Изобретение относится к изготовлению крупногабаритных изделий из резинотканевых или термопластичных заготовок соединением их кромок, предназначено для вулканизации или сварки стыков.
Известен вулканизационный пресс для соединения швов резинотехнических изделий, содержащий плиты, из которых по меньшей мере одна снабжена эластичной подушкой, механизм для перемещения верхней плиты, механизм для создания давления прессования и систему терморегуляции плит.
Однако данный пресс имеет ограниченные технологические возможности. Пресс работает только в режиме прессования с нагревом, поэтому на нем нельзя осуществить соединение стыков изделий из термопластов, требующих в конце цикла снятия давления и охлаждения изделия.
Наиболее близким к предлагаемому изобретению является пресс для термообработки длинномерных стыков изделий, содержащий плиты, из которых по меньшей мере одна снабжена эластичной подушкой с резинотканевой пластиной, механизм для перемещения верхней плиты, механизм для создания давления прессования и систему терморегуляции плит.
Недостатком пресса является отсутствие возможности быстрого охлаждения плит и эластичной подушки из-за их большой аккумуляции тепла и большого теплового сопротивления. Это исключает возможность сварки стыков изделий из термопластов, требующих быстрого охлаждения после завершения процесса термообработки.
Задачей изобретения является расширение технологических возможностей пресса.
Поставленная задача решается тем, что в прессе для термообработки длинномерных стыков изделий, содержащем плиты, из которых по меньшей мере одна снабжена эластичной подушкой с резинотканевой пластиной, механизм для перемещения верхней плиты, механизм для создания давления прессования и систему терморегуляции плит, каждая плита выполнена в виде этажно расположенных элементов, связанных между собой направляющими с пружинами и уплотнителем типа "сильфон" с образованием полости. При этом расположенный ближе к рабочей зоне элемент выполнен из материала с малой теплоемкостью и высокой теплопроводностью, а ограниченная уплотнителем полость между элементами связана с системой терморегуляции.
Выполнение каждой плиты в виде этажно расположенных элементов позволяет одновременно создавать в ней разные тепловые режимы. Связь элементов через направляющие с пружинами позволяет выводить их из соприкосновения, исключая теплопередачу от нагретого элемента к охлаждаемому, и тем самым сократить время снижения температуры изделий, который при этом соприкасается с охлаждаемым элементом под заданным давлением, создаваемым пружинами. Выполнение расположенных ближе к рабочей зоне элементов из материала с малой теплоемкостью и высокой теплопроводностью сокращает до минимума время выхода на заданный тепловой уровень поверхности элемента, контактирующей с изделием. Наличие между элементами уплотнителя типа "сильфон" и связь полости, ограниченной элементами и уплотнителем с системой терморегуляции плит способствует сокращению времени перехода от режима нагрева к режиму охлаждения изделия. Таким образом, предлагаемая конструкция наряду с вулканизацией стыков резинотканевых изделий обеспечивает качественное соединение стыков в изделиях из термопластов.
