Изобретение относится к сварке пластмасс и может быть применено в силовой преобразовательной технике, используемой в высокочастотных (ВЧ) технологических установках для сварки пластмасс.
Известны установки для сварки пластмасс, содержащие электрический блок и технологическую оснастку (Зайцев К.М., Мацюк М.Н. Сварка полимерных материалов, справочник. М.: Машиностроение, 1988, с. 167-175).
Однако известные установки имеют громоздкий электрический блок. Развитие техники высокочастотной сварки пластмасс в последние годы в основном происходит в направлении совершенствования технологической оснастки установок при практически неизменном подходе к проектированию электрического блока.
Наиболее близким по технической сущности к изобретению является электрический блок устройства для высокочастотной сварки пластмасс, содержащий экранирующий корпус, размещенные в нем последовательно включенные источник постоянного напряжения и высокочастотный генератор, систему автоматического управления и сигнализации, включающую цепь управления генератором (Семячкин С.Е. Сварка пластмасс в строительстве. М.: Стройиздат, 1968, с. 83-84).
В данном электрическом блоке основу составляет ламповый ВЧ генератор, питаемый от сети через силовой трансформатор и выпрямляющую цепочку. Такая тенденция развития обусловлена тем, что подбор частоты и регулирование выходной мощности в ламповых генераторах выполняются чрезвычайно просто, блок ремонтопригоден и при простоте схематического решения допускает работу на кратковременно несогласованную нагрузку, обусловленную технологическим процессом сварки пластмасс.
Однако данное традиционное исполнение электрического блока является препятствием на пути миниатюризации устройств для точечной сварки: массогабаритные показатели электрического блока, включающего в себя электронные лампы и силовые трансформаторы, работающие на частоте промышленной сети, диспропорционально велики по сравнению с технологической оснасткой. Большая материалоемкость трансформатора обуславливает и высокую стоимость блока, а ламповое исполнение активных элементов - невысокую его надежность.
Техническим результатом изобретения является создание дешевого миниатюрного электрического блока для высокочастотной сварки пластмасс, отличающегося повышенной надежностью, обеспечивание возможности изготовления блока простого схемотехнического решения в едином техническом цикле полупроводниковой технологии.
Указанный технический результат достигается тем, что в электрическом блоке устройства для высокочастотной сварки пластмасс, содержащем экранирующий корпус, размещенные в нем последовательно включенные источник постоянного напряжения и высокочастотный генератор, систему автоматического управления и сигнализации, включающую цепь управления генератором, согласно изобретению, источник постоянного напряжения выполнен с бестрансформаторным входом на базе нерегулируемого полумостового или мостового полупроводникового преобразователя с силовым импульсным трансформатором и с маломощным насыщающимся трансформатором в цепи обратной связи, а высокочастотный генератор выполнен в виде одноконтурного L-С-автогенератора по схеме индуктивной или емкостной трехточки по меньшей мере с двумя каскадами усиления мощности и со схемой защиты от перегрузки рассогласования.
В частном случае исполнения схема защиты высокочастотного генератора от перегрузки рассогласования может быть выполнена в виде выходного резистивного аттеньюатора. Высокочастотный генератор может быть снабжен размещенным в зоне его максимального нагрева термореле, включенным в цепь управления питанием генератора.
В описанном электрическом блоке выбор транзистора в качестве силового элемента высокочастотного генератора тока достаточно строго заданной частоты (± 0,5-1,0% ). С учетом этого был выбран вариант одноконтурного L-С-автогенератора, выполненного по схеме индуктивной или емкостной трехточки, поскольку в многоконтурных схемах, в отличие от одноконтурной, имеют место перескоки частоты.
Меньше двух каскадов усиления мощности на выходе L-С-автогенератора быть не может, т.к. в противном случае не удается получить требуемое технологией сварки сочетание параметров "колебательная мощность - стабильность частоты" на выходе генератора.
