Изобретение относится к машиностроению и может быть использовано при проектировании оборудования для коммуникаций общехозяйственного назначения.
Цель изобретения - обеспечение минимальных потерь трения и малых усилий управления путем снижения механического трения и совмещения деформаций.
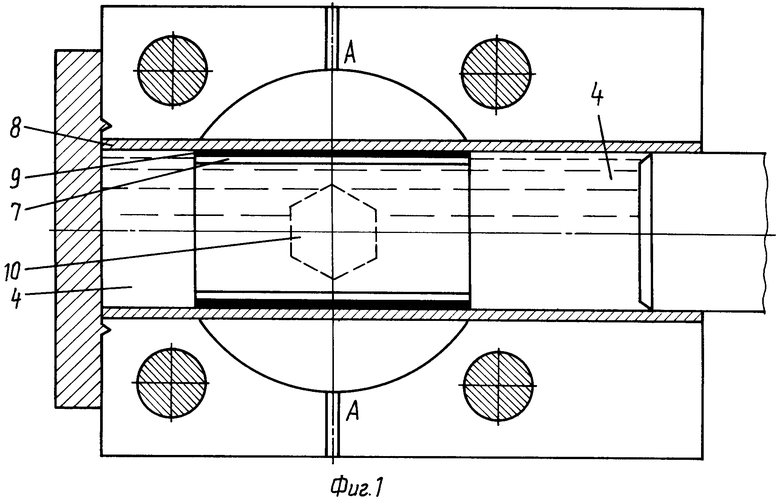
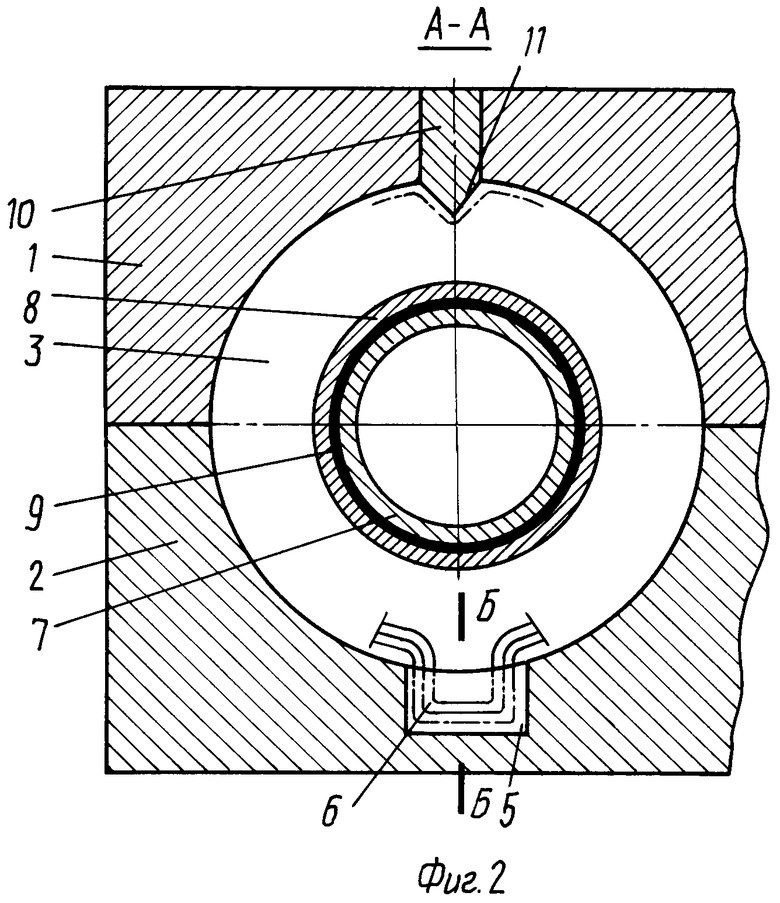
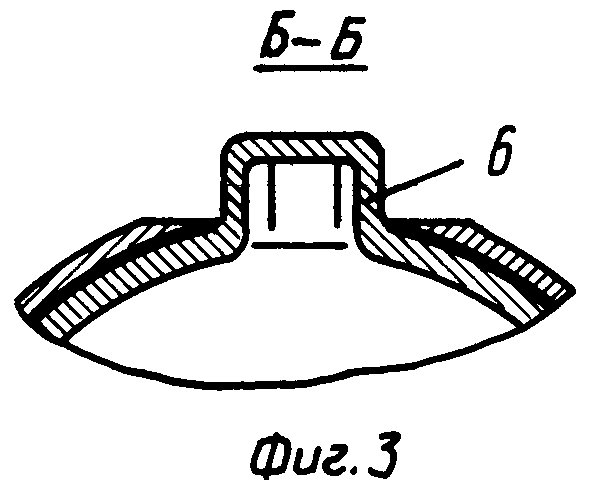
На фиг. 1 показан разрез по разъему пресс-формы; на фиг.2 - поперечный разрез пресс-форм с заготовками; на фиг.3 - разрез по некруглому выступу.
