Изобретение относится к машинам для механической обработки кож и может быть использована для их обработки на проход, например, шлифования, разводки, полировки, мездрения, волососгонки.
Известна машина для мездрения шкур, содержащая ножевой вал (рабочий орган) и блок транспортирующих резиновых и рифленых валов, каретку с прижимным устройством. Основной недостаток известной машины-низкая производительность и большая трудоемкость при обслуживании, так как обработка шкур осуществляется за два прохода при двух заправках шкуры в машину.
Известен агрегат для механической обработки шкур на проход, содержащий волососгонно-чистильные и мездрильные рабочие органы (ножевые валы), связанные кинематически транспортирующим средством, загрузочное и разгрузочное приспособления и подающие валы, установленные с одной стороны рабочих органов.
Основным недостатком известного агрегата является то, что он не может работать на ускоренном режиме и не может обеспечить высокое качество обработки шкур. Это обусловлено предложенным конструктивным исполнение по установке в последовательности и режиме двух рабочих органов, волососгонного устройства, имеющего ножевые валы и чистильные валы во взаимосвязи их с конвейером. В данном случае при установке в последовательности двух рабочих органов один за другим, без учета сложной предложенной конвейерной системы, и при вращении ножевых и чистильных валов в одном направлении движения (по ходу заготовки), при наличии прижимных валов с одной стороны агрегат является просто не работоспособным на проход по данному участку.
Если учесть, что противоположные концы шкуры неровные, то никакие прижимы на конвейере не смогут надежно удержать шкуру, например, перед мездрильным валом, так как отдельные концы могут оборваться и т.д. При конструкции, когда валы двух рабочих органов установлены вместе и вращаются в одном направлении движения, даже при установке дополнительных валов с другой стороны, агрегат также останется неработоспособным.
Известна машина для обработки кож, например, для разводки, содержащая основание, ножевой вал, установленный во втулках кронштейнов на основании с изменением направления винтовых линий, ножей с реверсированным вращением от привода и муфты.
Известная машина обеспечивает обработку шкур на проход.
Основным недостатком известной машины является то, что она не может, в принципе, постоянно однородно осуществлять обработку шкур по сравнению с моментом ее обработки.
При постоянно вращающемся вале с постоянной установкой ножей к моменту работы вала, далее происходит изменение направления винтовых линий ножей и реверсирование ножевого вала. Чем больше подача заготовки, тем больший пролет хуже обработанной кожи, а значит, ускоренная подача такому ножевому валу противопоказана.
Кроме того, сложная конструкция такого вала, с наличием установки деталей в его полости, с учетом того, что вал работает в агрессивной среде, воде, извести и т.д. и имеет сложную систему реверсирования, снижает надежность, в связи с чем на кожевенных заводах в основном продолжают работать на валах с зачеканенными ножами.
Цель изобретения - обеспечение работы машины на ускоренном режиме для повышения производительности, а также качества и надежности.
Поставленная цель достигается тем, что машина для механической обработки кож на проход, например шлифования, разводки, мездрения и волососгонки, содержащая основание, ножевой вал, установленный во втулках кронштейна, с изменением направления винтовых линий ножей, с реверсированным вращением от привода, с возможностью обработки по ходу одной части кожи с вращением ножевого вала в одном направлении и второй части кожи с вращением в обратном направлении, с обязательным изменением направления винтовых линий ножей, а также содержащая прижимной вал и транспортирующие валы, установленные по обе стороны ножевого вала, и снабженные механизмом прижима от гидроцилиндра, и склизы для перемещения кожи и сброса отходов, закрепленные в одном положении, снабжена дополнительным ножевым валом, смонтированным последовательно на одной горизонтальной оси в дополнительных втулках кронштейна основного ножевого вала, при этом основной и дополнительные ножевые валы выполнены с возможностью постоянного вращения, один по ходу движения, а второй в противоположном направлении движения заготовки, и снабжена дополнительным прижимным валом, причем основной и дополнительный прижимные валы смонтированы на зависимой подвеске, выполненной в виде серег, связанных между собой валом, установленным на основании шарнирно между основным и дополнительным ножевыми валами и параллельно установки их осей, с возможностью поочередного поворота в сторону основного и дополнительного ножевых валов, при этом одна из серег снабжена упорными рамками, установленными по обе стороны вала, и снабжена механизмом прижима валов, выполненным в виде ползушки, несущей подпружиненную площадку, с возможностью горизонтального перемещения на основании контактирующей с рамками по серьге и связанной с механизмом перемещения ползушки, при этом прижимные валы посредством цепной передачи кинематически связаны между собой и с транспортирующими валами.
Механизм перемещения ползушки выполнен в виде подвижного полого корпуса, вертикально установленного на основании и посредством зубчато-реечной передачи связанного с ползушкой несущего двуплечего рычага с упором, связанного с эл. магнитом, эл. соединенным с эл. концевиком и контактирующим с заготовкой на выходе, и штока, несущего канавку, помещенного в полости корпуса с возможностью возвратно-поступательного перемещения от эксцентрика, смонтированного на транспортирующем валу, при этом свободный конец несущего двуплечего рычага и упор взаимодействуют с шарнирными упорами на основании, а фиксатор контактирует с канавкой на штоке.
Для образования канала для четкого прохода заготовки при поворотах прижимных валов, в зоне транспортирующих валов шарнирно, одним концом установлены пластины-склизы, свободный конец которых контактирует с упорами на серьгах, а между прижимными валами на серьгах установлена неподвижная пластина-склиз, которая через тягу одним концом связана с пластиной, установленной сверху, расположенной между основным и дополнительным ножевыми валами.
Для создания эффекта противовеса при повороте прижимных валов, отверстия на серьгах под установку вала выполнены с некоторым смещением вниз по отношению к горизонтальной оси установки полуосей прижимных валов.
