемом материале, проходящем через печь непрерывно на тележках, размещаются термопары по одной на каждую тележку, показания которых передаются через специальные ролики и секционные контакты на входное устройство одновременно с показаниями термопар, измеряющих температуру в каждой зоне печи. По сигналу рассогласования между температурами зоны в печи и нагреваемого материала регулируется расход газа на горелки.
Описанный выше способ реализован в проходной термической печи по авт. свид. СССР N 998831, кл. F 27 B 9/4 от 16.12.80 г., в котором сделана попытка повысить точность измерения температуры металла за счет применения сложных зачистных устройств подвижных и неподвижных контактов, работающих непосредственно в рабочем пространстве печи.
Кроме того, известен способ управления процессом нагрева металла в печи [1] , заключающийся в периодическом измерении температуры металла с помощью приводной контактной термопары, размещенной в конце печи или зоны окончательного нагрева и последующем регулировании скорости перемещения металла в печи по рассогласованию фактически измеренной и заданной температуры поверхности металла.
Устройство для реализации этого способа содержит регулятор температуры печи, выход которого через первый исполнительный механизм соединен с нагревателем, первый блок сравнения, выход которого соединен с входом регулятора температуры печи, а первый вход - с задатчиком температуры печи, регулятор температуры поверхности садки, вход которого соединен с выходом второго блока сравнения, первый вход которого соединен с задатчиком температуры поверхности садки, вторичный прибор для измерения температуры печи, вход которого соединен с термопарой, коммутатор и второй исполнительный механизм.
Недостатком способа и устройства для его реализации [1] является невозможность эффективного использования их при нагреве теплотехнических массивных садок (критерий Bi>0,5), так как значение только температуры поверхности металла является необходимым, но недостаточным для управления продолжительностью процесса нагрева теплотехнически массивных садок.
После достижения заданной температуры поверхности металла по известному способу нагрева массивных садок дается гарантированная выдержка для прогрева его по массе, что приводит к значительным передержкам металла в печах, к увеличению расхода топлива и трудоемкости термообработки. В случае недостаточной продолжительности выдержки центр садки не прогревается до заданной температуры, что приводит к браку.
Для управления процессом нагрева массивных садок и обеспечения минимальной продолжительности процесса и повышения качества термообработки необходимо знать температуру центра металла и, сравнивая ее с заданной, регулировать продолжительность процесса.
Целью изобретения является сокращение продолжительности нагрева и повышение качества термообработки теплотехнически массивных садок.
Цель достигается тем, что предлагаемое устройство дополнительно содержит бесконтактный датчик температуры, вторичный прибор для измерения температуры поверхности металла, вычислительный блок, задатчик теплофизических параметров садки, задатчик температуры центра садки, третий блок сравнения, регулятор температуры центра садки, причем первый вход коммутатора соединен с выходом регулятора температуры центра садки, второй вход - с выходом регулятора температуры поверхности садки, управляющий вход коммутатора соединен с вторым выходом второго блока сравнения, выход третьего блока сравнения соединен с входом регулятора температуры центра садки, первый вход соединен с задатчиком температуры садки, второй вход - с выходом вычислительного блока, первый вход которого соединен с задатчиком теплофизических параметров садки, второй вход - с первым выходом вторичного прибора для измерения температуры поверхности металла, второй выход которого соединен с вторым входом второго блока сравнения, вход вторичного прибора для измерения температуры поверхности металла соединен с бесконтактным датчиком температуры, выход вторичного прибора для измерения температуры печи соединен с вторым входом первого блока сравнения, выход коммутатора соединен с вторым исполнительным механизмом.
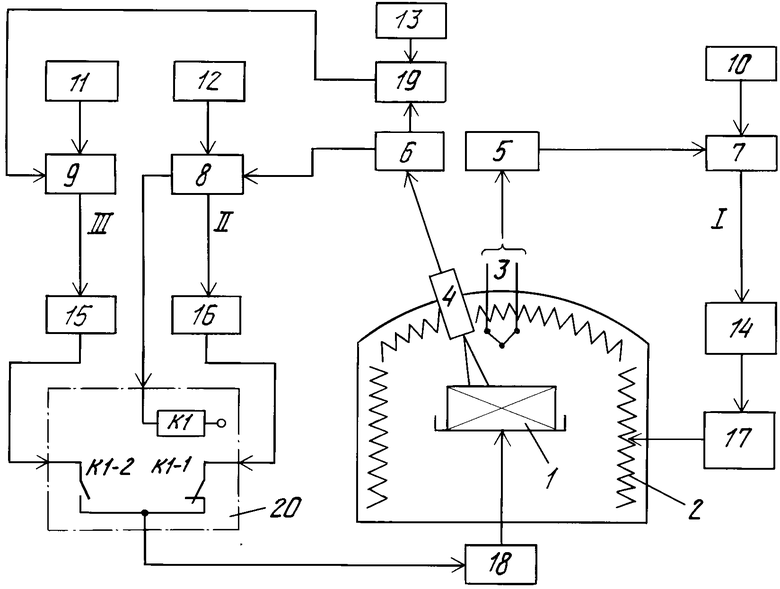
На чертеже представлена блок-схема предлагаемого устройства.