Нагрузкой, подключаемой к высокочастотному генератору, является линия связи с емкостью, образованной металлическими электродами, между которыми сжаты свариваемые листы пластмассы. Согласование выхода генератора с такой нагрузкой имеет место лишь в начальный момент, когда пластмасса еще не плавится. Однако как только процесс плавления пошел и сжимающие электроды сближаются мощность, отдаваемая в нагрузку, будет интенсивно падать. Такие изменения электрических свойств в контуре сварки технологически выгодны с точки зрения получения качественного шва, исключения его прожога. Но для самого высокочастотного генератора это негативный момент: транзисторный генератор указанного исполнения без схемы защиты от перегрузок в данных условиях неработоспособен.
Частный случай исполнения схемы защиты генератора от перегрузки рассогласования, эффективность которого апробирована в опытном образце блока, - это выходной резистивный аттенюатор, принимающий на себя энергию, отраженную от несогласованной нагрузки.
Аттенюатор, греющийся током, повышает устойчивость оконечного усилительного каскада генератора, но и требует соответствующих условий теплоотвода, обеспечиваемых за счет определенной металлоемкости панели генератора.
Эта металлоемкость, а соответственно масса, стоимость и габариты могут быть минимизированы, если высокочастотный генератор снабдить термореле. Размещение термореле вблизи самого горячего резистора аттенютора и включение его в цепь управления питанием генератора позволяет автоматически задержать выполнение очередного сварочного цикла, если вследствие интенсивной работы в предыдущей серии циклов произошел максимально допустимый разогрев этого резистора, т.е. благодаря термореле обеспечивается безотказность схемы генератора при средствах теплоотвода, минимизированных по металлоемкости из расчета на импульсный режим работы с заданной интенсивностью.
Кроме того, повышается стабильность работы генератора в переменных температурных условиях в режиме максимальной производительности сварочного устройства: вне зависимости от температуры окружающего воздуха настройка термореле определяет максимально допустимый температурный режим работы схемы генератора, создавая тем самым стабильные условия для генерации высокочастотных колебаний с определенным уровнем выходной колебательной мощности, при которой гарантируется качество получаемого сварного соединения. Производительность сварочного устройства при этом автоматически корректируется термореле блока в зависимости от температуры окружающего воздуха.
Методами полупроводниковой технологии возможно изготовление источника с бестрансформаторным входом на базе полупроводникового (транзисторного или тиристорного) преобразователя с силовым импульсным трансформатором, т.е. полупроводникового импульсного источника электропитания (ИИЭ). Исходя из значения мощности, потребляемой высокочастотным генератором вышеописанного исполнения в процессе сварки пластмасс, и с учетом выполнения требования минимума элементной базы, выбран ИИЭ, выполненный на базе нерегулируемого полумостового или мостового (в зависимости от значения выходной мощности: ≈400 Вт или ≈1000 Вт) преобразователя.
Из-за относительно большой мощности, снимаемой с выхода ИИЭ в условиях сварки в схему преобразователя введен маломощный насыщающийся трансформатор в цепи обратной связи, предотвращающий насыщение магнитопровода мощного силового импульсного трансформатора и выход из строя ключевых элементов, в противном случае весогабаритные параметры силового трансформатора становятся несоразмерно велики.