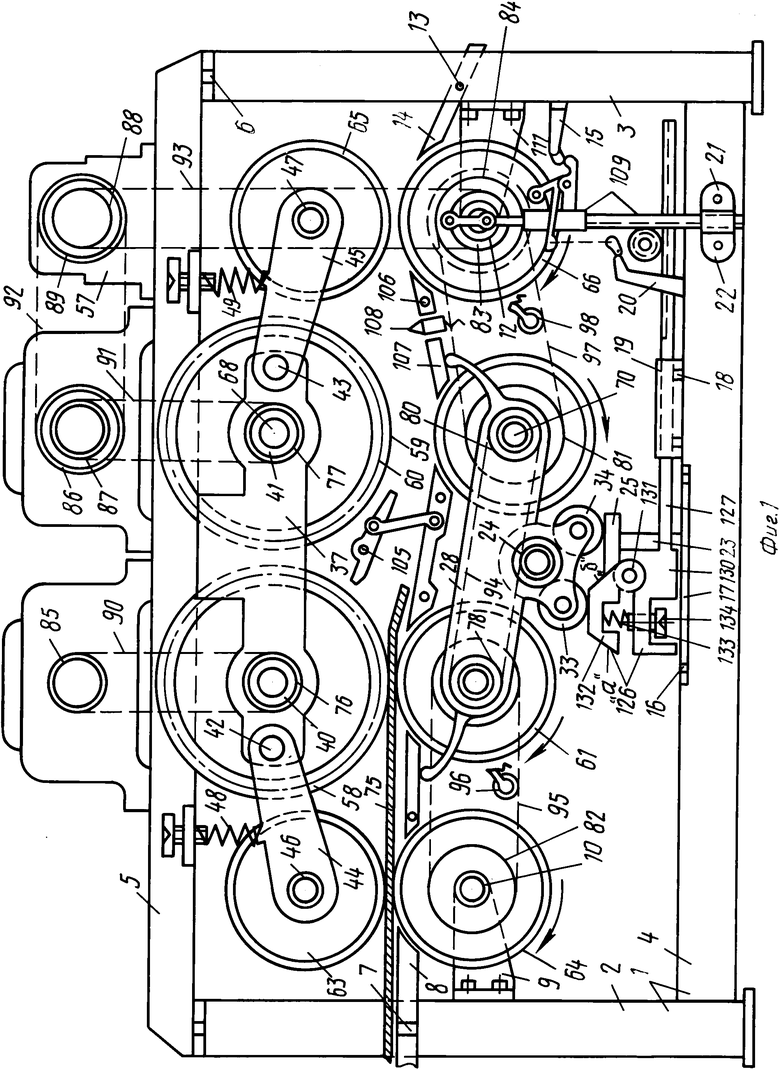
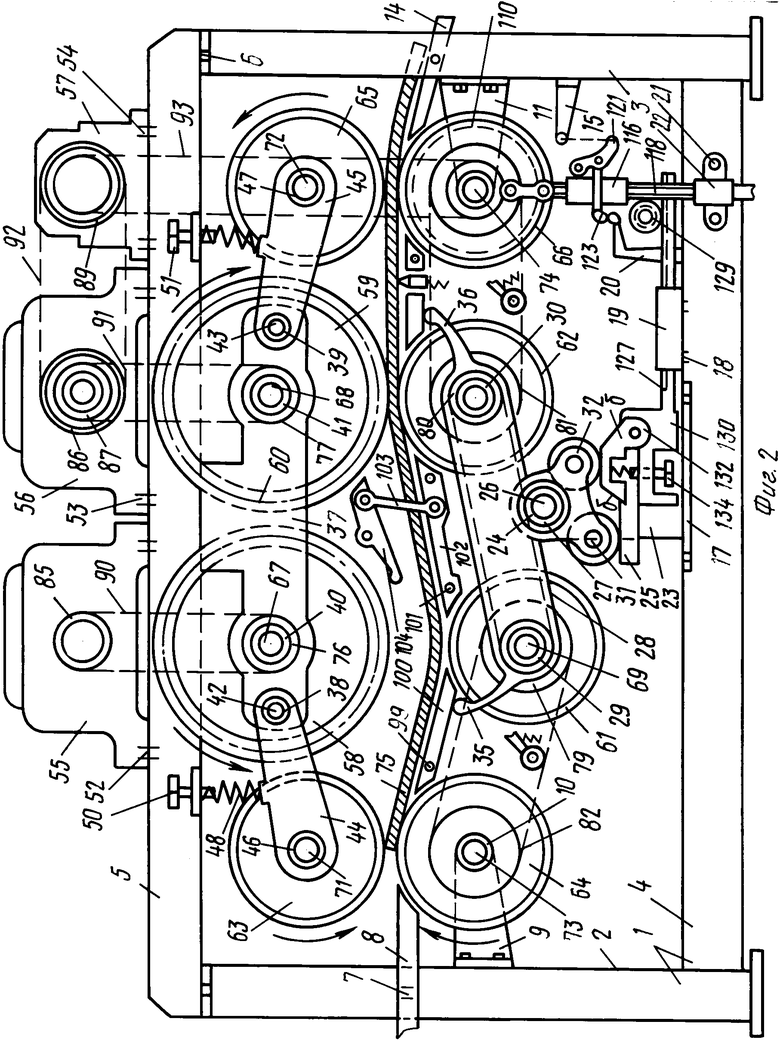
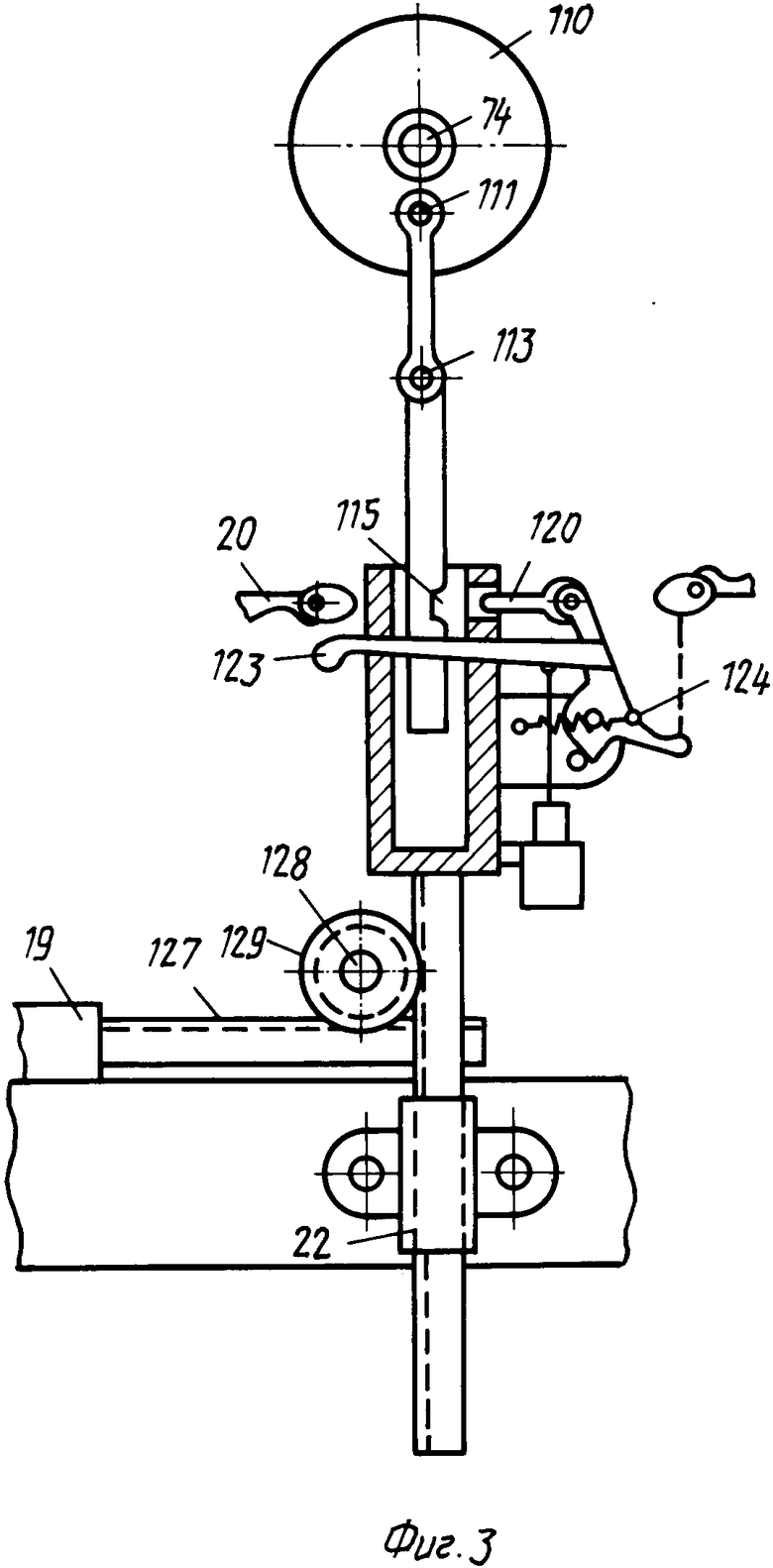
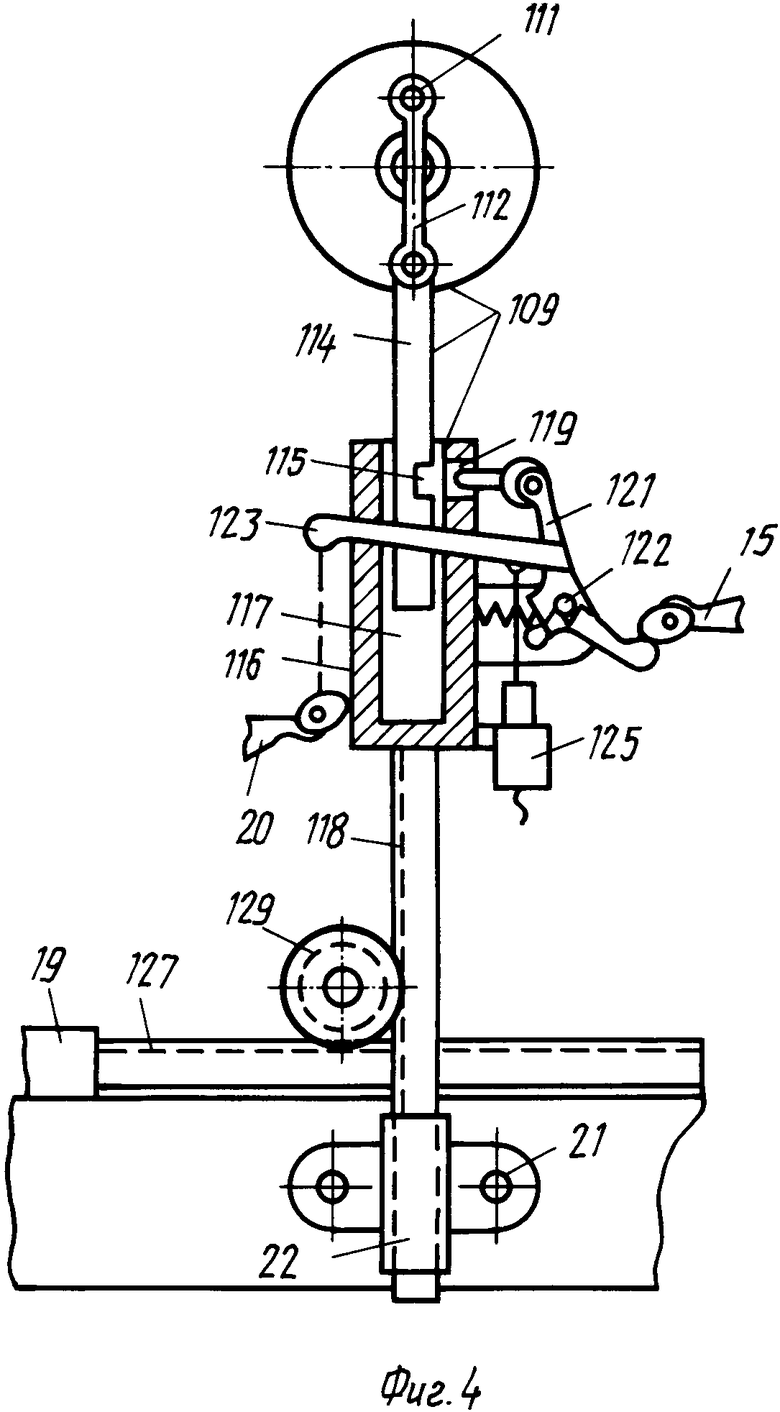
На фиг. 1 изображена машина для механической обработки кож (положение машины в момент обработки кожи первым ножевым валом); на фиг. 2 - то же, положение машины в момент обработки кожи вторым ножевым валом; на фиг. 3 - механизм перемещения механизма подъема прижимных валов (в одном исходном положении); на фиг. 4 - этот же механизм (в другом исходном положении).
