Изобретение относится к полупроводниковому производству, а именно к конструкции кассеты для групповой диффузионной обработки полупроводниковых пластин.
В полупроводниковом производстве широко используется кассета для групповой диффузионной обработки полупроводниковых пластин, представляющая собой основание с продольными или поперечными пазами, в которые вставляются полупроводниковые пластины [1].
Основным недостатком известной конструкции является повышенная площадь участка полупроводниковой пластины, находящегося в пазу кассеты, особенно если основание имеет вид сегмента цилиндра.
Известно, что значения параметров диффузионного слоя, формируемого в полупроводниковой пластине, в пазу кассеты отличаются от значения указанных параметров на остальной площади полупроводниковой пластины, причем указанное различие тем больше, чем больше глубина и меньше ширина паза кассеты.
Наиболее близким техническим решением, выбранным в качестве прототипа, является конструкция кассеты для проведения групповой диффузионной обработки полупроводниковых пластин [2]. Известное устройство представляет собой основание, на внутренней поверхности которого продольно расположены ребра с пазами для размещения полупроводниковых пластин. Так как пазы формируются только в ребрах, а число ребер и площадь поперечного сечения каждого ребра сведены до минимума, то площадь участка полупроводниковой пластины, находящегося в пазу кассеты, весьма незначительна.
Основным недостатком известной конструкции является повышенная ширина паза для фиксации полупроводниковых пластин, что приводит к снижению числа пластин обрабатываемых в одном процессе, а также отмечается заклинивание пластин в указанных пазах, особенно во время процессов, соприкасающихся образованием на поверхности полупроводниковых пластин и/или кассеты диффузионных стекол, что приводит к повышенному механическому бою дорогостоящих полупроводниковых пластин.
На практике форма паза в ребрах кассеты никогда не является идеально прямоугольной: из-за технологических особенностей самого процесса нарезания пазов они имеют явно выраженную коническую форму, сужающуюся в направлении к основанию кассеты или в радиальном направлении (если боковые ребра не прорезаются насквозь). В результате ширина паза в его верхней части может в 2-3 раза превышать толщину обрабатываемой пластины, тогда как в глубине паза указанная пластина "заклинивает", не доставая дна паза. Понятно, что в этом случае при термических операциях полупроводниковая пластина или заклинивает, или растрескивается в пазу кассеты, особенно если коэффициент термического (линейного) расширения материала пластины и кассеты значительно различается. Для устранения указанного недостатка приходится формировать заведомо широкие пазы, в которых обрабатываемая пластина находится на дне паза, при этом ширина паза в его верхней части в 3-6 раз превышает толщину обрабатываемой пластины. Так как загрузка пластин в одном процессе определяется числом пазов, а число нарезанных пазов при фиксированном размере кассеты в основном определяется шириной паза в его верхней части (ширина разделительной перегородки на практике не зависит от толщины обрабатываемых пластин и является минимальной, обеспечивающей механическую прочность и целостность кассеты при резании пазов и в процессе эксплуатации), то ясно, что повышенная ширина паза приводит к существенному (на 20-30%) уменьшению числа пластин, обрабатываемых в одном процессе, с соответствующим возрастанием материальных затрат.
Кроме того, если обрабатываемая пластина "висит" на боковых ребрах кассеты, то даже максимальная ширина паза не спасает от механического воздействия кассеты на пластину, что приводит к появлению микротрещин в месте контакта пластины и кассеты с последующим снижением процента выхода годных в пластинах.
На практике ширину паза никогда не делают "избыточно" большой, находя компромиссное соотношение между загрузкой пластин в одном процессе и повышенным механическим боем пластин. Следует отметить, что в настоящее время в полупроводниковом производстве не известны конструкции кассет для групповой диффузионной обработки пластин с индивидуальной фиксацией, позволяющие решить указанные проблемы.
Целью изобретения является увеличение числа полупроводниковых пластин, обрабатываемых в одном процессе с применением кассеты для групповой диффузионной обработки, и исключение их залипания и заклинивания в пазах кассеты.
Цель достигается тем, что в известной конструкции кассеты для групповой диффузионной обработки пластин, содержащей основание, на внутренней поверхности которого продольно расположены ребра с пазами для размещения пластин, пазы в ребрах доходят до основания кассеты, а в основании кассеты под пазами выполнены углубления, размеры которых вдоль и поперек ребра не менее соответствующих размеров паза в месте соединения ребра с основанием кассеты.
Предложенная конструкция исключает контакт полупроводниковой пластины с дном паза, что, с одной стороны, исключает залипание и заклинивание пластин в пазах кассеты, с другой стороны, позволяет значительно уменьшить ширину самого паза.
