Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электроэрозионной технологии изготовления электронно-оптических систем.
Целью изобретения является снижение трудоемкости.
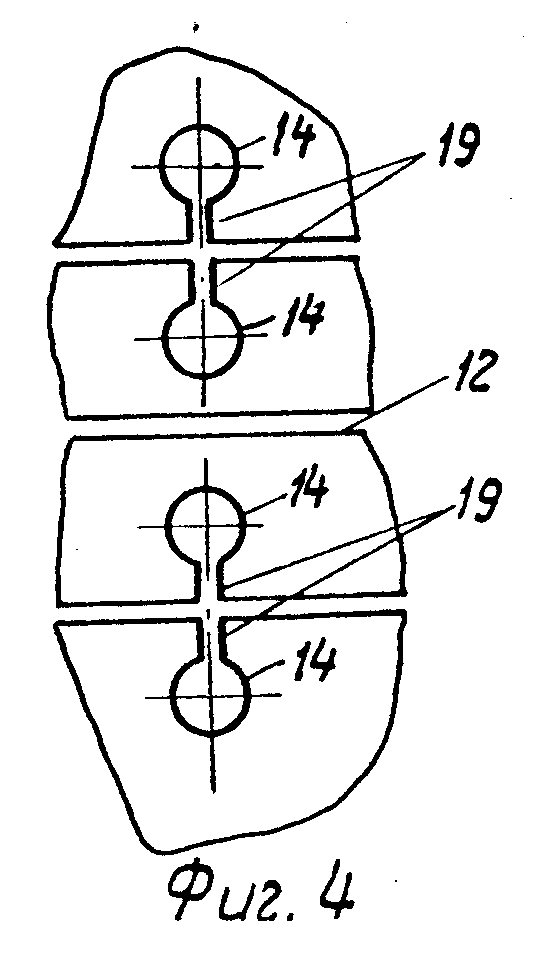
На фиг.1 изображена схема электроэрозионной обработки электродом-проволокой ЭОС многопучковых электронно-лучевых приборов; на фиг. 2 - диафрагмы с изготовленными технологическими отверстиями; на фиг. 3 - топология изготовленной четырехканальной ЭОС с заходом электрода-проволоки из одного технологического отверстия; на фиг. 4 - то же, с заходом электрода-проволоки из трех технологических отверстий; на фиг. 5 - одна из диафрагм с изготовленными вспомогательными пазами и отверстиями; на фиг. 6 - вспомогательная пластина с изготовленными пазами и отверстиями.
Сущность способа состоит в следующем. Перед сборкой оптической системы 1 в модуляторной диафрагме 2 и других диафрагмах 3-5 изготавливают соответственно прорези 6 и 7 (см. фиг. 2), например, штамповкой, сверлением или электроэрозионной прошивкой. В модуляторной диафрагме 2 прорези 6 выполняют по ее периферии с двух противоположных сторон зеркально симметрично относительно диаметральной оси. В диафрагмах 3 - 5 отверстия 7 выполняют с одной стороны на расстоянии а от центра диафрагмы, равном аналогичному расстоянию в диафрагме 2 ; количество этих отверстий в два раза меньше числа пазов 6 в диафрагме 2 или равно единице. Шаг между отверстиями во всех диафрагмах и размер а выбирают из условия, чтобы при последующей нарезке разделительных и вспомогательных пазов в диафрагмах исключить разрезание цангового зажима 8, с помощью которого обрабатываемая ЭОС 1 устанавливается на электроэрозионном станке. Технологические отверстия 7 можно изготовить в собранной ЭОС методом электроэрозионного копирования электродом-стержнем через отверстия 6.
Модуляторную диафрагму 2 с изготовленными в ней пазами 6, две керамические пластины 9 с предварительно нанесенной металлизацией на их плоскостях и вспомогательную диафрагму 10, являющуюся конструктивным элементом для осуществления сборки, спаивают в единый блок так, чтобы керамические пластины 9 не перекрывали полностью пазы 6 и отверстия 7 (см. фиг. 1). После этого производят окончательную сборку оптической системы, включая все остальные вспомогательные диафрагмы.
