Изобретение используется в области металлообработки и касается взаимозаменяемых режущих вкладышей из твердого металла для использования во вращающихся фрезах, содержащих держатель, в котором образованы одна или больше периферийных выемок, в которые соответственно и съемно вставляется соответствующее число таких вкладышей, причем каждая из выемок далее обеспечивает пространство для стружки перед каждым вкладышем.
Известно, что во время операций фрезерования длина режущей кромки прямо связана с вибрациями, вызываемыми фрезой и обрабатываемой деталью, и энергетическими условиями для осуществления операции фрезерования. Эти вибрации вызывает так называемое дрожание.
Вибрации и последующее "дрожание" вызывает силы, действующие на режущий вкладыш и особенно на режущую скошенную поверхность его со стороны стружки, которая образуется при фрезеровании, и чем больше ширина стружки, тем больше будет сила воздействия. Имея в виду снижение этих вибраций и "дрожания", известно применение фрез, имеющих режущие вкладыши c относительно короткими режущими кромками, и вкладыши так ориентированы относительно резцедержателя и относительно друг друга, что режущие траектории режущих кромок последовательных режущих вкладышей перекрываются. В результате этого каждая относительно короткая режущая кромка дает стружку относительно узкой ширины, перекрывание между режущими кромками последовательных режущих вкладышей обеспечивает гладкое (чистое) фрезерование.
Однако на практике эта цель не достигается, это предложение не оказывается эффективным, так как требует обеспечения точной предварительной ориентации правильно спроектированных режущих вкладышей относительно резцедержателя.
Цель изобретения состоит в создании нового и усовершенствованного режущего вкладыша для использования во фрезах, который (вкладыш) сам по себе способен достигать требуемой цели сниженного "дрожания" при использовании фрезы.
Согласно изобретению предусматривается режущий вкладыш для использования во вращающихся фрезах и имеющий режущую кромку, образованную между режущей скошенной поверхностью и торцом подъема резца, и имеющий базовую кромку, образованную между торцом подъема резца и базовой поверхностью, при этом режущая кромка содержит множество последовательных компонентных режущих кромок и промежуточных кромок, соответственно расположенных между последовательными компонентными режущими кромками; каждая компонентная кромка имеет соответствующие переднюю и заднюю оконечности, причем задняя оконечность одной компонентной режущей кромки соединяется с передней оконечностью последующей компонентной режущей кромки через промежуточную кромку. Промежуточная кромка направлена из задней оконечности указанной одной компонентной режущей кромки в сторону базовой кромки. Каждый перпендикуляр к оси вращения режущего инструмента, проходящий через заднюю оконечность одной компонентной режущей кромки, пересекает последовательную компонентную режущую кромку, так что во время операции фрезерования последовательные компонентные режущие кромки перекрываются.
С помощью такого режущего вкладыша и ввиду того, что компонентные режущие кромки очень короткие, результирующие силы, оказываемые на режущий вкладыш стружками, образуемыми этими короткими режущими кромками, относительно низкие, и как следствие, степень образующегося "дрожания" минимальная. Таким образом, ввиду относительного расположения компонентных режущих кромок с перекрыванием смежных последовательных компонентных режущих кромок, обеспечивается то, что эффективно образуются отдельные стружки относительно малой ширины.
Предпочтительно режущий скос, торец подъема резца, контактные поверхности, взаимодействующие с соответствующими компонентными режущими кромками, направлены таким образом, что в соответствующих местах вдоль соответствующих компонентных кромок углы скоса и подъема вкладыша, а также углы контактных поверхностей, как определено относительно режущего инструмента, являются по существу одинаковыми.