Печная термопара 3, вторичный прибор 5, первый блок 7 сравнения, задатчик 10, регулятор 14, первый исполнительный механизм 17, нагреватель 2 образуют контур I стабилизации заданной температуры печи.
Металл 1, бесконтактный датчик 4 температуры металла, вторичный прибор 6, второй блок 8 сравнения, задатчик 12, регулятор 16, коммутатор 20, второй исполнительный механизм 18 образуют контур II управления процессом нагрева по фактической температуре поверхности садки металла.
Металл 1, бесконтактный датчик 4 температуры металла, вторичный прибор 6, вычислительный блок 19, задатчик 13, третий блок 9 сравнения, задатчик 11, регулятор 15, коммутатор 20, второй исполнительный механизм 18 образуют контур III управления процессом нагрева по расчетной температуре центра садки.
Работает устройство следующим образом.
Нагреваемый металл 1 проходит термическую обработку при температуре печи tпечи = сonst (900оС).
Стабилизация заданной температуры печи осуществляется контуром I управления, в котором сигнал о фактической температуре в рабочем пространстве поступает от печной термопары 3, через вторичный прибор 5 на первый блок 7 сравнения, где сравнивается с температурой, заданной задатчиком 10, а полученный сигнал рассогласования через регулятор 14 и первый исполнительный механизм 17 поступает на управление мощностью нагревателя 2.
Управление процессом нагрева металла в печи осуществляется двумя контурами II и III по двум параметрам: фактической температуре поверхности садки металла (tповфакт) и расчетной температуре центра садки (tцентр.расч). Сигнал о фактической температуре поверхности нагреваемого металла 1 поступает от бесконтактного датчика 4, например прибора спектрального отношения "Спектропир 11-002", обеспечивающего точность измерения температуры металла 1 на уровне термопары.
Полученный сигнал о величине фактической температуры поверхности металла 1 от датчика 4 температуры подают по контуру II через вторичный прибор 6 на второй блок 8 сравнения, где он сравнивается с температурой, заданной задатчиком 12, а сигнал рассогласования подается через регулятор 16, коммутатор 20 (через нормальнозакрытые контакты К1-1) и второй исполнительный механизм 18 на управление продолжительностью нагрева металла 1 путем регулирования либо темпа толкания, либо скорости перемещения нагреваемого металла 1 в печах непрерывного действия или регулирования времени выдержки - в печах периодического действия.
При достижении заданной температуры поверхности металла 1 (tповфакт = =tповзад ± Δ t) в связи с отсутствием рассогласования в контуре II от второго блока 8 сравнения подается напряжение на катушку реле К1 коммутатора 20, которая размыкает контакты К1-1 и замыкает контакты К1-2, соединяющие регулятор 15 с механизмом 18, т.е. включается контур управления III вместо контура II. На вычислительный блок 19 поступают сигналы от вторичного прибора 6 и задатчика 13 соответственно о величине фактической температуры поверхности металла 1 и характеризующие исходные теплотехнические данные нагреваемой садки (например, λэкв - эквивалентная теплопроводность садки). В вычислительном блоке 19 рассчитывается температура центра садки (tцентррасч) по фактически измеренной температуре поверхности ее (tповфакт) путем решения дифференциального уравнения теплопроводности при начальных и граничных условиях, задаваемых сигналами, поступающими непрерывно с прибора 6 и задатчика 13. Полученный в блоке 19 сигнал о температуре центра садки подается на третий блок 9 сравнения, где он сравнивается с заданной задатчиком 11 температурой центра (tцентрзад), а сигнал рассогласования подается через регулятор 15, коммутатор 20 и второй исполнительный механизм 18 на управление продолжительностью нагрева металла 1 путем регулирования либо темпа толкания, либо скорости перемещения нагреваемого металла 1 в печах непрерывного действия или регулирования времени выдержки - в печах периодического действия. При достижении заданной температуры центра нагреваемого металла (tцентррасч = t центрзад ± Δ t) скорость перемещения деталей в печах непрерывного действия стабилизируется для сохранения постоянным достигнутого равенства температур, а в печах периодического действия дается команда на выгрузку металла, чем обеспечивается сокращение продолжительности нагрева.