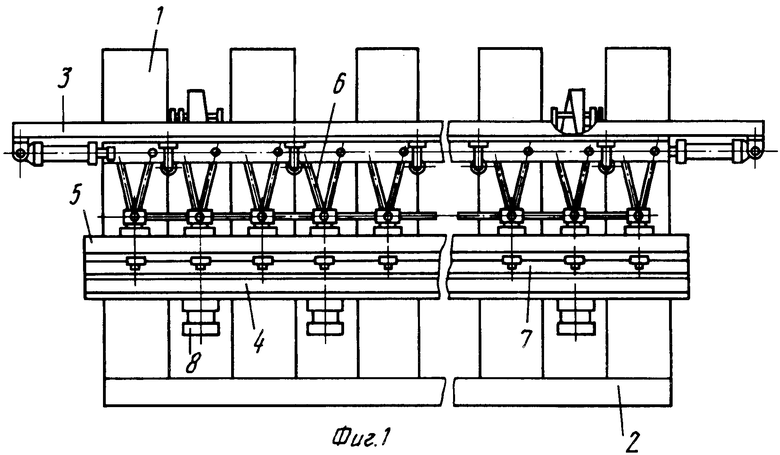
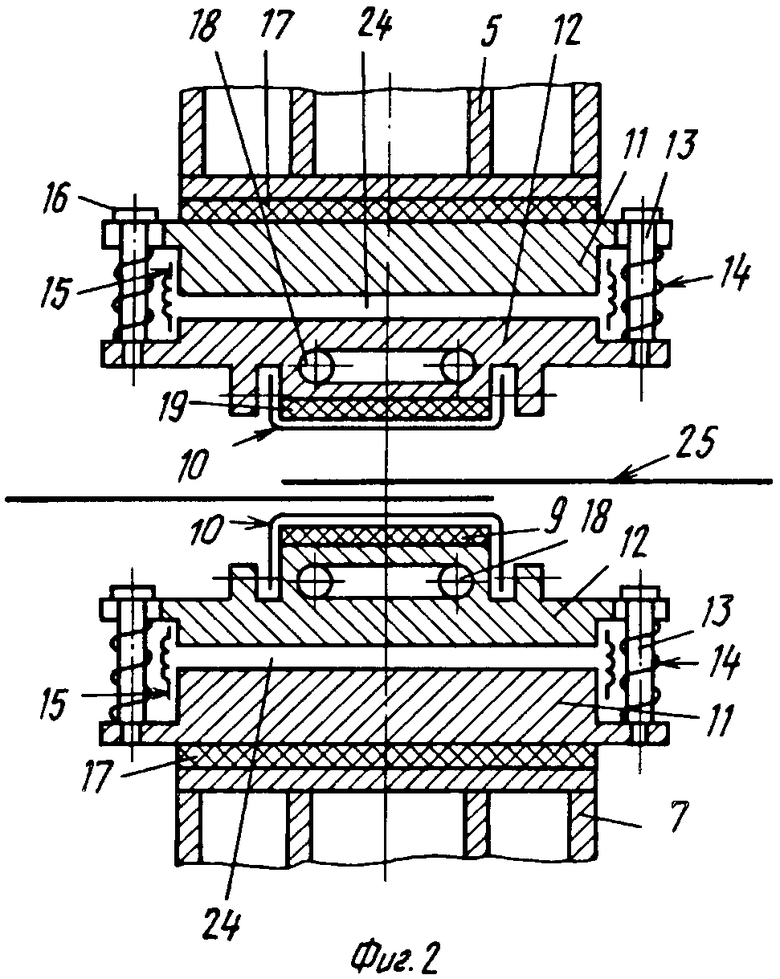
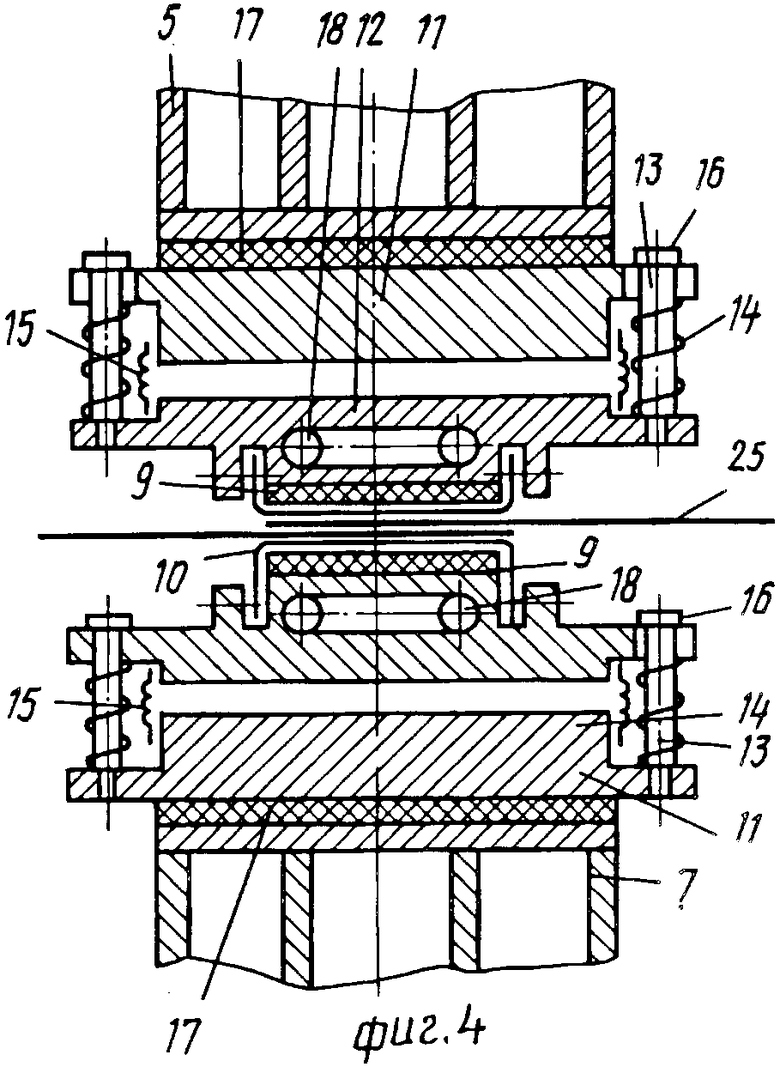
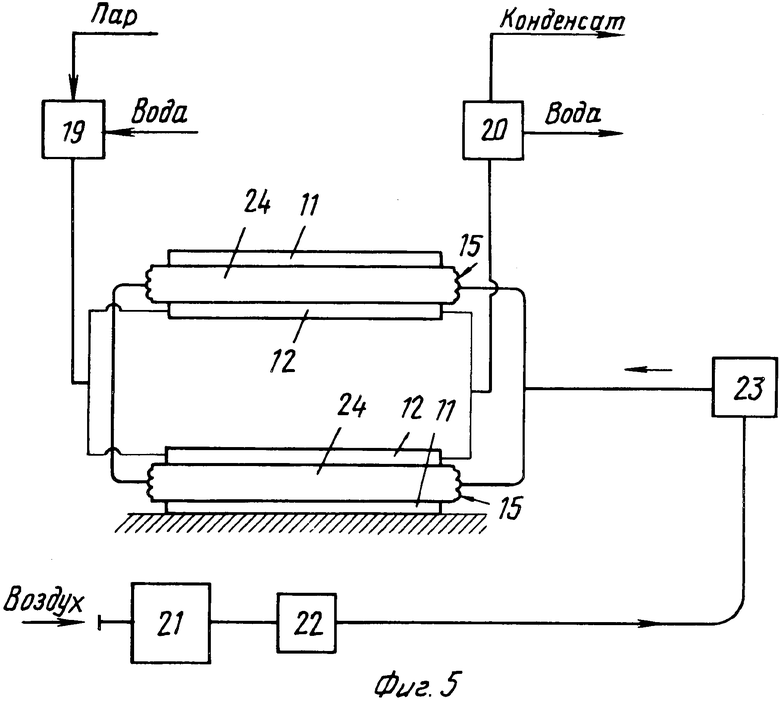
На фиг. 1 изображен общий вид пресса; на фиг. 2 плиты пресса в исходном положении; на фиг. 3 плиты пресса в положении термообработки изделия, на фиг. 4 плиты пресса в положении охлаждения изделия; на фиг. 5 схема подачи теплоносителей.
Пресс для термообработки длинномерных стыков изделий содержит смонтированные на станине плиты, механизм для перемещения верхней плиты, механизм для создания давления прессования и систему терморегуляции плит.