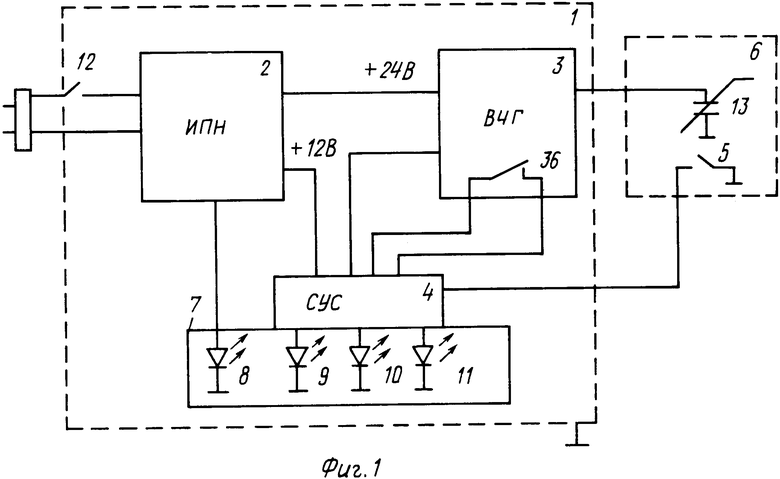
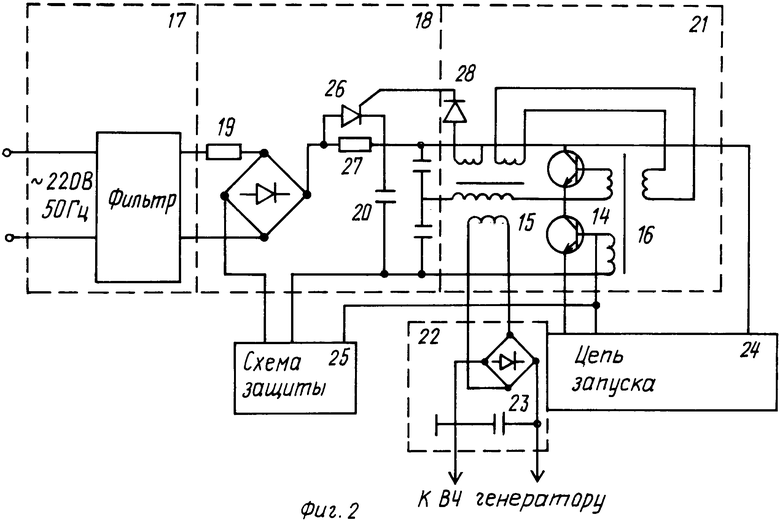
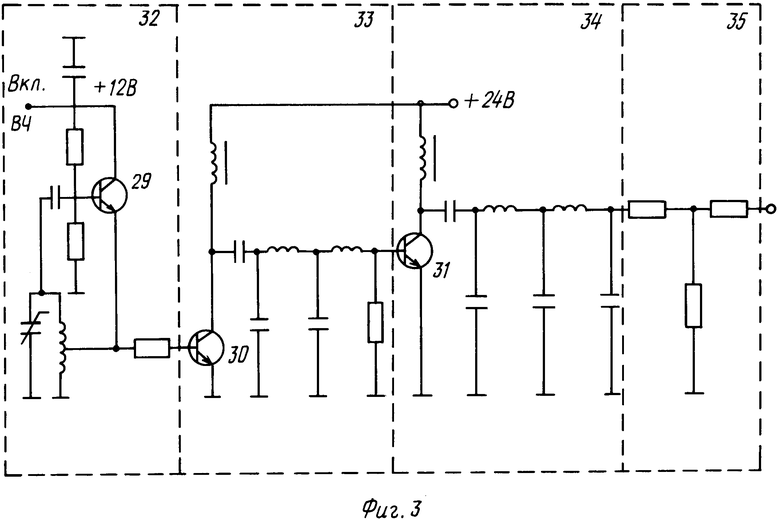
На фиг. 1 изображена общая структурная схема электрического блока устройства для ВЧ сварки пластмасс; на фиг. 2 - функциональная схема источника постоянного напряжения; на фиг. 3 - функциональная схема ВЧ генератора.
Электрический блок устройства для высокочастотной сварки пластмасс содержит экранирующий заземленный металлический корпус 1 (фиг. 1), внутри которого смонтированы панели источника 2 постоянного напряжения высокочастотного (ВЧ) генератора 3 и системы 4 автоматического управления и сигнализации (СУС). Система автоматического управления и сигнализации включает в себя цепь управления генератором 3, содержащую, например, таймер (условно не показан) в качестве задатчика длительности работы генератора 3 и дистанционный выключатель 5 таймера, размещенный по технологической оснастке 6 устройства для высокочастотной (ВЧ) сварки. На лицевой стороне 7 панели системы 4 размещены светодиоды: 8 - "Перегрузка источника", 9 - "Сеть", 10 - "Таймер", 11 - "Перегрев генератора". Вход источника 2 предназначен для подключения к промышленной сети переменного тока 220 В, 50 Гц посредством сетевого выключателя 12, а выход последовательно включенного с ним генератора 3 через линию связи к сварочному конденсатору 13 технологической оснастки 6.