Предпочтительно передняя компонентная режущая кромка образует первый положительный аксиальный угол скоса относительно названной оси вращения, тогда как каждая последовательная компонентная режущая кромка образует аксиальные углы скоса, которые менее положительны, чем первый аксиальный угол скоса. В случае такого режущего вкладыша факт, что аксиальные углы скоса последующей компонентной режущей кромки являются менее положительными, чем у передней компонентной режущей кромки, приводит к тому, что силы, действующие на режущий вкладыш в результате фрезерования, и которые имеют тенденцию отделить вкладыш от инструмента, становится значительно меньше, чем в случае сил, действующих на унитарную режущую кромку, имеющую унитарный положительный аксиальный угол скоса, например соответствующий углу передней компонентной режущей кромки.
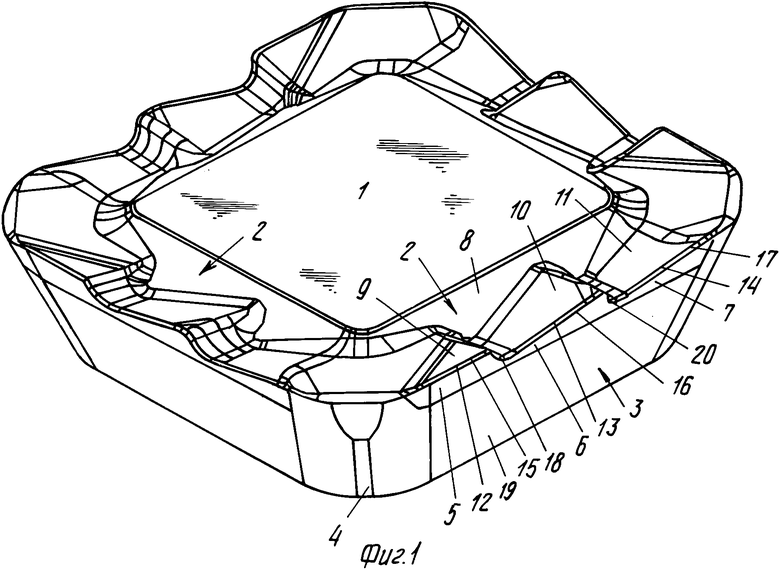
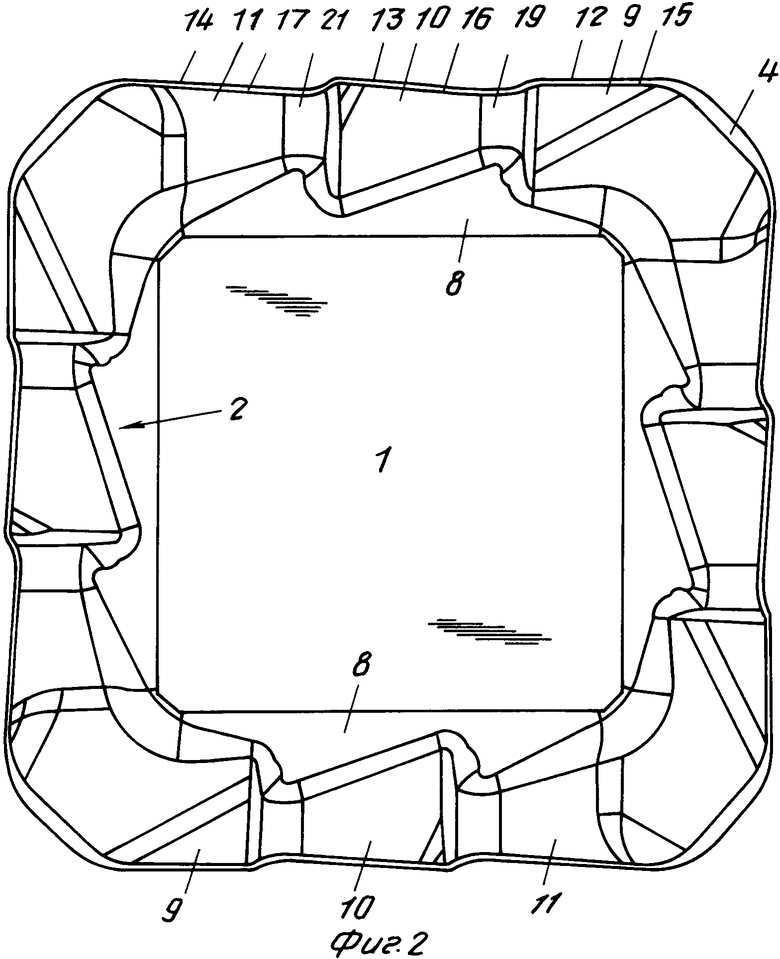
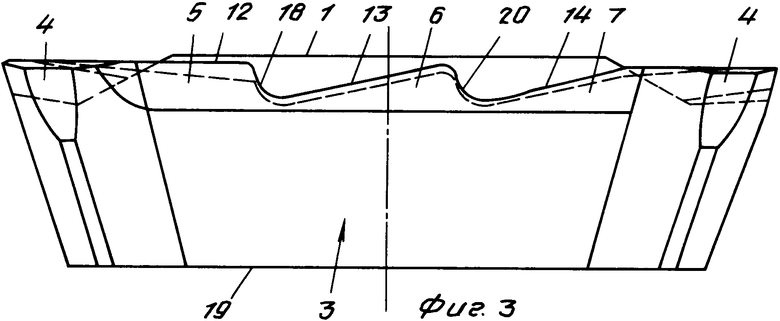
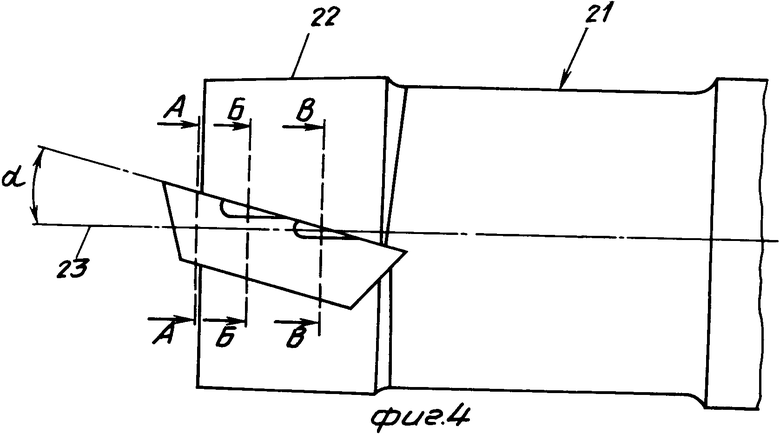
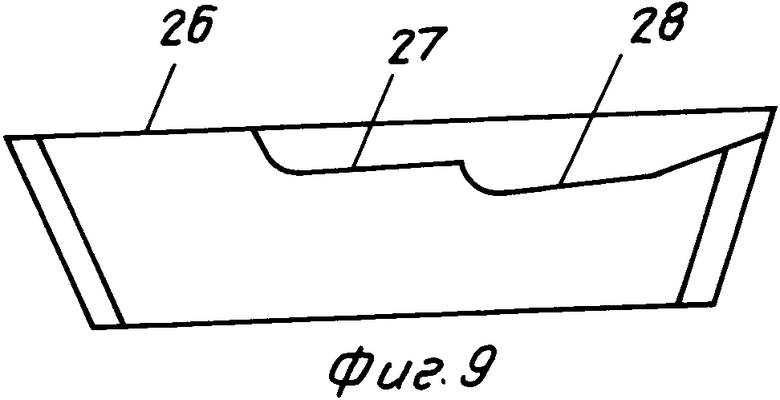
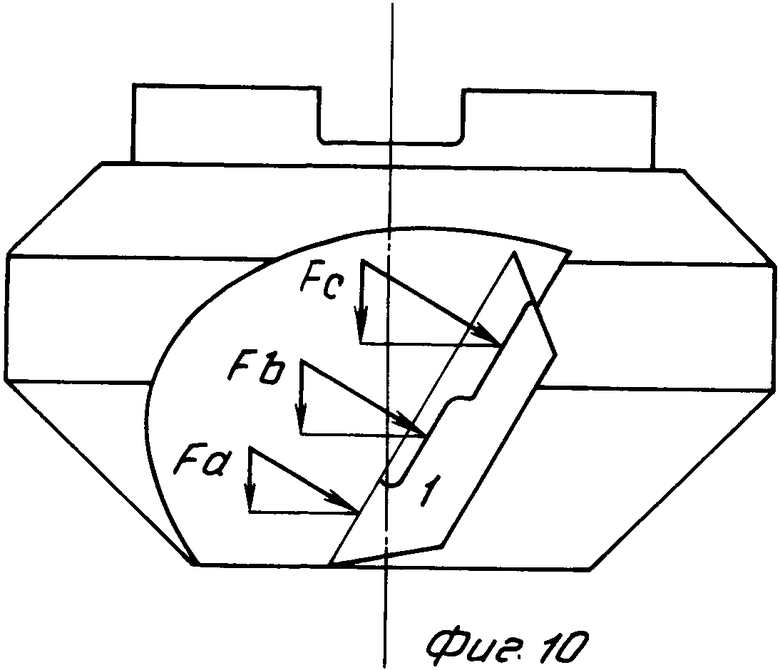
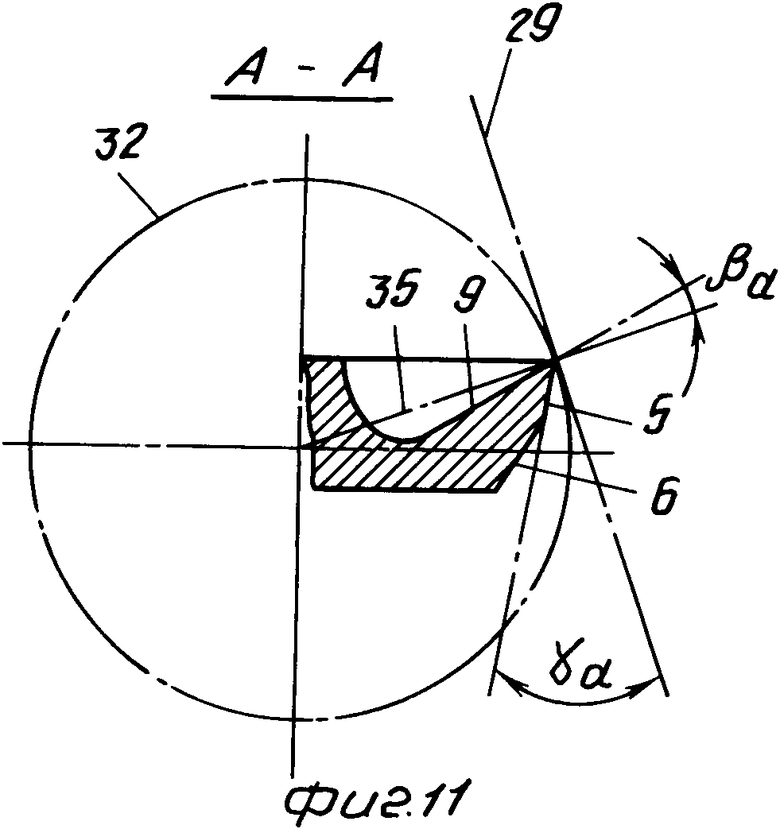
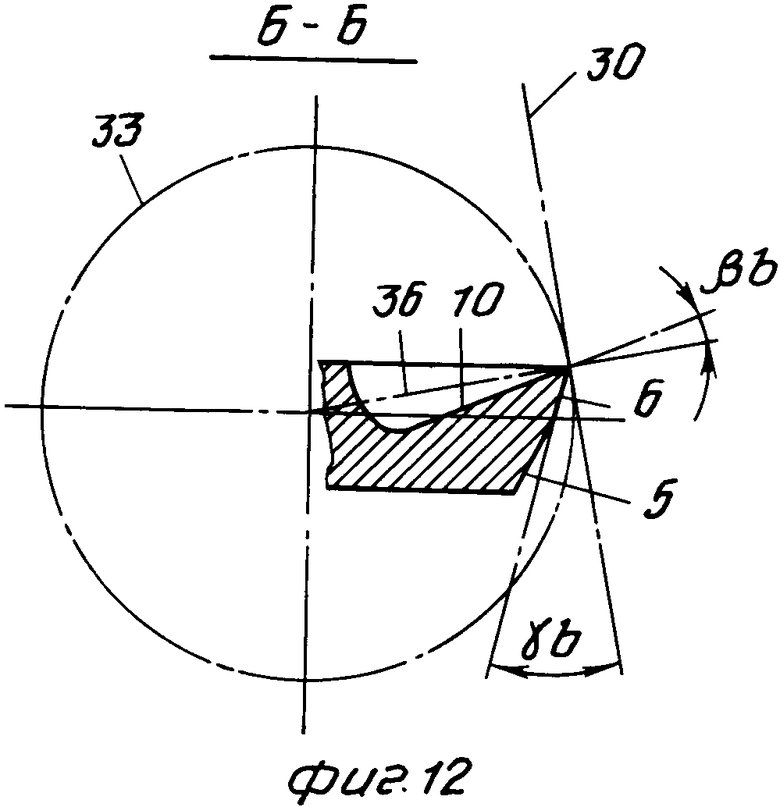
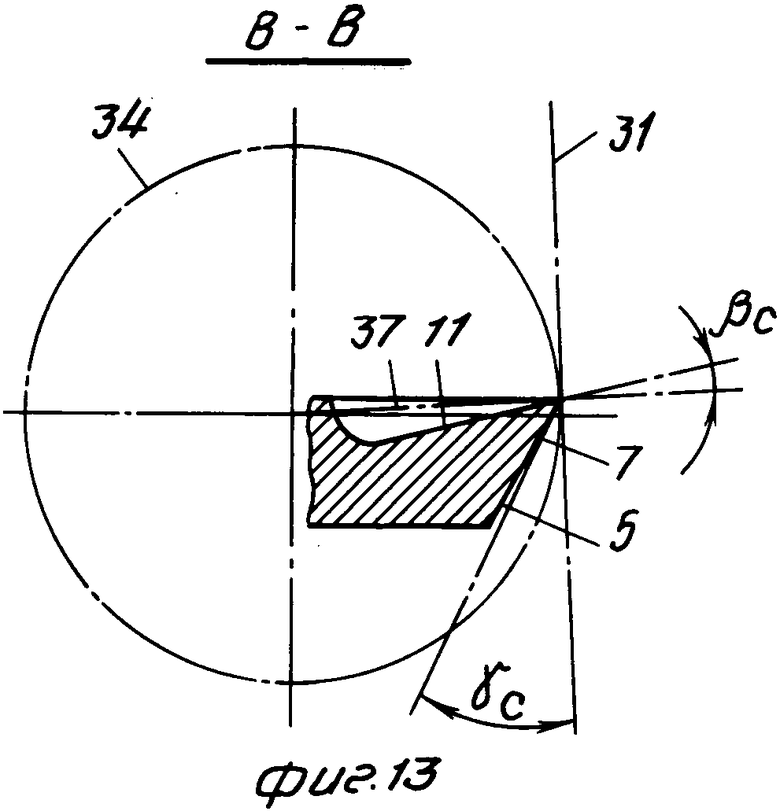
