(54) УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Источник питания сварочной дуги | 1978 |
|
SU727363A1 |
| Устройство для дуговой сварки | 1981 |
|
SU967712A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Устройство для дуговой сварки | 1974 |
|
SU554967A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2094193C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| Источник питания переменного тока | 1990 |
|
SU1731501A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
1
Изобретение относится к дуговой сварке, в частности к источникам питания для сварки электрической дугой постоянного тока,.
Известны сварочные выпрямители, которые обеспечивают сварку на .постоянном токе. Указанные устройства состоят из трансформатора, блока вентилей, дросселя 1..
Однако подобные устройства отличаются значительным весомей габаритами. Сварочный выпрямитель на ток 300 А весит 230 кг. Основной вес в таком устройстве приходится на сварочный трансформатор, габариты и вес которого обусловлены частотой питающей сети. При питании трансформатора от сети прсмышленной частоты (50 Гц) вес сварочного трансформатора не может быть произвольно уменьшен при сохранении исходных выходных параметров .
Наиболее близким по технической сущности является устройство на базе импульсных преобразователей постоянного напряжения, содержащее входной и выходной выпрямители, трансформатор, блок управления и два ключа, соединенных последовательно и включенных параллельно выходу входного выпрямителя. Нагрузка в этом устройств должна быть включена через две конденсаторные батареи 2.
Недостаток этого устройства - наличие дополнительных конденсаторных батарей, что повышает его весогабаритные показатели.
Цель изобретения - понижение весогабаритных показателей устройства, за счет исключения дополнительных конденсаторных батарей, а также улучшение качества сварного соединения за счет высокочастотной модуляции сварочного тока.
Цель достигается тем, что общая точка ключей соединена с первичной обмоткой трансформатора.
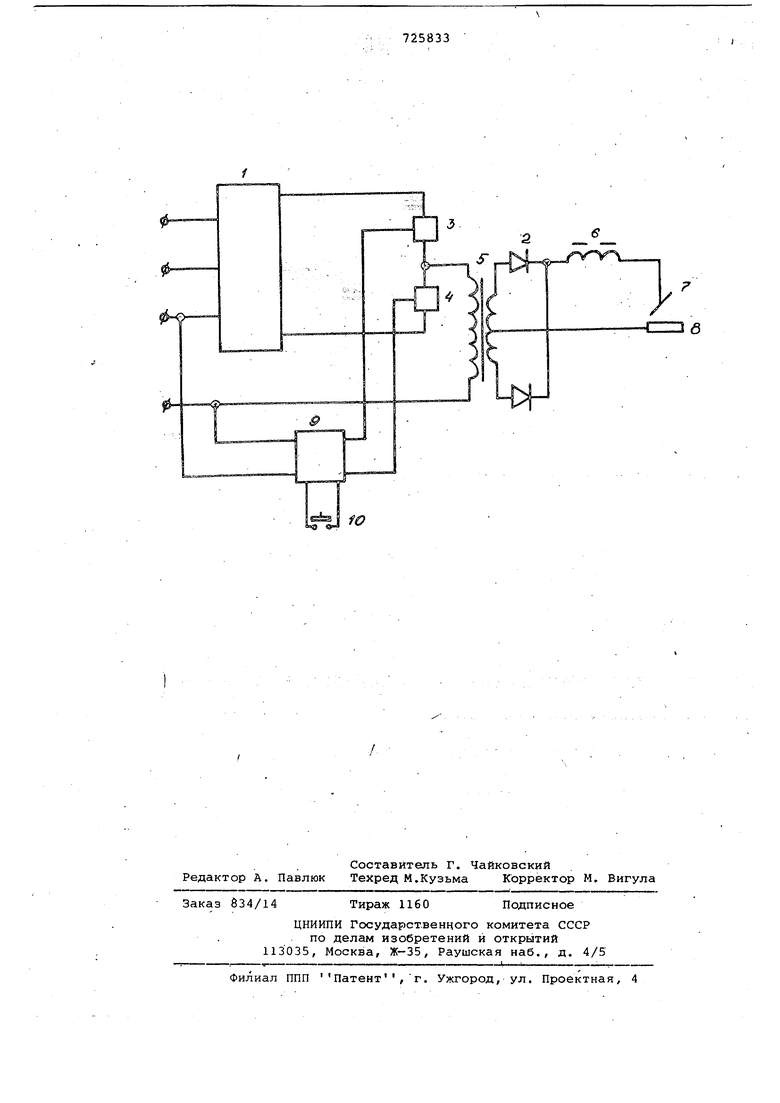
На чертеже изображена принципиальная электрическая схема устройства.