Машина для механической обработки кож, содержит:
основание - раму 1 (показана с одной стороны), состоящую из вертикальных стоек 2 и 3 и связывающих их между собой горизонтальных стоек 4 и 5. Стойки 5 на стойках 2 и 3 закреплены посредством отверстий 6. На вертикальных стойках 2 на заданной высоте (показано с одной стороны) посредством отверстий 7 горизонтально закреплены стол 8, кронштейн 9 с втулками 10. Соответственно на вертикальных стойках 3 закреплены два кронштейна 11 с втулками 12, а посредством оси 13 под заданным углом установлен на выходе стол-склиз 14 для передачи или сброса, а также закреплен горизонтально упор 15. На одной из горизонтальных стоек 4 (фиг. 1, 2) сверху также горизонтально посредством отверстий 16 закреплена направляющая пластина 17 и посредством отверстий 18 закреплена также горизонтально втулка 19, вертикально закреплен шарнирный упор 20 и посредством отверстий 21 вертикального закреплена втулка 22, а также жестко закреплены вертикально два кронштейна 23, на концах которых соосно установлены по отношению друг к другу втулки 24, соответственно. На одном из кронштейнов 23 (фиг. 1, 2) горизонтально жестко закреплена упорная планка 25. Во втулках 24, кронштейнах 23 соответственно двумя концами с возможностью поворота установлен вал 26, на концах которого посредством втулок 27 жестко посажены две Т-образные серьги 28, соответственно (на фиг. 1, 2 показано с одной стороны). На концах серег 28 выполнены втулки 29 и 30, соответственно. На серьгах 28 втулка 27 по отношению к втулкам 29 и 30 выполнена несколько со смещением по горизонтали в сторону сердцевины серег 28 с таким учетом, чтобы при повороте серьг с валом 26 во втулках 24 кронштейнов 23 в ту или иную сторону получался перевес опускаемого конца серег.
Кроме того, на концах Т-образной части серег 28 посредством осей 31 и 32 установлены рамки 33 и 34, которые при повороте серег 28 в противоположном направлении по отношению движения часовой стрелки поочередно контактируют с верхней частью планки 25, установленной на кронштейне 23, являясь ограничителем поворота серег. Кроме того, на концах серег 28 установлены упоры 35 и 36, соответственно. На горизонтальных стойках 5 (показано с одной стороны) снизу, жестко закреплены горизонтально два кронштейна 37, в которых соосно выполнены по краям втулки 38 и 39, а между ними соответственно выполнены на одной горизонтальной плоскости втулки 40 и 41 большего диаметра. Во втулках 38 и 39 кронштейнов 37, соответственно, посредством осей 42 и 43 одним концом шарнирно установлены по два кронштейна 44 и 45 (показано с одной стороны). На противоположных концах кронштейнов 44 и 45 выполнены втулки 46 и 47, соответственно. В свою очередь кронштейны 44 и 45 подпружинены в сторону стола 8 и пластины 14 пружинами 48 и 49, соответственно. Один конец пружины 48 упирается в кронштейны 44, а второй конец в регулировочный винт 50, установленный на горизонтальной стойке 5. Один конец пружины 49 аналогично упирается одним концом в кронштейн 45, а вторым концом - в регулировочный винт 51, также установленный на горизонтальной стойке 5. Кроме того, сверху, на вертикальных стойках 5 посредством отверстий 52, 53 и 54 установлены эл. двигатели 55 и 56, а также редуктор 57.
Рабочий орган машины для мездрения кожи включает в себя два стальных вала 58 и 59, в пазах которых зачеканены (известной конструкции) ножи 60. Снизу ножевого вала 58 установлен прижимной резиновый вал 61, а снизу ножевого вала 59 установлен аналогично прижимной резиновый вал 62. Перед ножевым валом 58 и прижимным валом 61 установлены на входе транспортирующие валы 63 и 64, из которых вал 63 - резиновый, а вал 64 выполнен стальным и рифленым, а за ножевым валом 59 и прижимным валом 62 установлены на выходе аналогичные транспортирующие валы 65 и 66, из которых вал 65 выполнен резиновым, а вал 66 - стальным и рифленым. Ножевые валы 58 и 59 смонтированы на кронштейнах 37. Ножевой вал 58 за счет полуосей 67 (показано с одной стороны) установлен во втулках 40, с направлением винтовых линий ножей по ходу подачи, а ножевой вал 59 за счет полуосей 68 установлен во втулках 41, с направлением винтовых линий ножей против хода печи. В свою очередь прижимные резиновые валы 61 и 62 установлены на серьгах 28 (показано с одной стороны). Прижимной вал 61 за счет полуосей 69 установлен во втулках 29, а прижимной вал 62 за счет полуосей 70 установлен во втулках 30. Транспортирующий вал 63 посредством полуосей 71 установлен во втулках 46 кронштейнов 44 шарнирно и лежит на валу 64. Транспортирующий на выходе верхний вал 65 посредством полуосей 72 установлен во втулках 47 кронштейнов 45, также шарнирно и лежит на нижнем валу 66. Нижний на входе транспортирующий вал 64 посредством полуосей 73 установлен во втулках 10 кронштейнов 9, а нижний на выходе транспортирующий вал 66 посредством полуосей 74 установлен во втулках 12 кронштейнов 11. Через рабочий орган машины проходит предназначенная для обработки заготовка кожи 75.
Для осуществления вращения валов рабочего органа машины ножевой вал 58 снабжен звездочкой 76, закрепленной на полуоси 67, а ножевой вал 59 снабжен звездочкой 77, закрепленной на полуоси 68. Прижимной вал 61 снабжен звездочками 78 и 79, закрепленными на полуоси 69, а прижимной вал 62 снабжен идентичными звездочками 80 и 81. На входе нижний транспортирующий вал 64 снабжен звездочкой 82, закрепленной на полуоси 73, а на выходе нижний вал 66 снабжен звездочкой 83 и звездочкой 84, закрепленными на полуоси 74. В свою очередь электродвигатель 55 снабжен шкивом 85, эл. двигатель 56 снабжен шкивами 86 и 87, а редуктор 57 снабжен звездочкой 88 и шкивом 89.