Источник 2 (фиг. 2) выполнен с бестрансформаторным входом на базе нерегулируемого полумостового (или мостового - на черт. не показан) полупроводникового, например, транзисторного преобразователя 14 с силовым импульсным трансформатором 15 и маломощным насыщающимся трансформатором 16 в цепи обратной связи. Основными функциональными частями источника 2 являются входной помехоподавляющий фильтр 17, сетевой мостовой выпрямитель 18 с ограничительными резистором 19 и со сглаживающим емкостным фильтром - конденсатором 20, ключевой преобразователь 21 и выходной выпрямитель 22 со сглаживающим фильтром 23. Для обеспечения надежного включения источника 2 в его схему может быть введена специальная цепь 24 запуска, а для предотвращения выхода его из строя из-за неисправностей в нагрузке (например, при коротком замыкании) применена схема 25 защиты, связанная с базой транзистора преобразователя 14.
Цепь 24 запуска может быть выполнена, например, в виде стартовой тиристорной схемы. Для организации плавного запуска преобразователя 21 в составе выпрямителя 18 предусмотрен тиристор 26, подключенный параллельно резистору 27 и связанный с дополнительной обмоткой трансформатора 15 через диод 28.
Схема 25 защиты может включать в себя, например, резистивный датчик тока, пороговый элемент (например, тиристор), транзистор (на чертеже не показаны) и светодиод 8, выведенный на лицевую сторону 7 панели системы 4.
Генератор 3 (фиг. 3) выполнен на трех транзисторах 29, 30, 31, в виде последовательной цепочки задающего одноконтурного L-C-автогенератора 32, по меньшей мере двух каскадов 33, 34 усиления мощности и схемы защиты от перегрузки рассогласования, организованной, например, в виде выходного Т-образного резистивного аттенюатора 35. В задающем автогенераторе 32 может быть реализована как схема индуктивной (показана на фиг. 3) так и емкостной трехточки. Межкаскадное согласование может осуществляться с помощью П-образных фильтров нижних частот, обеспечивающих хорошую фильтрацию высших гармоник.
Генератор 3 снабжен предварительно настраиваемым термореле 36 (фиг. 1), включенным в цепь управления питанием генератора 3. Термореле 36 монтируется на плате в зоне максимального нагрева генератора, а именно -в непосредственной близости с элементом (например, резистором аттенюатора), наиболее греющимся при работе на рассогласованную нагрузку - емкость конденсатора 13.
Электрический блок работает следующим образом.
О подключении источника 2 к сети после нажатия кнопки выключателя 12 сигнализирует светодиод 9. Переменное напряжение 220 В, проходя через фильтр 17 (фиг. 2) и резистор 19, поступает на выпрямитель 18, где формируется постоянное напряжение 310 В, отфильтровываемое конденсатором 20 и поступающее на схему преобразователя 14 и цепь запуска 24, которая благодаря организации в ее схеме лавинообразного пробоя тиристора (условно не показан) формирует одиночные импульсы, поступающие на базу транзистора и вызывающие генерацию автоколебаний в преобразователе 14. Процесс мягкого запуска преобразователя 14 организован следующим образом.
После возникновения генерации преобразователя 14 на дополнительной обмотке трансформатора 15 появляется напряжение, которое выпрямляется диодом 28 и подается на тиристор 26, тем самым открывая последний. Тиристор 26 шунтирует резистор 27, вследствие чего на схему преобразователя 14 уже начинает подаваться максимальное напряжение с выхода выпрямителя 18, и преобразователь 14 переходит в нормальный режим работы, обеспечивая на выходе постоянное напряжение 24 В.
В режиме холостого хода источника 2, когда генератор 3 еще не подключен, на обмотке обратной связи трансформатора 15 возникают импульсы, передающиеся на обмотку трансформатора 16 и управляющие работой преобразователя 14. В режиме холостого хода амплитуда этих импульсов достаточна для нормальной работы схемы источника 2.
При подключении генератора 3 (нагрузка резко возрастает до максимума) амплитуда импульсов возрастает и на базах транзисторов преобразователя 14 появляется запирающее напряжение, тем самым понижается индукция насыщения у трансформатора 15 и повышается у трансформатора 16.