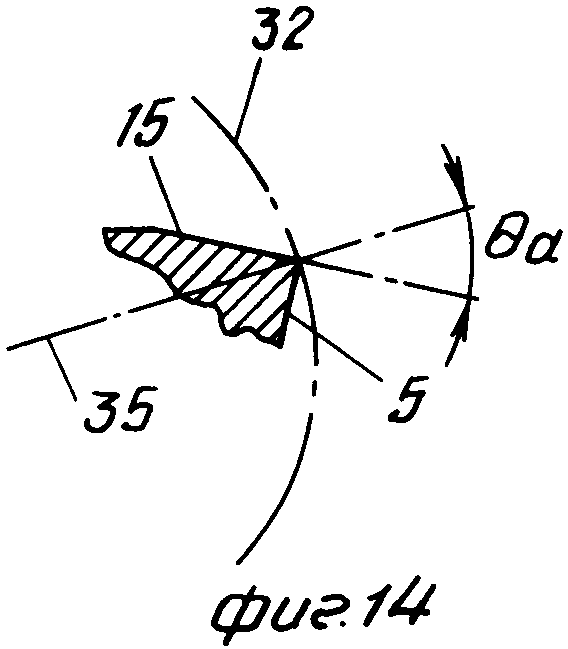
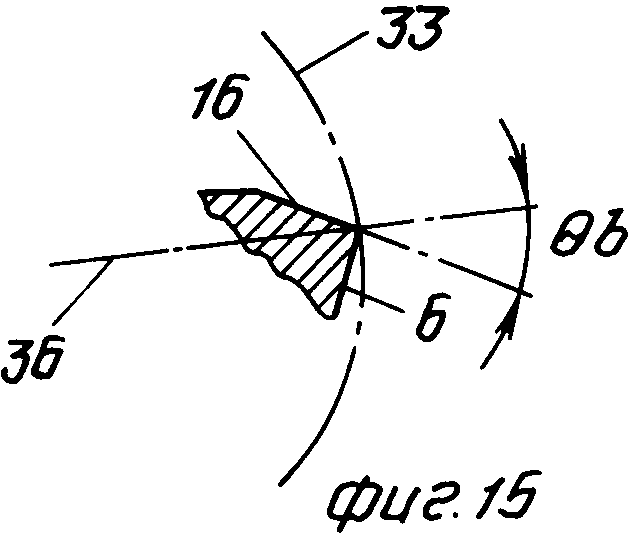
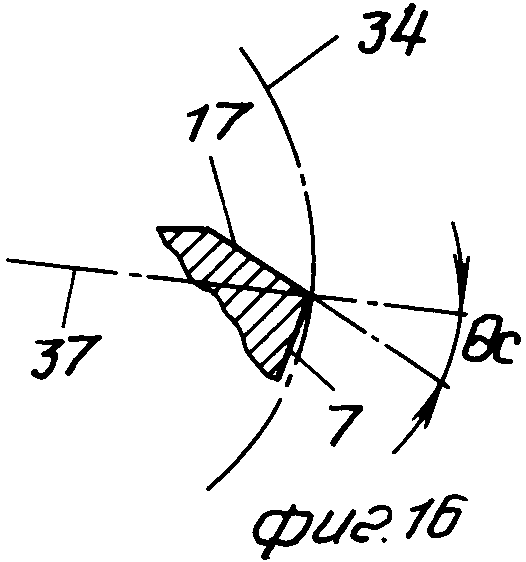
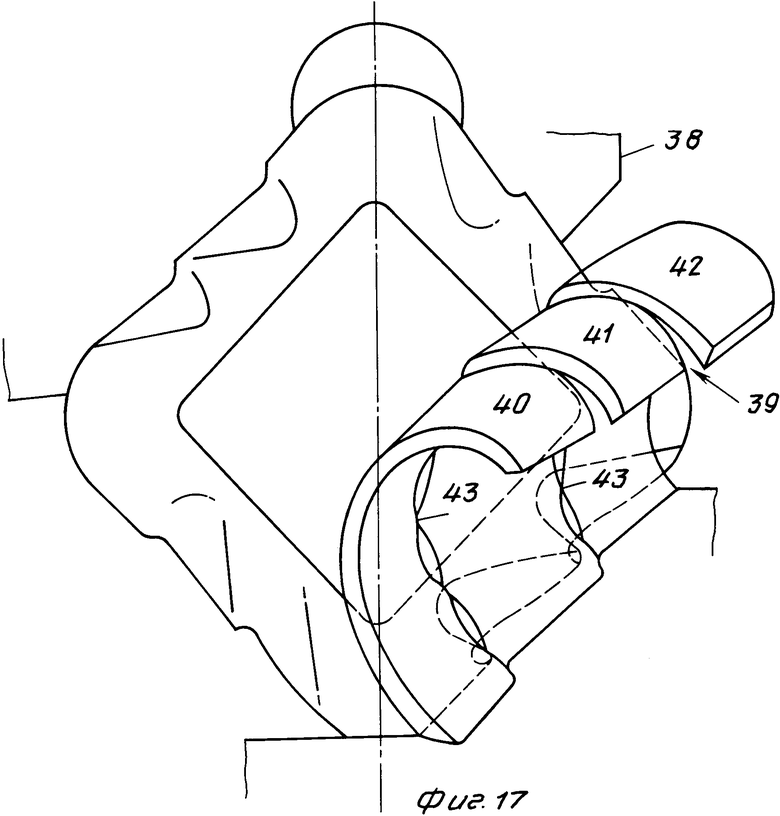
На фиг. 1 изображен предлагаемый режущий вкладыш; на фиг.2 - то же; на фиг. 3 то же, боковой вертикальный вид; на фиг.4 - вкладыш, смонтированный на цилиндрической фрезе, боковой вертикальный вид; на фиг.5 - то же, боковой вертикальный вид в увеличенном масштабе; на фиг.6 - режущие силы, действующие на вкладыш; на фиг.7 - сумма режущих сил, показанных на фиг.6; на фиг.8 - сверху предлагаемый вкладыш, альтернативный вариант, план; на фиг.9 - то же, боковой