Станина выполнена в виде С-образных стоек 1, установленных на основании 2 и соединенных между собой балками верхней 3 и нижней 4.
Верхняя плита 5 закреплена на станине с помощью механизма ее перемещения, выполненного в виде рычагов 6, шарнирно связывающих плиту с тягами, установленными на верхней балке 3. Нижняя плита 7 смонтирована на нижней балке 4 станины и связана с механизмом создания давления прессования, выполненным в приведенном примере в виде силовых цилиндров 8.
Каждая плита 7 и 5 снабжена эластичной подушкой 9 с резинотканевой пластиной 10 и выполнена в виде этажных элементов 11 и 12, связанных между собой направляющими 13, пружинами 14 и уплотнителями 15 типа "сильфон". Для фиксирования положения элемента 12 относительно элемента 11 направляющие 13 снабжены ограничителями 16. Элементы 11, изолированные от корпусов плит прокладками 17, имеют значительно большую массу, по сравнению с элементами 12. Для из обогрева можно использовать или пар, или индукционные катушки (на чертеже не показано). Элементы 12 имеют меньшую массу и выполнены из материала с малой теплоемкостью и высокой теплопроводностью (например, из алюминия). Элементы 12 снабжены каналами 18, связанными с системой терморегуляции плит, включающей мембранно-исполнительный механизм 19, через который плиты связаны с линиями пара и холодной воды; мембранно-исполнительный механизм 20, через который плиты связаны с конденсатной линией и системой охлаждения (на фигурах не показана); а также узел подготовки 21, регулятор давления 22 и мембранно-исполнительный механизм 23, через которые с линией воздуха связана полость 24, ограниченная элементами 11 и 12 и уплотнителем 15.
Пресс работает следующим образом.
В исходном положении плита 5 находится в крайнем верхнем положении (фиг. 2). Под действием пружины 14 элементы 12 отведены от элементов 11 и находятся в положении, зафиксированном ограничителями 16. При этом между элементами 11 и 12 имеется полость 24, ограниченная уплотнителем 15. Элементы 12 охлаждены, а элементы 11 при работе пресса постоянно находятся в разогретом состоянии.
На резинотканевую пластину 10 нижней плиты 7 укладывают стык заготовки 25. Через мембранно-исполнительный механизм 19 в каналы 18 подается пар. Имея небольшую массу и высокую теплопроводность, элементы 12 разогреваются. Затем верхняя плита 5 опускается в крайнее нижнее положение (фиг. 3). При этом нагретые до заданной температуры элементы 11 входят в контакт с элементами 12, которые за счет малой тепловой инерции быстро разогреваются до заданной температуры. Происходит выравнивание температурного поля по всей поверхности плит 5 и 7. Силовыми цилиндрами 8 создается давление прессования. Стык заготовки 25 опрессовывается и выдерживается заданное время.
Затем мембранно-исполнительный механизм 19 перекрывает подачу пара и открывает доступ воде, а мембранно-испол- нительный механизм 20 перекрывает выход в конденсатную линию и открывает выход воде в систему охлаждения. Одновременно снимается усилие прессования и нижняя плита 7 опускается настолько (фиг. 4), что элементы 12 выходят из контакта с элементами 11. Между ними образуются полости 24, в которые через узел подготовки 21, регулятор давления 22 и мембранно-исполнительный механизм 23 подается охлажденный сжатый воздух. Стык изделия находится в это время под давлением, создаваемым пружинами 14. Элементы 12 быстро охлаждаются и охлаждают эластичные подушки 9, обкладки 10 и изделие 25.
По окончании процесса верхняя плита 5 поднимается в исходное положение. Таким образом, обеспечивается весь необходимый технологический процесс, включающий прессование изделия под большим давлением одновременно с нагревом и охлаждение изделия при минимальном давлении, что обеспечивает высокое качество изделий из термоэластопластов.