Собранную ЭОС 1 крепят в цанговый зажим 8, предварительно выверенной относительно электрода-проволоки 11. Если в диафрагмах 3-5 изготовлено по одному отверстию 7 (см. фиг. 1), например центральному, то обработку начинают с нарезки первого центрального разделительного паза 12 в модуляторной диафрагме 2 с одновременной нарезкой вспомогательного паза 13 (см. фиг. 5) в других диафрагмах, с заходом из которых осуществляют последовательную обработку отверстий 14 и остальных разделительных 15, 16 и вспомогательных 17, 18 пазов. При этом с целью уменьшения рассеяния электронного тока пучка из-за образующихся при этом прорезей 19, соединяющих формирующие каналы с пазами, диаметры каналов изготавливают в несколько раз больше, по крайней мере в 5 раз, ширины этих щелей, что легко реализуется за счет использования тонкой молибденовой проволоки диаметром 0,02-0,03 мм и нарезки пазов за один проход. Начало и окончание нарезки разделительных пазов в модуляторной диафрагме и вспомогательных пазов в других диафрагмах производится с выходом электрода-проволоки в прямоугольные технологические пазы модуляторной диафрагмы, что обеспечивает электрическое разделение образующихся при этом частей модулятора 20-25. Перед установкой изготовленной ЭОС в горловину кинескопа отдельные части модулятора попарно 20, 21 и 22, 23 закорачивают металлическими перемычками с целью упрощения подвода управляющего сигнала к средним формирующим каналам, а плющенки-перемычки, использовавшиеся при закорачивании диафрагм для осуществления электроэрозионной обработки, удаляют.
Использование предлагаемого способа изготовления ЭОС позволило создать комплект четырехпучковых проекционных ЭЛП с красным, зеленым и синим цветами свечения экрана для отображения знакографической информации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ МНОГОПУЧКОВОЙ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ | 1990 |
|
RU2018187C1 |
| Электронно-лучевой прибор | 1991 |
|
SU1812576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО КАБЕЛЯ (ВАРИАНТЫ) | 1997 |
|
RU2173474C2 |
| КОМПЛАНАРНАЯ ЭЛЕКТРОННО-ОПТИЧЕСКАЯ СИСТЕМА ЦВЕТНОГО КИНЕСКОПА | 1988 |
|
RU1535262C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
| Электронно-оптическая система приемной электронно-лучевой трубки | 1985 |
|
SU1314853A1 |
| МНОГОЦВЕТНЫЙ КАТОДОЛЮМИНЕСЦЕНТНЫЙ ЭКРАН И ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР НА ЕГО ОСНОВЕ | 2004 |
|
RU2301824C2 |
| КАТОДНО-МОДУЛЯТОРНЫЙ УЗЕЛ | 1985 |
|
RU1380509C |
| Катодно-модуляторный узел электронно-лучевого прибора | 1981 |
|
SU945917A1 |





Сущность изобретения: при изготовлении отверстий в модуляторе и управляющих электродах выполняют прорези электроэрозионным способом. Оси прорезей совпадают с центрами отверстий. 6 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПУЧКОВОЙ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ, включающий изготовление заготовок модуляторов и управляющих электродов с прорезями, закрепление заготовок на керамических или (и) стеклянных держателях, размещение проволочного электрода в прорезях модулятора и управляющего электрода, выполнение электроэрозией отверстий в модуляторе и управляющих электродах, отличающийся тем, что, с целью снижения трудоемкости, прорези в модуляторе и управляющих электродах выполняют на их периферийных участках зеркально симметрично относительно диаметральных осей, совпадающих с центрами отверстий, перед выполнением которых в модуляторе и управляющих электродах прорезают сопряженные с прорезями сквозные пазы, оси которых совпадают с центрами отверстий, при этом ширину прорезей выбирают равной не более 0,2 D, где D - диаметр отверстия.
| Способ изготовления электронного прожектора электроннолучевых приборов | 1978 |
|
SU744776A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