вертикальный вид; на фиг.10 - боковой вертикальный вид вкладыша, показанного на фиг. 8 и 9, когда он смонтирован на конической фрезе; на фиг.11-13 - виды в поперечном сечении А-А, Б-Б и В-В на фиг.4; на фиг.14-16 - сильно увеличенные виды изобретений, показанных на фиг.10, 11 и 12, предназначенные показать К-контактную поверхность вкладыша; на фиг.17 - образование многокомпонентной стружки в операции фрезерования с использованием предлагаемого режущего вкладыша.
Режущий вкладыш, выполненный из карбида вольфрама, параллелепипедной формы, имеет центральную верхнюю планарную поверхность 1, окруженную периферийной режущей скошенной поверхностью 2. Вкладыш образован планарной базовой поверхностью, которая параллельна центральной планарной поверхности, двумя парами торцов 3 подъема резца и снабжен на углах зачистными ленточками 4 обычной конструкции. Каждый торец 3 подъема резца содержит три 5-7 верхних компонентных торца подъема резца, которые направлены под углом относительно друг друга, и нижний планарный участок торца подъема резца.
Каждый верхний участок 2 скоса содержит продольно расположенную стружкообразную канавку 8 и три 9-11 компонентных поверхности скоса для стружки.
Компонентные режущие кромки 12-14 образованы между соответствующими компонентными торцами подъема резца и компонентными режущими поверхностями скоса через соответствующие К-контактные поверхности 15-17.
Передняя компонентная режущая кромка 12 соединяется на своей терминальной оконечности с последовательной компонентной режущей кромкой 13 через промежуточную кромку 18, которая имеет наклон вниз в сторону базовой кромки 19 вкладыша.
Аналогичным образом компонентная режущая кромка 13 соединяется с последующей режущей кромкой 14 через промежуточную кромку 20, которая также имеет наклон вниз в сторону базовой кромки 19 вкладыша.