Устройство содержит входной 1 и выходной 2 выпрямители, два ключа 3 и 4, соединенные последовательно и подключенные параллельно выходу входного выпрямителя, трансформатор 5, первичная обмотка которого подключена одним выводе к общей точке ключей, а вторым - к нулевому проводу питающей трехфазной сети, дроссель 6, сварочный электрод 7 и сварочное изделие 8, подключенные последователЬно со сглаживающим дросселем, к выходному выпрямителю 2, блок 9 управления работой ключей 3 и 4 с кнопкой 10 пуск. Устройство работает следующим образом. При нажатии кнопки 10 блок управления 9 начинает непрерывно вырабатывать управляющие импульсы, обеспечива ющие .периодическое и поочередное вклю чение и выключение бесконтактных управляемых коммутаторов 3 и 4. При это на первичной обмотке сварочного транс формато за начинают протекать высокочастотные импульсы переменного тока, частота которых определяется блоком управления, а амплитуда - выходным напряжением выпрямителя 1 и параметрами трансформатора. При поступлении управлянхцего сигнала на ключ 3 он открывается и ток начинает протекать по цепи: (+) выпрямителя I, ключ 3, первичная обмотка сварочного трансформатора 5, нулевой привод трехфазной сети. Затем блок управления обеспечивает запирание ключа 3 и включение ключа 4,. так что ток начинает течь в обратной направлении по цепи: нулевой привод трехфазной сети, первичная обмотка сварочного трансформатора 5, ключ 4, (-) выпрямителя 1. Импульсы, переменного сварочного тока во вторич ной обмотке трансформатора выпрямляют ся диодами 2 и подаются через дроссель б на дуговой промежуток 7, 8. Величина сварочного тока может регулироваться грубо - изменением выходного напряжения выпрямителя 1 и плавно - изменением частоты следовавия . управляющих импульсов, вырабатываемых блоком управления, и длительности про межутка времени, в течение которого каждый из ключей нахЬдйтся -S отйрытсм состоянии. На входе входного выпрямителя могут быть поставлены высокочастотные фильтры, исключаюа1ие проникновение высокочастотной составляющей в питающую сеть.. Предлагаемое изобретен те значитель но уменьшает вес и габари.ты сварочного трансформатора за счет увеличения частоты питающего его напряжения, что позвол|1ет; снизить вес трансформатора до 10 кг по сравнению с 200 кг в известных выпрямителях; облегчает подбор вежима сварки из-за возможности плавно изменять сварочный ток в широком диапазоне, причемулучгаается качество сварного соединения за счет высокочастотной модуляции выпрямленного сварочного тока, а также вследствие возможности практически безинерционного управления сварочным током. Источник питания может быть использован во всех отраслях промышленности, где применяется дуговая сварка плавящимся инеплавящимся электродом и требуется, чтобы сварочный источник был переносным. Такой источник питания для сварки постоянным током при токе сварки 400 А имеет вес около 40 кг, что позволяет делать его переносным и в 5 раз уменьшить расход дорогостоящих активных материалов при изготовлении. Экономия активных материалов при изготовлении источника питания на ток 400 А 100-кг. Потребность источников питания в народном хозяйстве страны в год составляет около 1000 шт. Экономия активных материалов в год - 100 т. Годовой экономический эфф.ект от внедрения одного источника питания данного типа в промышленность 2000 руб. Формула изобретения , Устройство для дуговой сварки, соДержащее входной и выходной выпрямители, трансформатор, блок управления и два ключа, соединенных последовательно и включенных параллельно выходу входноговыпрямителя, о т л и ч а ю щ е ее я тем, что, с целью понижения весогабаритных показателей устройства за счет исключения дополнительных конденсаторных батарей, а также улучшения качества сварного соединения за счет высокочастотной модуляции сварочного тока, общая точка ключей соединена с первичной обмоткой трансформатора. Источники информации, принятые во внимание при экспертизе 1.Патон Б, Е. Технология электрической сварки металлов и сплавов плавлением. М., Машиностроение, 1974, с. 388. 2.Александров Ф. И. Импульсные преобразователи и стабилизаторы,Л Энергия, 1970, с. 5-11.