Сопоставительный анализ с прототипом показывает, что появляемая кассета для групповой диффузионной обработки пластин, содержащая основание, на внутренней поверхности которого продольно расположены ребра с пазами для размещения пластин, отличается тем, что пазы в ребрах доходят до основания кассеты, а в основании кассеты под пазами выполнены углубления, размеры которых вдоль и поперек ребра не менее соответствующих размеров паза в месте соединения ребра с основанием кассеты. Следовательно, заявляемая кассета отвечает критерию изобретения "новизна".
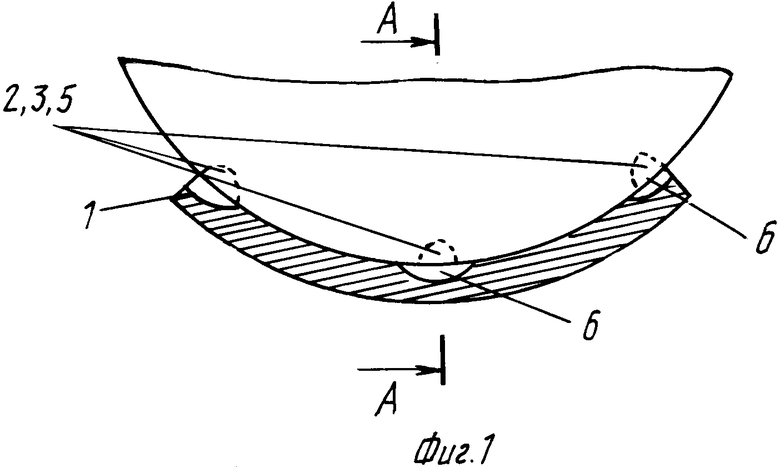
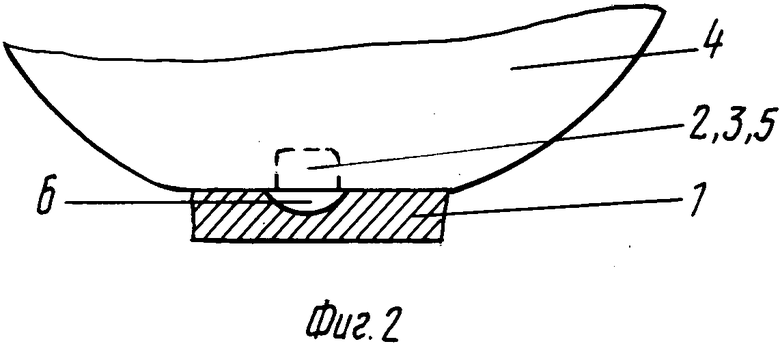
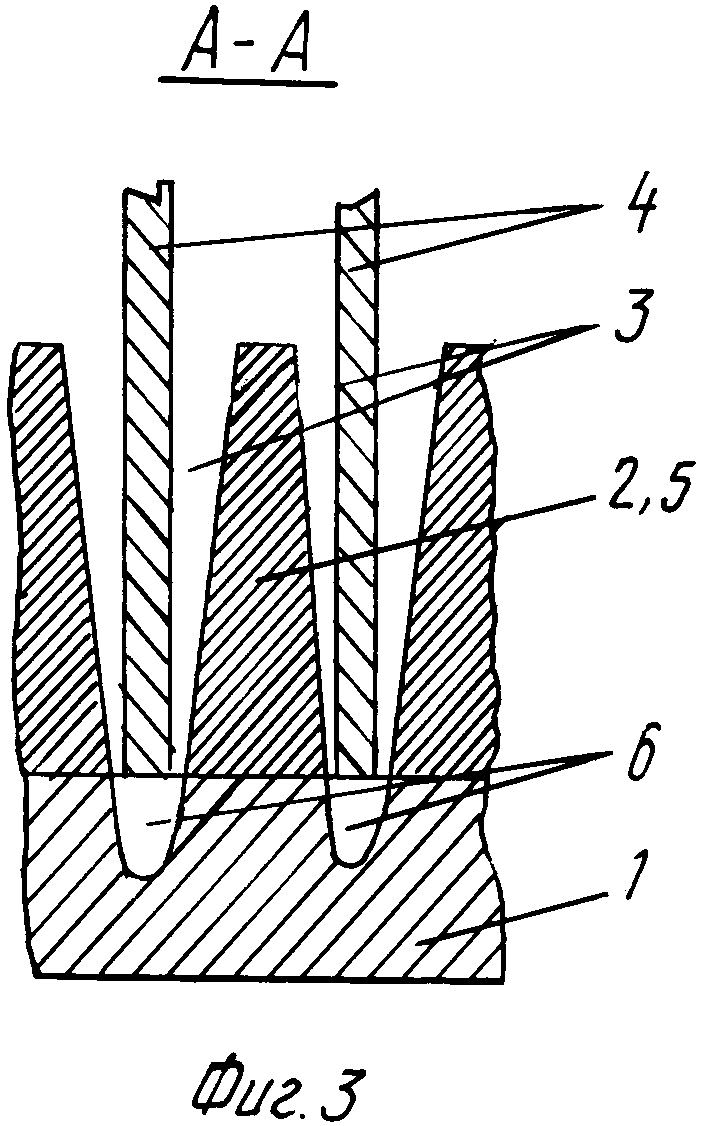
На фиг. 1 показана кассета; на фиг. 2 - вариант конструкции; на фиг. 3 - разрез А-А фиг. 1.