Связь валов рабочего органа через звездочки и шкивы осуществляется посредством ремней и цепных передач. Так, на ножевом валу 58 шкив 76 со шкивом 85 связан ременной передачей 90, а на ножевом валу 59 шкив 77 связан со шкивом 87 посредством ременной передачи 91, шкив 86 со шкивом 89 на редукторе 57 связан посредством ременной передачи 92, а звездочка 88 также на редукторе 57 посредством цепной передачи 93 связана со звездочкой 83 нижнего вала 66 на выходе.
На серьге 28 звездочка 78 прижимного вала 61 и звездочка 80 прижимного вала 62 связаны между собой посредством цепной передачи 94. В свою очередь вторая звездочка 79 прижимного вала 61 со звездочкой 82 транспортирующего вала 64 на входе связана посредством цепной передачи 95 и снабжена подпружиненным роликом 96. Соответственно вторая звездочка 81 прижимного вала 62 посредством цепной передачи 97 связана со второй звездочкой 84 нижнего транспортирующего вала на выходе и снабжена аналогичным подпружиненным роликом 98.
Для четкого направления заготовки 75 (в данном случае кожи), проходящей через нижние транспортирующие и прижимные валы 64, 61, 62 и 66 со стороны верхней части валов 64 и 61 шарнирно одним концом за счет оси 99, установленной на основании, шарнирно смонтирована направляющая пластина 100, контактирующая снизу с упором 35 серьги 28. Между прижимными валами 61 и 62 на верхней части серьги 28 за счет отверстий 101 смонтирована направляющая пластина 102, которая через тягу 103 шарнирно связывает одним концом верхнюю направляющую пластину 104, смонтированную шарнирно на полуоси 105, закрепленной на основании (крепеж не показан).
В свою очередь, между прижимным валом 62 и транспортирующим валом 66, на выходе также одним концом посредством оси 106 смонтирована шарнирно пластина 107, свободный конец которой снизу контактирует с упором 36 на серьге 28. На пластине 107 снизу установлен ел. концевик 108, который контактирует с заготовкой 75. Для осуществления качания серьги 28 на кронштейне 23, чтобы обеспечить поочередно подвод прижимного вала 61 к ножевому валу 58 и прижимного вала 62 к ножевому валу 59, машина снабжена механизмом перемещения 109 ползушки 130 (см. фиг. 3, 4), содержащий диск 110, закрепленный на полуоси 74 нижнего вала 66 на выходе перед звездочками 83 и 84. На диске 110 согласно расчетному ходу эксцентрично установлен палец 111, на котором одним концом шарнирно установлен шатун 112. Второй конец шатуна 112 через палец 113 шарнирно закреплен со штоком 114, на заданном участке которого ниже центра выполнена канавка 115 для фиксации. Кроме того, механизм поворота 109 снабжен корпусом 116, имеющим полость 117 и хвостовую часть, выполненную в виде зубчатой рейки 118, которая установлена вертикально нижним концом во втулке 22 с возможностью возвратно-поступательного перемещения. В полости 117 корпуса 116 помещен шток 114, также с возможностью возвратно-поступательного перемещения. На верхней части корпуса 116 выполнено отверстие 119, в котором помещен один конец стержневого фиксатора 120, входящего в канавку 115 штока 114 и соединенного вторым концом с двуплечим рычагом 121, который посредством оси 122 шарнирно установлен также на корпусе 116, снабжен боковым упором 123 и пружиной 124 двойного действия, фиксирующим два положения двуплечего рычага 124 - это нейтральное положение и фиксирующее положение. Свободный конец двуплечего рычага 121 контактирует с упором 15 при верхнем положении корпуса 116, а боковой упор 123 контактирует с упором 20 при нижнем положении корпуса 116, обеспечивая вывод фиксатора 120 из канавки 115 в нейтральное положение. Для обеспечения поворота двуплечего рычага 121 в фиксирующее положение последний связан с эл. магнитом 125, закрепленным на корпусе 116 и эл. соединенным с электроконцевиком 108, установленным на направляющей пластине 107. Кроме того, механизм поворота 109 связан с механизмом прижима 126 валов 61 и 62 (см. фиг. 1, 2), который снабжен зубчатой рейкой 127, установленной горизонтально во втулке 19, закрепленной на горизонтальной стойке 4. В стыке бокового пересечения горизонтально расположенной зубчатой рейки 127 и вертикально расположенной зубчатой рейки 118 посредством оси 128, закрепленной на раме (крепеж не показан), установлена широкая шестерня 129, одна часть которой находится в закреплении с зубьями зубчатой рейки 118, а вторая часть - с зубьями зубчатой рейки 127, обеспечивая таким образом перемещение в горизонтальной плоскости и возвратно-поступательное движение ползушки 130 по направляющей пластине 17, поочередно от ролика 33 под ролик 34 серьги 28. Механизм прижима 126 выполнен в виде корпуса ползушки 130, на котором посредством оси 131 шарнирно смонтирована упорная площадка 132 со скосами "а" и "б". Внутри упорная площадка 132 подпружинена вверх жесткой пружиной 133, один конец которой упирается в ползушку 130, а второй - в упорную площадку 132.
Для ограничения сжатия пружин на ползушке 130, установлен регулировочный винт 134/ шаровая головка которого упирается в упорную площадку 132.
Машина работает следующим образом.
