Изобретение относится к электровакуумной технике и может быть использовано в технологии производства многопучковых электронно- лучевых приборов (особенно высоковольтных проекционных ЭЛП).
В массовом производстве электровакуумных приборов широко используется технология сборки ЭОС на стеклянных изоляторах-штабиках [1].
Недостатком такого способа сборки является невозможность добиться хорошей точности сборки, чтобы отверстия в сеточных электродах, через которые проходят электронные пучки, были соосны между собой.
Наиболее близким по технической сущности к достигаемому результату является способ сборки многопучковой ЭОС, в котором параллельно расположенные металлические электроды из тонкой фольги с множеством отверстий для электронных лучей и прокладки-спейсеры из изоляционного материала совмещаются при помощи реперных отверстий и сваривается между собой методом диффузионной сварки или скрепляются механически. Рисунки с отверстиями для прохождения лучей в электродах выполнены методом фотолитографического травления [2].
Недостатками этого способа сборки ЭОС являются большая трудоемкость сборочного процесса по сравнению со штабиковой, а также утечки между электродами по изоляционным прокладкам (требования к изоляционным свойствам этих материалов особенно возрастают в высоковольтных проекционных электронно-лучевых трубках).
Целью настоящего изобретения является повышение выхода годных ЭОС путем устранения утечек между электродами.
Указанная цель достигается тем, что в предлагаемом способе сборки многопучковой ЭОС используют совмещение с помощью реперных отверстий параллельно расположенных плоских металлических электродов с множеством строго концентричных отверстий для электронных лучей.
Согласно изобретению электроды многопучковой ЭОС, выполненные в виде собственно электрода и металлического основания, диафрагмы-держатели для этих электродов, а также неплоские электроды фокусирующей системы собирают в оправке для штабикования, используя смешанную схему базирования (по внутреннему и внешнему диаметру), задавая расстояния между электродами плоскими спейсерами, затем диафрагмы-держатели и неплоские электроды закрепляют на изоляторах, плоские электроды после совмещения прижимают к соответствующим диафрагмам-держателям и приваривают лазерным лучом.
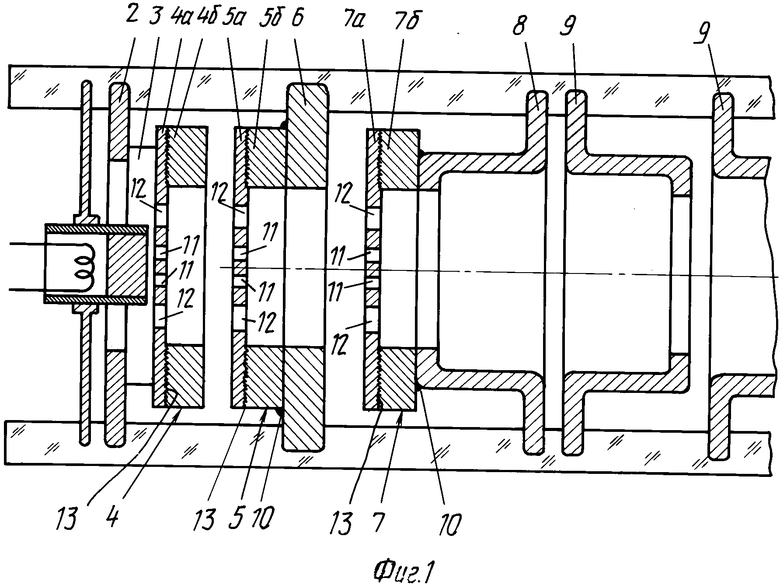
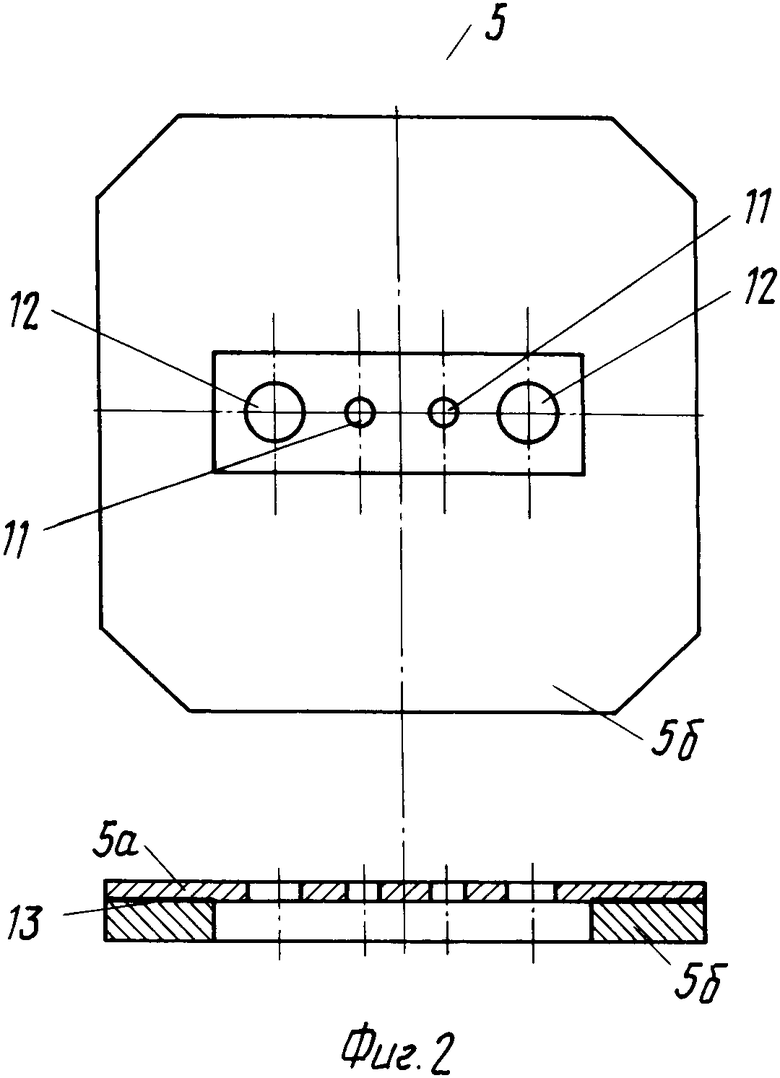
На фиг. 1 изображена схема двухпучковой ЭОС; на фиг. 2 - ускоряющий электрод двухпучковой ЭОС.
Предлагаемый способ осуществляется следующим образом.
П р и м е р. В данном случае рассматривается двухпучковая ЭОС, хотя количество пучков может быть любым, если область, занимаемая отверстиями для лучей в сеточных электродах такова, что оптическими искажениями из-за несовпадения центра каждого пучка и оси ЭОС можно пренебречь.