Подача питающего напряжения на вход генератора 3 осуществляется оператором по мере готовности технологической оснастки 6 (фиг. 1) к очередному сварочному циклу: нажатием кнопки выключателя 5 включается таймер СУС, управляющий длительностью работы генератора 3, о чем сигнализирует загорающийся светодиод 10. Таким образом, нормальный активный режим работы электрического блока характеризуется одновременностью свечения светодиодов 9 и 10.
Подача постоянного напряжения 12 В вызывает самовозбуждение автогенератора 32 (см. фиг. 3). ВЧ колебания заданной частоты, генерируемые автогенератором 32, последовательно усиливаются до требуемого уровня мощности в каскадах 33 и 34 и через аттенюатор 35 поступают по линии связи на сварочный конденсатор 13. По мере изменения в емкости конденсатора 13 и возрастания уровня активных потерь в нем к концу сварочного цикла происходит рассогласование нагрузки с выходом генератора 3, вызывающее нагрев резисторов аттенюатора 35. Если при определенной температуре окружающего воздуха чрезмерная интенсивность следования друг за другом сварочных циклов приведет к превышению допустимого уровня температуры у наиболее греющегося резистора аттенюатора 35, то произойдет срабатывание термореле 36 (фиг. 1). Срабатывание термореле 36 вызывает отключение светодиода 10 и таймера системы 4 с прекращением подачи питающего напряжения на генератор 3, загорается светодиод 11. Если же в схеме генератора 3 возникли неисправности, приводящие к перегрузке источника 2, то срабатывает схема 25 защиты: с датчика тока (на чертеже не показан) снимается сигнал аварийного уровня, поступающий на пороговый элемент (на чертеже не показан), открытие которого включает сигнализирующий светодиод 8 и транзистор схемы 25, производящий срыв генерации в преобразователе 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЬЕЗОПОЛУПРОВОДНИКОВЫЙ ОЗОНАТОР | 1993 |
|
RU2077473C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ СЕТЕВОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ТОК СВАРКИ | 1995 |
|
RU2076026C1 |
| ЛАМПОВЫЙ ГЕНЕРАТОР-ФОРМИРОВАТЕЛЬ НАНОСЕКУНДНЫХ РАДИОИМПУЛЬСОВ | 1992 |
|
RU2014661C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ТЕРАПИИ ЖИВОТНЫХ | 1998 |
|
RU2136335C1 |
| СПОСОБ БОРЬБЫ С ГРЫЗУНАМИ | 1996 |
|
RU2103869C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ ПЛОДА ВО ВРЕМЯ БЕРЕМЕННОСТИ | 1995 |
|
RU2103919C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ОБЪЕКТА КАСКАДНОЙ ТЕРМОЭЛЕКТРИЧЕСКОЙ БАТАРЕЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2098725C1 |
| УСТРОЙСТВО СВЧ-НАГРЕВА | 1992 |
|
RU2047283C1 |
| ВИЗУАЛЬНЫЙ МАГНИТНЫЙ КОМПАС-ДАТЧИК | 1995 |
|
RU2098759C1 |
| АВТОМОБИЛЬНОЕ ПРОТИВОУГОННОЕ УСТРОЙСТВО | 1994 |
|
RU2094260C1 |
Использование: изобретение относится к сварке пластмасс и может найти применение в силовой преобразовательной технике, используемой в высокочастотных технологических установках для сварки пластмасс. Сущность изобретения: в электрическом блоке устройства для высокочастотной сварки пластмасс источник постоянного напряжения выполнен с бестрансформаторным входом на базе нерегулируемого полумостового или мостового полупроводникового преобразователя с силовым импульсным трансформатором и с маломощным насыщающимся трансформатором в цепи обратной связи. Высокочастотный генератор выполнен в виде одноконтурного транзисторного LC - автогенератора по схеме индуктивной или емкостной трехточки по меньшей мере с двумя каскадами усиления мощности и со схемой защиты от перегрузки рассогласования. Кроме того, схема защиты от перегрузки рассогласования выполнена в виде выходного резистивного аттенюатора. Высокочастотный генератор снабжен термореле, размещенным в зоне максимального нагрева генератора. Термореле включено в цепь управления питанием генератора. 2 з.п. ф-лы, 3 ил.
| Семячкин С.Е | |||
| Сварка пластмасс в строительстве, М.: Стройиздат, 1968, с.83-84. |