В начале перед включением эл. двигателей 55 и 56 на ползушке 130 подвижного упора 126 осуществляют регулировку необходимого усилия на сжатие пружины 133 за счет поворота регулировочного винта 134 в заданном направлении, головка которого упирается в нижний конец пружины, верхний конец которой упирается снизу в упорную площадку 132, которая принимает на себя усилие на разжатие пружины 133 и остается в горизонтальном положении, так как она выполнена на ползушке 130 с возможностью шарнирного поворота только вниз. Данное усилие пружины 133, с учетом возникающего противовеса опускаемых сторон серег 28, является необходимым усилием для поочередного прижатия в процессе работы заготовки (кожи 75) соответственно прижимными валами 61 и 62 к ножевым валам 58 и 59, соответственно. Затем на входе осуществляют заданное усилие прижатия верхнего транспортирующего вала 63 к нижнему валу 64 путем поворота регулировочного винта 50 в заданном направлении, при этом усилие на сжатие пружины 48 действует через кронштейн 44 и вал 63 на вал 64, а вал 63 лежит на валу 64. Аналогично на выходе осуществляют также регулировку усилия нажатия пружины 49 путем поворота в заданном направлении винта 51, от того пружина 49 через кронштейн 45 и вал 65 действует на вал 66, при этом вал 65 лежит на валу 66. Перед пуском положение машины соответствует положению, показанному на фиг. 1. В данном случае прижимной вал 61 приподнят к ножевому валу 58 до верхней мертвой точки с учетом такого зазора, чтобы последний не касался резинового прижимного вала 61 ножами 60. В указанном положении ползушка 130 находится в крайнем левом положении, упорная площадка 132 контактирует с роликом 33 серьги 28, отчего последние с валом 26, установленным на основании, во втулках 24 повернуты в положение, когда второй конец серьги 28 вместе с прижимным валом 62 опущен вниз, а второй ролик 34 контактирует жестко с упорной планкой 25 кронштейна 23, закрепленного на горизонтальной стойке 4, и является ограничителем указанного зазора между ножевым валом 58 и прижимным валом 61. При указанном повороте серег 28, ее упор 35 контактирует снизу с направляющей пластиной 100, а упор 36 - с пластиной 107, тяга 103 на пластине 102 вторым концом удерживает повернутую верхнюю направляющую пластину 104 на оси 105 внизу, отчего (см. фиг. 1) с одной стороны между верхним транспортирующим валом 63, ножевыми валами 58 и 59, а также транспортирующим валом 65, по отношению к нижнему транспортирующему валу 64, прижимным валам 61 и 62, а также нижним транспортирующим валом на выходе 66, образуется канал для четкого прохождения заготовки (кожи 75), что исключает западание неровных концов между валами. При указанном исходном положении машины весь механизм 109 поворота также находится в исходном положении согласно положению, показанному на фиг. 3. В данном случае независимо, какое положение занимает на полуоси 74 вала 66 диск 110 вместе с шатуном 114, которые способны осуществлять свободный ход штока 114 в полости 117 неподвижно остановившегося корпуса 116, который находится в крайнем нижнем положении, опустившись до нижней мертвой точки во втулке 22, что соответствует нижней мертвой точке хода шатуна 112 и штока 114, согласно положению показанному на фиг. 3.
Электромагнитная катушка 125 на корпусе 116 механизма поворота 109 отключена, так как в канале машины эл. концевик 108 с заготовкой еще не контактирует. Под действием пружины 124 двойного действия двуплечий рычаг 121 находится в нейтральном положении, обеспечивая вывод стержневого фиксатора 120 из полости 117 корпуса 116. Шарнирный упор 20 находится сразу сверху бокового упора 123 рычага 121, шарнирная головка которого под действием своего веса приняла исходное положение.
Зубчатая рейка 127 механизма прижима 126 во втулке 19 также, как и ползушка 130, перемещена в крайнее левое положение. Машина готова к работе. Включают эл. двигатели 55 и 56. Вращение от шкива 85 эл. двигателя 55 шкиву 76 передается ременной передачей 90 в направлении вращения против часовой стрелки, как показано на фиг. 1, ножевому валу 58. Одновременно от шкива 87 эл. двигателя 56 шкиву 77 ременной передачей 91 вращение в направлении по часовой стрелке передается второму ножевому валу 59. Вместе с тем, второй шкив 86 эл. двигателя 56 шкиву 89 в этом же направлении передает вращение посредством ремня 92. В свою очередь звездочка 88 редуктора 57 - звездочке 83 вала 66 на выходе в этом же направлении через ременную передачу 93 передает вращение транспортирующему валу 66.
Вместе с тем, вращение от вала 66, через звездочку 84 звездочки 81, посредством цепной передачи 97, в направлении вращения по часовой стрелке, передается прижимному валу 62, при этом натяжной ролик 98 осуществляет постоянное натяжение цепи 97. Одновременно прижимной вал 62, через звездочку 80 звездочки 78, посредством цепной передачи 94, вращение в этом же направлении согласно валу 62 передается прижимному валу 61. Прижимной вал 61 через звездочку 79 звездочки 82 посредством цепной передачи 95 передает вращение в этом же направлении нижнему транспортирующему валу 64 на входе. При этом верхний вал 63, лежащий на нижнем валу 64, начинает вращаться в обратном направлении движения по отношению к валу 64. Соответственно на выходе верхний транспортирующий вал 65, лежащий на нижнем валу 66, также начинает вращаться в обратном направлении вращения (против часовой стрелки) по отношению к нижнему валу. Таким образом, в дальнейшем без остановки сверху транспортирующий вал 63 на входе, ножевой вал 58 и транспортирующий вал 65 на выходе, получили вращение в направлении движения против часовой стрелки, а ножевой вал 59 получил вращение в направлении движения по часовой стрелке. Соответственно снизу на входе транспортирующий вал 64, прижимные валы 61 и 62, а также транспортирующий вал 66 на выходе - все получили одинаковое вращение - в направлении движения против часовой стрелки. При вращении вала 66, через ось 74 передается вращение диску 110 механизма поворота 109. Диск 110 через шатун 112 перемещает шток 114 в полости 117 корпуса 116 возвратно-поступательно, при этом корпус 116 остается в нижнем положении и удерживается посредством шестерни 129, находящейся одновременно в зацеплении с зубчатой рейкой 118 корпуса 116 и с зубчатой рейкой 127 механизма 126.
Машина готова к работе.