ЭОС двухпучковой лучевой трубки, схема которой представлена на фиг. 1, содержит последовательность плоских электродов 4, 5 и 7, каждый с двумя отверстиями 11 для пучков электронов и двумя реперными отверстиями 12, и ряд электродов 9, образующих вторую фокусирующую систему, общую для обоих пучков. Плоские сеточные электроды (модулятор 4, ускоряющий 5 и первый фокусирующий 7) состоят из двух частей, как показано на фиг. 2 на примере ускоряющего электрода. Диафрагмы этих электродов 4а, 5а, 7а паяют медным припоем 13 с соответствующими основаниями 4б, 5б, 7б. Основания необходимы для сохранения формы и плоскостности электродов при дальнейших операциях - это плоские молибденовые пластины толщиной 300 микрон, в которых вырезаны необходимые пазы методом электроэрозии, а диафрагмы изготовлены из молибденовой фольги толщиной 50 микрон методом фотолитографического травления. При сборке ЭОС применяют смешанную схему базирования: по внутреннему и внешнему диаметрам. Расстояния между электродами задают плоскими прокладками-спейсерами. После операции штабикования ускоряющий электрод 5 и первый фокусирующий 7 остаются свободными. Через реперные отверстия 12 ускоряющего электрода 5, а также через не показанные на рисунках реперные отверстия первого фокусирующего электрода и модулятора 4 продевают направляющие стержни, затем ускоряющий и фокусирующий электроды прижимаются спейсерами к соответствующим держателям 6 и 8 и привариваются в точках 10 лучом лазера.
Использование предлагаемого способа сборки ЭОС обеспечивает по сравнению с известным способом диффузионной сварки или пайки через керамические прокладки-спейсеры следующие преимущества:
а) возможность использования широко распространенного и дешевого способа посадки электродов на стеклянные изоляторы-штабики;
б) возможность заменить керамические прокладки вакуумным зазором;
в) по сравнению с прототипом выход годных увеличивается в 4 раза и снижает утечки на 90%.
Сущность изобретения: электроды, выполненные в виде собственно электрода и металлического основания, диафрагмы-держатели для этих электродов, а также неплоские электроды фиксирующей системы собирают в оправке для штабикования, используя смешанную схему базирования, задавая расстояния между электродами спейсерами, затем диафрагмы-держатели и неплоские электроды закрепляют на изоляторах, а плоские электроды после совмещения прижимают к соответствующим диафрагмам-держателям и приваривают лазерным лучом. 2 ил.
СПОСОБ СБОРКИ МНОГОПУЧКОВОЙ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ, включающий параллельное размещение электродов и их совмещение с помощью реперных отверстий в электродах, отличающийся тем, что, с целью увеличения выхода годных, электроды собирают в оправке для штабикования по смешанной схеме базирования, устанавливая расстояния между электродами с помощью спейсеров, при этом на изоляционных стержнях закрепляют диафрагмы-держатели, а электроды совмещают с помощью калибровочных стержней, прижимают их спейсерами к диафрагмам-держателям, соединение с которыми осуществляют лазерной сваркой, после чего спейсеры удаляют.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3686727, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
