Изобретение относится к горной промышленности и может быть использовано для крепления горных выработок при ведении подземных горных работ.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ, включающий бурение шпура и введение в него стержня на термопласт с разогретым до размягчения концом, который деформируют в шпуре.
Недостатками способа являются высокие затраты и низкая производительность работ, что связано с необходимостью расширения донной части шпура, оснащаемого анкером.
Целью изобретения является снижение затрат на установку анкера.
С этой целью, согласно известному способу, включающему бурение шпура, введение в него стержня из термопласта с разогретым концом, деформирование его в шпуре путем приложения вдавливающих нагрузок, разогретый участок стержня до его деформирования покрывают клеющим составом.
Кроме того, вдавливающую нагрузку снижают после остывания стержня.
Кроме того, на поверхности деформируемого участка стержня выполняют выемки, которые заполняют клеющим составом.
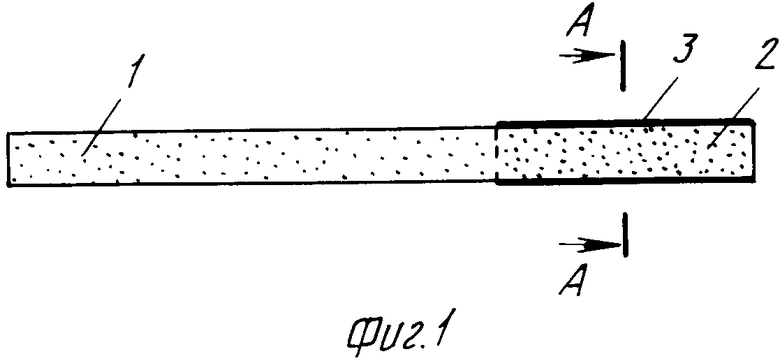
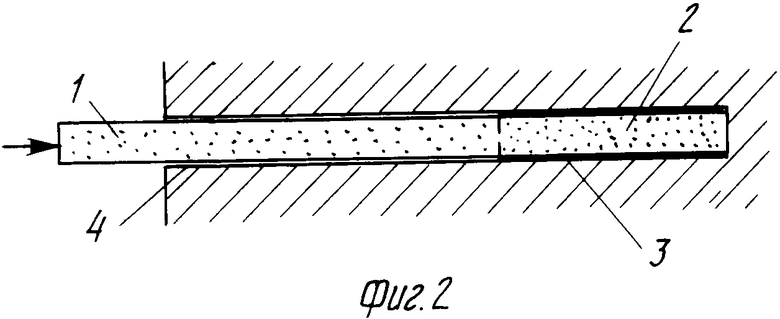
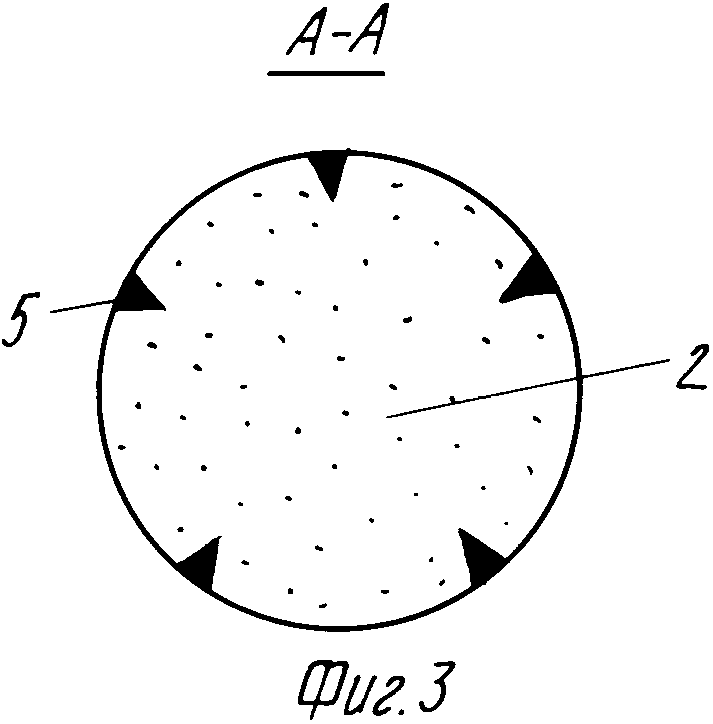
На фиг.1 показан стержень, готовой к введению в шпур; на фиг.2 - стержень в шпуре; на фиг.3 - разрез А-А на фиг.1.
Стержень 1 из термопласта разогревают с одного конца. Разогретый участок 2 стержня покрывают клеющим составом 3, например ненасыщенной полиэфирной смолой. Пленку клеющего состава 3 на поверхности стержня 1 формируют путем опускания его конца в емкость с клеем. После этого стержень 1 погружают в шпур 4, длина которого меньше длины стержня 1. Стержень упирается в дно шпура 4; так как его участок 2 разогревают до размягчения, то при приложении вдавливающих усилий к выступающему из шпура концу стержня 1 происходит пластическая деформация разогретого участка стержня и за счет течения материала стержня зазор между стенками шпура 4 и стержнем 1 уменьшается. При этом материал стержня 1 прижимается плотно к стенкам шпура 4, а пленка клеющего состава 3 запрессовывается между горными породами и телом стержня 1. Избыток клеющего состава 3 выдавливается в зазор между стенками шпура и неразогретым участкам стержня 1. После этого на выступающий конец стержня 1 надевают опорную плиту (не показана), анкер готов к работе.
Диаметр стержня 1 целесообразно принимать на 0,5-1 см меньше диаметра шпура 4, что обеспечивает качественную запрессовку и приклеивание стержня. Разогреваемый участок 2 стержня 1 может снабжаться выемками, например продольными канавками 5, которые заполняются клеющим составом 3. При деформировании стержня берега канавок 5 смыкаются, состав 3 выдавливается в зазор между стержнем и стенками шпура, что обеспечивает повышение качества закрепления стержня. Длина участка 2 стержня может быть равной длине шпура 4.
С целью повышения качества закрепления стержня вдавливающую нагрузку снимают после остывания стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ АНКЕРА | 1990 |
|
RU2009327C1 |
| Способ установки трубчатого анкера | 1989 |
|
SU1681009A1 |
| Способ установки анкера | 1989 |
|
SU1684509A1 |
| Способ крепления горных выработок полимерными анкерами | 1989 |
|
SU1668684A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОПОРНОЙ ПЛИТЫ ПОЛИМЕРНОГО АНКЕРА | 1991 |
|
RU2036310C1 |
| СПОСОБ УСТАНОВКИ ВИНТОВОГО АНКЕРА | 1990 |
|
RU2017972C1 |
| ТРУБЧАТЫЙ АНКЕР | 1990 |
|
RU2009328C1 |
| Способ установки анкера | 1989 |
|
SU1716154A1 |
| СПОСОБ КОНТУРНОЙ ОТБОЙКИ ГОРНЫХ ПОРОД | 1991 |
|
RU2023878C1 |
| Способ борьбы с пучением почвы горных выработок | 1990 |
|
SU1751349A1 |
Использование: в горной промышленности при креплении горных выработок анкерной крепью. Сущность: для снижения затрат на установку анкера разогревают один конец стержня из термопласта до его размягчения и покрывают разогретый участок стержня слоем клеящего состава. После этого задавливают стержень в шпур с пластическим деформированием его разогретого конца. При этом стержень распирается и приклеивается в канале шпура. 2 з.п. ф-лы, 3 ил.
| Авторское свидетельство СССР N 4722937, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