Так как обеспечение сокращения продолжительности нагрева в печах непрерывного действия возможно при формировании управляющих воздействий по конечным результатам нагрева, измерение температуры поверхности металла и расчет температуры центра производят либо в конце зоны, где заканчивается нагрев металла, для процессов, состоящих из нагрева до заданной температуры и технологической выдержки при ней в последующих зонах печи, либо в конце печи для процессов, не требующих технологической выдержки по достижении заданной температуры нагрева металла.
Таким образом предлагаемое устройство по сравнению с прототипом позволяет управлять процессом нагрева теплотехнически массивных садок (критерий Bi>0,5) в печах по двум параметрам: по фактической температуре поверхности нагреваемого металла и по расчетной температуре центра его с обеспечением формирования управляющих воздействий по сигналам рассогласования этих параметров и заданных значений. Устройство универсально и может быть использовано для нагрева теплотехнически тонких садок (критерий Bi<0,5), при этом контур III приведенной блок-схемы автоматически не принимает участия в управлении в связи с отсутствием рассогласования температуры между поверхностью и центром нагреваемой садки (Δ tфактпов-центр=0).
Устройство обеспечивает максимальную экономичность нагрева и минимальную продолжительность его путем управления процессом по рассогласованию расчетной и заданной температур центра металла за счет полного исключения характерных для известных технологических процессов нагрева и управления передержек металла в печах, выполняемых с целью обеспечения гарантированного прогрева массивных садок деталей по сечению. Одновременно исключаются и случаи непрогрева металла по сечению, приводящие к браку.
Экономическая эффективность предложенного устройства определяется сокращением продолжительности термообработки в среднем на 25% за счет исключения имеющих место передержек металла в печах с целью получения гарантированного прогрева термообрабатываемого металла по сечению.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАГРЕВА ЖИДКОГО МЕТАЛЛА В ГАЗОВОЙ ОТРАЖАТЕЛЬНОЙ ПЕЧИ | 2012 |
|
RU2497957C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| Устройство для регулирования температуры | 1987 |
|
SU1791798A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2013453C1 |
| Система автоматического регулирования процессов горения в группе теплотехнических агрегатов периодического действия | 1983 |
|
SU1229541A1 |
| СПОСОБ СПЕКАНИЯ ГЛИНОЗЕМСОДЕРЖАЩЕЙ ШИХТЫ | 1992 |
|
RU2061940C1 |
| Способ управления нагревом заготовок в многозонной пламенной печи | 1990 |
|
SU1789045A3 |
| Устройство для управления нагревом электротермической установки | 1989 |
|
SU1817258A1 |
| Способ отопления камерных нагревательных печей | 1982 |
|
SU1086023A1 |
| Устройство для автоматического регулирования углеродного потенциала атмосферы | 1985 |
|
SU1306971A1 |
Изобретение относится к устройствам для автоматического управления процессом нагрева металла в печах и может быть использовано в печных агрегатах металлургической, машиностроительной и в других отраслях промышленности. Устройство для управления процессом нагрева содержит контур стабилизации температуры печи и контур регулирования температуры поверхности садки металла, а также контур регулирования температуры центра садки со встроенным в него блоком расчета температуры центра по фактической температуре поверхности садки. 1 ил.
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ НАГРЕВА, содержащее регулятор температуры печи, выход которого через первый исполнительный механизм соединен с нагревателем, первый блок сравнения, выход которого соединен с входом регулятора температуры печи, а первый вход - с задатчиком температуры печи, регулятор температуры поверхности садки, вход которого соединен с выходом второго блока сравнения, первый вход которого с задатчиком температуры поверхности садки, вторичный прибор для измерения температуры печи, вход которого соединен с термопарой, коммутатор, второй исполнительный механизм, отличающееся тем, что, с целью сокращения продолжительности нагрева и повышения качества термообработки теплотехнически массивных садок, оно дополнительно содержит бесконтактный датчик температуры, вторичный прибор для измерения температуры поверхности металла, вычислительный блок, задатчик теплофизических параметров садки, задатчик температуры центра садки, третий блок сравнения, регулятор температуры центра садки, причем первый вход коммутатора соединен с выходом регулятора температуры центра садки, второй вход - с выходом регулятора температуры поверхности садки, управляющий вход коммутатора соединен с вторым выходом второго блока сравнения, выход третьего блока сравнения соединен с входом регулятора температуры центра садки, первый вход соединен с задатчиком температуры центра садки, второй вход - с выходом вычислительного блока, первый вход которого соединен с задатчиком теплофизических параметров садки, второй вход - с первым выходом вторичного прибора для измерения температуры поверхности металла, второй выход которого соединен с вторым входом второго блока сравнения, вход вторичного прибора для измерения температуры поверхности металла соединен с бесконтактным датчиком температуры, выход вторичного прибора для измерения температуры печи соединен с вторым входом первого блока сравнения, выход коммутатора соединен с вторым исполнительным механизмом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ управления процессом нагрева металла в печи | 1984 |
|
SU1199816A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