Устройство для изготовления шарового клапана, в котором реализуется предлагаемый способ, содержит две совмещенные полуформы 1 и 2 со сферической расточкой 3, соосные ей цилиндрические каналы 4 и гнездо 5 для штока 6, размещенные в каналах 4 два отрезка 7 и 8 концентрических труб, между которыми помещен слой 9 антифрикционного компонента. На одной оси с гнездом 5 для штока 6 с противоположной стороны сферы размещен вкладыш 10 центрирующей выемки 11.
Способ изготовления шарового клапана реализуется следующим образом.
Размещают в двух совмещенных полуформах 1 и 2 сферической расточки 3 и соосных ей цилиндрических каналах 4 два отрезка 7 и 8 концентрических труб, между которыми помещают слой антифрикционного компонента, и заполняют внутренние полости каналов и отрезка 7 пластичным составом с малым коэффициентом сжатия, герметизируют каналы 4 и подают давление, деформируют участки отрезков 7 и 8 труб, находящиеся в зоне сферической расточки 3, а по окончании деформации извлекают полученный полуфабрикат из полуформ 1 и 2 и вращением сферы прирабатывают сопрягаемые поверхности между собой.
В полуформы 2 и 1, имеющие цилиндрические каналы 4 для формирования патрубков с разъемом по диаметральной плоскости цилиндра и сферической расточкой 3 с осью, перпендикулярной плоскости разъема, закладывают наружный отрезок 8 трубы, выполненный из сплава АМЦ наружным диаметром 25 мм и толщиной стенки 2 мм, в качестве антифрикционной прокладки используют алюминиевую, оловянную и медную фольгу 9, смазанную дисульфидом молибдена или апиезоном, которую плотно наматывают на внутренний отрезок 7 диаметром прохода 16 мм и стенкой 2 мм, уплотняют ее с торцов относительно внешнего отрезка 8 конусными фторопластовыми кольцами. После этого с помощью калиброванного плунжера и пластичного материала с малым коэффициентом сжатия, например, подогретого парафина создают усилие до 50000 кГ, что соответствует давлению в объеме 101,91 кГ/мм2 и напряжениям в материале до 600 кГ/мм2. После формирования корпуса и сферического запорного органа каналы 4 обрабатывают разверткой для удаления закраин обрезка 7, а затем стачивают наружный слой гнезда 5, до обнажения штока 6, удаляя предварительно парафин из внутренних полостей. Затем, вставляя внутрь упомянутого выступа некруглое тело, наружный контур которого повторяет внутренний контур выступа (в случае шестигранника, например, головку подходящего болта) зажимают выступ в патрон, например, сверлильного станка, зажимают корпус в тиски и на низкооборотной передаче проворачивают сферу, полученную из отрезка 7. В случае, если поворот осуществить трудно, сферическую часть корпуса подогревают для увеличения зазора и уменьшения вязкости смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КЛАПАНА | 1991 |
|
RU2016316C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ОВОЩЕЙ ВОЗДЕЙСТВИЕМ ПЕРЕМЕННОГО ДАВЛЕНИЯ | 1991 |
|
RU2017447C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПЛАСТИЧЕСКОЕ ОДНООСНОЕ СЖАТИЕ И РАСТЯЖЕНИЕ | 1996 |
|
RU2111475C1 |
| ИНСТРУМЕНТ С ЭЛЕКТРОГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 1993 |
|
RU2015873C1 |
| СПОСОБ ОРГАНИЗАЦИИ ПОТОКОВ В МАССООБМЕННЫХ АППАРАТАХ | 1991 |
|
RU2016617C1 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОЦЕССОВ МЕМБРАННОГО РАЗДЕЛЕНИЯ ЖИДКИХ СРЕД | 1996 |
|
RU2113893C1 |
| СЕПАРАТОР | 1991 |
|
RU2014110C1 |
| ТРЕХСТУПЕНЧАТЫЙ РЕДУКТОР СИСТЕМЫ ПИТАНИЯ ДЛЯ ГАЗОВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2119084C1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ ОСАДКОВ | 1991 |
|
RU2014288C1 |
| МЕМБРАННЫЙ АППАРАТ | 1996 |
|
RU2113891C1 |
Использование: в различных областях машиностроения. Сущность изобретения: между двумя отрезками концентричных труб помещают слой антифрикционного компонента. Деформируют участок отрезков труб в двух совмещенных полуформах, после чего извлекают полученный полуфабрикат из полуформ и вращением сферы прирабатывают сопрягаемые поверхности между собой. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КЛАПАНА, включающий выполнение в двух совмещенных полуформах сферической расточки, соосных ей цилиндрических каналов и гнезда для штока, размещение в них двух отрезков концентричных труб и заполнение пластичным составом с малым коэффициентом сжатия, герметизацию, подачу давления и деформацию участка отрезков труб, находящегося в зоне сферической расточки, отличающийся тем, что между концентричными трубами помещают слой антифрикционного компонента, а по окончании деформации извлекают полученный полуфабрикат из полуформ и вращением сферы прирабатывают сопрягаемые поверхности между собой.
| СРЕДСТВО ДЛЯ ГИГИЕНЫ ПОЛОСТИ РТА | 2008 |
|
RU2364388C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