Кассета для групповой диффузионной обработки полупроводниковых пластин (фиг. 1), предназначенная для промышленного применения, содержит основание 1, имеющее форму сегмента цилиндра, изготовленное из кварцевой трубы диаметром 110 мм марки ПНП ГО ВШЛО 027.241 ТУ. Общая длина основания 63 мм, высота 15 мм, толщина 5 мм. На внутренней поверхности основания из кварцевых штабиков диаметром 5 мм сформированы продольные ребра 2 высотой 3,5 мм. В ребрах 2 прорезано 55 пазов 3 шириной 500 мкм (в верхней части паза), предназначенных для фиксации полупроводниковых пластин 4 и доходящих до основания 1. Ширина разделительных перегородок 5 между пазами 500 мкм (в верхней части паза). В основании 1 под пазами 3 выполнены углубления 6 величиной 1,5 мм и шириной 400 мкм. Размер углублений 6 вдоль и поперек ребер 2 не меньше соответствующих размеров паза 3 в месте соединения ребер 2 с основанием 1 кассеты. Очевидно, что загруженная в пазы 3 полупроводниковая пластина 4 не контактирует с "дном" углубления 6, так как опирается на основание 1 и "висит" над углублением 6. Понятно, что при длине рабочей зоны диффузионной печи 600 мм загрузка полупроводниковых пластин в одном процессе составит 495 пластин диаметром 100 мм толщиной 350 мкм, для чего в лодочке-носителе размещают 9 кассет предложенной конструкции.
Следует отметить, что при использовании кассет известной конструкции число пазов в одной кассете не превышает 40, так как при той же ширине разделительной перегородки 5, равной 500 мкм, ширина паза 3 в верхней части должна быть не менее 1000 мкм (чтобы обеспечить ширину "дна" паза не менее 400 мкм). Таким образом, при тех же условиях, загрузка пластин в одном процессе составит не более 360 пластин и производительность канала диффузионной печи снижается приблизительно на 35%. Однако даже такая ширина паза не гарантирует отсутствия залипания и заклинивания полупроводниковых пластин в пазах кассеты.
Таким образом, предложенная кассета для групповой диффузионной обработки пластин позволяет на 20-30% увеличить число пластин, обрабатываемых в одном процессе, и исключить их залипание и заклинивание в пазах кассеты.
Понятно, что предложенная конструкция может иметь различные модификации как основания, так и ребер, в том числе может быть изготовлена из различного материала (кварца, поликремния, карбида кремния, монокремния и т.д.), а также комбинации различных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТА ДЛЯ ГРУППОВОЙ ДИФФУЗИОННОЙ ОБРАБОТКИ КРЕМНИЕВЫХ ПЛАСТИН | 2008 |
|
RU2357319C1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ДИФФУЗИОННОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2010 |
|
RU2408949C1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ТРАНСПОРТИРОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2010 |
|
RU2408953C1 |
| КАССЕТА ДИФФУЗИОННОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2010 |
|
RU2432637C1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ТРАНСПОРТИРОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2008 |
|
RU2357322C1 |
| УСТРОЙСТВО ДЛЯ ШЕЛУШЕНИЯ ЗЕРНА | 1992 |
|
RU2043154C1 |
| ЭЛЕКТРОУСТАНОВОЧНАЯ КОРОБКА | 1994 |
|
RU2110876C1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ТРАНСПОРТИРОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2012 |
|
RU2485622C1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ТРАНСПОРТИРОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2012 |
|
RU2485623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
Использование: микроэлектроника, конструкция кассеты для групповой диффузионной обработки полупроводниковых пластин. Сущность изобретения: кассета для групповой диффузионной обработки полупроводниковых пластин содержит основание, на внутренней поверхности которого продольно расположены ребра с пазами для размещения пластин, причем пазы в ребрах доходят до основания кассеты, а в основании кассеты под пазами выполнены углубления, размеры которых вдоль и поперек ребра не менее соответствующих размеров паза в месте соединения ребра с основанием кассеты. 3 ил.
КАССЕТА ДЛЯ ГРУППОВОЙ ДИФФУЗИОННОЙ ОБРАБОТКИ полупроводниковых пластин, содержащая основание, на внутренней поверхности которого продольно расположены ребра с пазами для размещения пластин, отличающаяся тем, что пазы в ребрах доходят до основания кассеты, а в основании кассеты под пазами выполнены углубления, размеры которых вдоль и поперек ребра не менее соответствующих размеров паза в месте соединения ребра с основанием кассеты.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