Берут заготовку 75 и кладут ее на стол 8, просовывая ее передний конец под входные транспортирующие валы 63 и 64, согласно положению, показанному на фиг. 1. При этом верхний резиновый вал 63 с заданным усилием прижимает сверху заготовку к нижнему транспортирующему рифленому валу 64, приподнимаясь на толщину заготовки 75, сжимая пружины 48, при этом кронштейн 44 вместе с валом 63 на оси 42 шарнирно поворачиваются вверх. Конец заготовки 75 проходит через валы 63 и 64, поступает в канал подачи, то есть на транспортирующую пластину 100 и по ходу движения одновременно под первый ножевой вал 58 и прижимной вал 61. Ножевой вал 58, вращаясь с заданной, значительно большей скоростью по отношению к скорости вращения прижимного вала 61, посредством ножей 60 осуществляет обработку (мездрение кожи т.е. снятие волосяного покрова), при этом заготовка 75 натягивается, разглаживаясь и удерживаясь транспортирующими валами 63 и 64, а также в какой-то степени и за счет трения резины вала 61. Заготовка 75, пройдя первую зону мездрения, то есть пройдя ножевой вал 58 и транспортирующий вал 61, поступает по ходу движения на направляющую пластину 102, установленную на серьгах 28, а верхняя направляющая пластина 104 контролирует проход заготовки по каналу, предохраняя, чтобы заготовка 75 не коснулась ножевого вала 59. В процессе дальнейшего перемещения заготовка продолжает обрабатываться первым ножевым валом 58 по указанной выше последовательности и поступает передним концом на второй прижимной вал 62 и далее на очередную направляющую пластину 107, при этом второй ножевой вал 59 вращается в противоположном направлении вращения по отношению к первому ножевому валу 58 с одинаковой скоростью, но мездрение ножевым валом 59 не осуществляется, так как второй прижимной вал 62 на серьге 28 находится в указанном нижнем положении. Продолжая перемещаться по направляющей пластине 107, передний конец заготовки 75 достигает зоны установки эл. концевика 108 и контактирует с ним по ходу движения, при этом передний конец заготовки 75 оказывается перед выходными транспортирующими валами 65 и 66. Эл. концевик 108, вступая в контакт с заготовкой 75, сразу дает команду на включение эл. магнита 125, механизма поворота 109 (согласно положению на фиг. 1). В процессе работы машины шток 114 продолжает осуществлять холостое возвратно-поступательное движение в полосе 117 корпуса 116. Таким образом произошло включение эл. магнитной катушки 125. Преодолевая усилие пружины 124 двойного действия, двуплечий рычаг 121 на оси 122 поворачивается из холостого в рабочее положение, при этом фиксатор 120 по отверстию 119 корпуса 116 передним концом входит в полость 117, вступает в контакт со штоком 114, скользя по его стенке. Когда в процессе перемещения штока 114 канавка 115 на нем окажется в зоне установки фиксатора 120, последний под действием усилия эл. магнитной катушки и мягкой пружины 124 двойного действия своей округленной головкой резко входит в канавку 115, осуществляя таким образом включение механизма поворота 109. В указанный момент фиксаций, согласно положению на фиг. 1, шток 114 находится в нижней мертвой точке и в процессе дальнейшего поворота диска 100 на полуоси вала 66, связанный шатуном 114, начинает движение в сторону верхней мертвой точки, осуществляя при этом перемещение корпуса 116 из нижнего положения, показанного на фиг. 3, в верхнее положение, согласно фиг. 4. В процессе перемещения корпуса 116 боковой упор 123 двуплечего рычага 121 контактирует с головкой шарнирного упора 20 и проходит в этом направлении зону его установки, при этом под действием собственного веса шарнирная головка упора 20 принимает исходное положение. В процессе перемещения корпуса 116 начинает перемещаться выполненная на нем зубчатая рейка 118, скользя по вертикально установленной втулке 22. Одновременно шестерня 129, находясь в зацеплении с зубьями зубчатой рейки 118 и с зубьями зубчатой рейки 127, поворачиваясь на оси 128, также начинает перемещать зубчатую рейку 127 в горизонтально установленной втулке 19 вместе с подвижным упором 133, в данном случае из крайнего левого положения в крайнее правое (из положения на фиг. 1 - в положение на фиг. 2). В указанный момент, по расчету, передний конец заготовки 75 входит под выходные транспортирующие валики 65 и 66, при этом осуществляется прижатие верхнего транспортирующего вала 65, сжимая пружину 49 вместе с кронштейнами 45 шарнирно приподнимается на толщину заготовки 75 на оси 43 кронштейна 37. В указанный момент, в процессе дальнейшего перемещения обрабатываемой заготовки 75 первым ножевым валом 58 и подъема корпуса 116 механизма поворота 109, зубчатая рейка 127 вместе с механизмом прижима 126 соответственно из крайнего левого положения перемещается в крайнее правое положение к моменту, когда шток 114 за счет шатуна 112 и вращающегося диска 110 достигнет верхней мертвой точки, при этом ползушка 130 скользит по направляющей 17. В процессе перемещения ползушки 130 подпружиненная площадка 132 сходит из- под ролика 33, серьги 28, плавно по скосу "а" и скосом "б" поступает своей упорной площадкой 132 под второй ролик 34, осуществляя таким образом поворот серьги 28 во второе ее положение, т.е. из положения, согласно положению на фиг. 1 - в положение на фиг. 2. В процессе указанного поворота серьги 28, прижимной вал 61 опускается вниз и становится противовесом, а второй прижимной вал 62, подходит соответственно под второй ножевой вал 59 и прижимает заготовку 75 к ножам 60 с заданным усилием пружины 133 механизма подъема 126 и усилием противовеса опущенного вала 61. При повороте серьги 28 в указанное положение поворачивается и закрепленная на серьгах 28 пластина 102, которая через тягу 103 осуществляет поворот в заданном направлении верхней направляющей пластины 104 на оси 105 в удобное положение для прижатия заготовки 75 к ножевому валу 59. В процессе поворота серьги 28 и опускания с ней прижимного вала 61 заканчивается процесс мездрения заготовки 75 первым ножевым валом 58, а обработанный им участок заготовки к моменту подъема второго прижимного вала 62 к ножевому валу 59 входит в эту зону и последующий, не обработанный участок этой заготовки, оказывается перед вторым ножевым валом 59, вращающимся в обратном направлении. При этом обработанный участок заготовки 75 продолжает на выходе транспортироваться валами 65 и 66 и поступает на стол 14, на который обработанный конец заготовки может поступать сразу, например, на следующий процесс обработки другой машины, согласно технологии и т.д. Таким образом валы 65 и 66 являются с данного момента еще и устройством для подачи по цепочке, например, технологического конвейера. С момента завершения поворота серьги 28 вместе с прижимным валом 62, осуществившим прижатие заготовки 75 к ножевому валу 59, начинается мездрение заготовки 75 ножевым валом 59 до полного прохода заготовки 75 на выход. С момента завершения поворота серьги 28 в указанное положение завершается и перемещение механизма прижима 126 с ползушкой 130 и зубчатой рейки 127 в крайнее правое положение, а зубчатой рейки 118 вместе с корпусом 116 и штоком 114 - в верхнее положение, т.е. механизм поворота 109 из положения, показанного на фиг. 3, принимает положение, показанное на фиг. 4. В указанном положении (см. фиг. 2) ролик 34 серьги 28 упирается в подпружиненную площадку 132, а первый ролик 33 серьги 28 соответственно готов контактировать с упорной площадкой 25 кронштейна 23 по выходу заготовки 75 из зоны обработки ножевого вала 59.