Использование: термообработка длинномерных стыков резинотехнических изделий. Сущность изобретения: пресс содержит плиты 5 и 7, из которых по меньшей мере одна снабжена эластичной подушкой 9 с резинотканевой пластиной 10, механизм 6 для перемещения верхней плиты 5, механизм 8 для создания давления прессования и систему терморегуляции плит. Каждая плита 5 и 7 выполнена в виде этажно расположенных элементов 11 и 12, связанных между собой направляющими 13 с пружинами 14 и уплотнителем 15 типа "сильфон". Расположенный ближе к рабочей зоне элемент 12 выполнен из материала с малой теплоемкостью и высокой теплопроводностью. Полость 24 между элементами 11 и 12, ограниченная уплотнителем 15, связана с системой терморегуляции. 5 ил.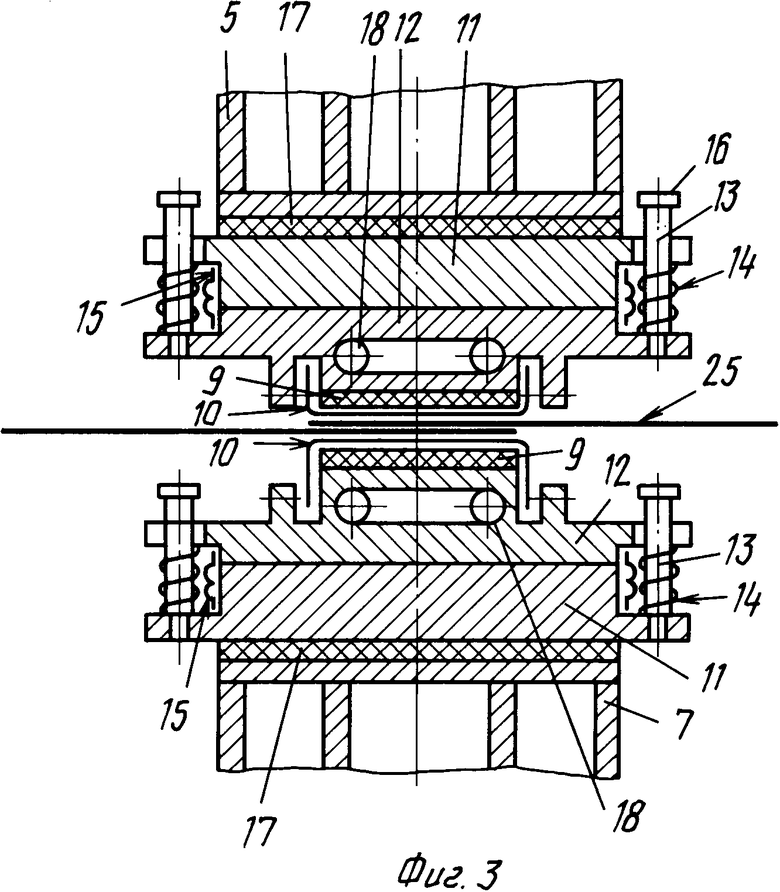
ПРЕСС ДЛЯ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТЫКОВ ИЗДЕЛИЙ, содержащий плиты, из которых по меньшей мере одна снабжена эластичной подушкой с резинотканевой пластиной, механизм для перемещения верхней плиты, механизм для создания давления прессования и систему терморегуляции плит, отличающийся тем, что каждая плита выполнена в виде этажно расположенных элементов, связанных между собой направляющими с пружинами и уплотнителем типа сильфона с образованием полости, при этом расположенный ближе к рабочей зоне элемент выполнен из материала с малой теплоемкостью и высокой теплопроводностью, а ограниченная уплотнителем полость между элементами связана с системой терморегуляции.
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1988 |
|
SU1629207A1 |
| Солесос | 1922 |
|
SU29A1 |