В завершающий момент перемещения корпуса 116 механизма поворота 109 в верхнее положение свободное плечо двуплечего рычага 121 достигает зоны установки шарнирного упора 15 и контактирует с его головкой, которая в этом направлении движения рычага 121 не поворачивается. Таким образом двуплечий рычаг 121 механизма поворота 109 контактирует с шарнирным упором 15, поворачивается по ходу движения и выводит связанный с ним фиксатор 120 из канавки 115 штока 114, осуществляя отключение механизма 109 поворота в исходном верхнем положении, согласно положению на фиг. 4. После чего шток 114 в полости 117 корпуса 116 продолжает осуществлять возвратно-поступательное движение из верхней мертвой точки в сторону нижней мертвой точки, а корпус 116 остается в верхнем положении, при этом свободный конец двуплечего рычага 121 проходит зону установки шарнирного упора 15, головка которого под действием собственного веса принимает исходное положение, а эл. схема (не показано) осуществляет отключение эл. магнита 125, механизма поворота 109. Таким образом заготовка 75 продолжает обрабатываться вторым ножевым валом 59 до конца на проход, при этом на выходе транспортирующие валы 65 и 66 транспортируют обработанную заготовку 75 на выход и удерживают ее до конца обработки с натягом, как и на входе, при этом прижимной резиновый вал 62, имея такую же скорость и диаметр как и вал 66, осуществляя прижатие заготовки 75 к ножевому валу 59 дополнительно удерживает ее за счет трения при обработке ножевым валом 59. Таким образом, в процессе полной обработки заготовки 75 двумя ножевыми валами 58 и 59, последняя выходит из канала обработки машины и соответственно из зоны установки на выходе транспортирующих валов 65 и 66. Обработка заготовки (мездрение кожи) завершена.
По мере прохода второго конца заготовки 75 на выход, последняя перестает контактировать с эл. концевиком 108, установленным на направляющей пластине 107. В указанный момент (не показано) вновь включается эл. магнит 125, который преодолевая усилие пружины 124 двойного действия, поворачивает двуплечий рычаг 121 на оси 122 в рабочее положение с тем, чтобы осуществить автоматически, в обратном режиме последовательности перемещение в крайнее нижнее положение корпуса 116 механизма поворота, а за счет него через зубчатую рейку 118, шестерню 129 и зубчатую рейку 127 - механизм прижима 126 из крайнего правого положения в крайнее левое положение, т.е. обеспечить машине вновь исходное положение, в данном случае из положения на фиг. 2 принять положение на фиг. 1. После чего машина готова к обработке и транспортировке в заданную зону очередной заготовки, цикл работы повторяется. Удаление в процессе работы отходов (мездры) осуществляется известным способом, например смыванием струей и т.д. (не показано).
Эффект от использования изобретения заключается в повышении производительности за счет возможности работы машины на ускоренном режиме, так как ножевым валам не нужен реверс за счет возможности беспрерывно вращаться с заданной скоростью, и в повышении качества и надежности, в связи с тем, что каждая половина кожи обрабатывается по ходу строго на заданном режиме двумя ножевыми валами, при этом одинаково удерживается с натягом, как перед входом и обработкой первым ножевым валом, так и дополнительной обработкой и выходом из-под второго ножевого вала последующего этапа обработки, при этом повышается эффект подачи заготовки на выходе обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖИ | 1992 |
|
RU2057182C1 |
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065882C1 |
| УЗЕЛ ПРИЖИМНЫХ ВАЛОВ К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2078139C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБРАБАТЫВАЮЩЕЙ ЖИДКОСТИ НА КОЖУ | 1992 |
|
RU2057183C1 |
| УЗЕЛ ПРИЖИМНЫХ И ТРАНСПОРТИРУЮЩИХ ВАЛОВ К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065881C1 |
| УЗЕЛ ПРИЖИМНЫХ И ТРАНСПОРТИРУЮЩИХ ВАЛОВ К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065887C1 |
| УЗЕЛ ПРИЖИМНЫХ И ТРАНСПОРТИРУЮЩИХ ВАЛОВ МАШИНЫ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065885C1 |
| УЗЕЛ ПРИЖИМНЫХ И ТРАНСПОРТИРУЮЩИХ ВАЛОВ К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065886C1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065883C1 |
| УЗЕЛ ПРИЖИМНЫХ ВАЛОВ К МАШИНЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065884C1 |
Использование: кожевенная промышленность. Сущность изобретения: машина для механической обработки кож содержит закрепленные на станине два ножевых вала, установленные во втулках кронштейнов с возможностью вращения их во взаимно противоположных направлениях, два прижимных вала и две пары транспортирующих валов. Оба прижимных вала закреплены на подвеске, выполненной в виде серег. Серьги связаны между собой валом, установленным на станине. Между ножевыми валами и параллельно их осям установлены серьги с возможностью поочередного поворота их в направлении к соответствующему ножевому валу. Одна из серег имеет опорные рамки, установленные по обе стороны вала. Она имеет также механизм прижима роликов, размещенный под ними. Механизм прижима роликов состоит из ползушки, несущей подпружиненную площадку, установленную с возможностью горизонтального перемещения на станине с помощью механизма перемещения ползушки. Оси ножевых валов закреплены на одном кронштейне. Прижимные валы посредством цепной передачи кинематически соединены между собой и с транспортирующими валами. 2 з.п. ф-лы, 4 ил.
| Радченко О.Г | |||
| Оборудование и механизация кожевенных заводов, проходная разводная машина 07473 Р(2) ЧССР, М.: Легкая индустрия, 1977, с.162-166. |