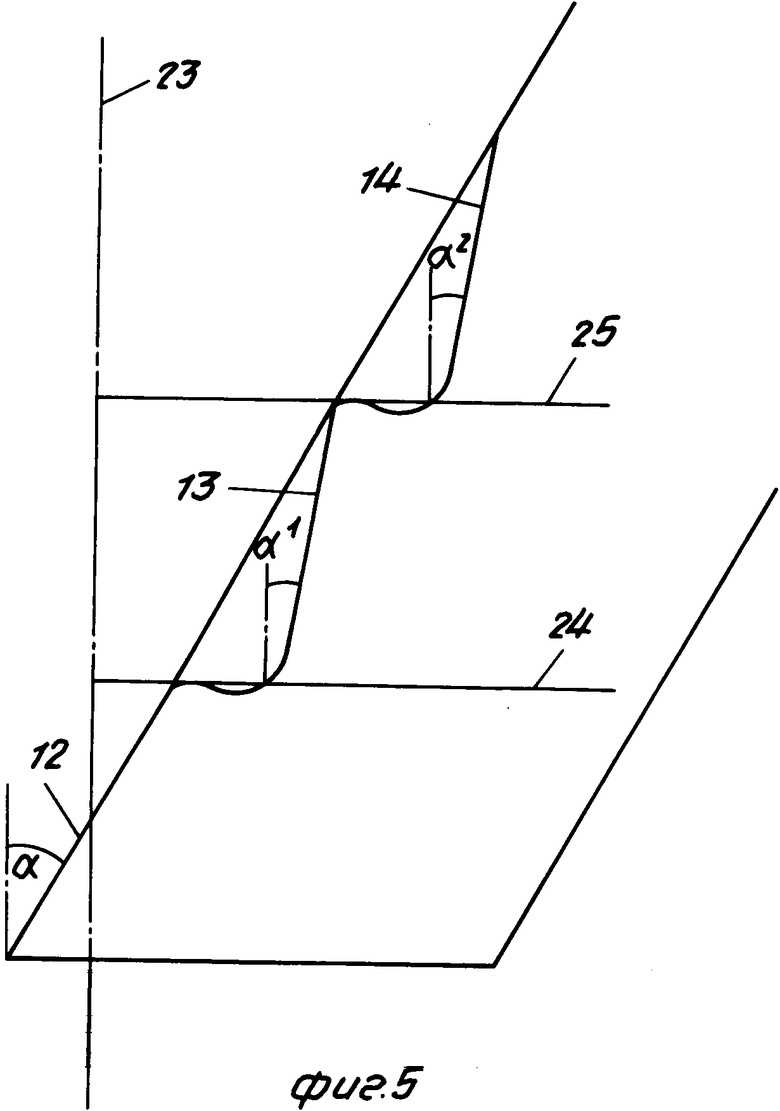
Вкладыш (фиг. 4) смонтирован на вращающейся фрезе 21, имеющей цилиндрический держатель 22. Вкладыш монтируется таким образом, чтобы иметь положительный аксиальный угол скоса α относительно оси вращения 23 режущего инструмента.
Компонентные режущие кромки 12 и 13 перекрываются во время операции фрезерования в силу того, что нормаль 24 к оси вращения 23, когда проходит через заднюю оконечность компонентной режущей кромки 12, пересекает последующую компонентную режущую кромку 13.
Аналогичным образом нормаль 25 к оси вращения 23, проходя через заднюю оконечность компонентной режущей кромки 13, пересекает последующую компонентную режущую кромку 14.
В то время, как компонентная режущая кромка 12 имеет положительный аксиальный угол скоса, равный α (т.е. положительный угол скоса вкладыша), компонентные режущие кромки 13 и 14 имеют меньшие аксиальные углы скоса α1 и α2 . В случае фрез этого типа известно, что режущие силы, действующие на вкладыш и стремящиеся отделить вкладыш от держателя, имеют тенденцию возрастать с увеличением положительных аксиальных углов скоса. Поэтому следует, что любое снижение величины положительного аксиального угла скоса будет сопровождаться соответствующим уменьшением этих сил.
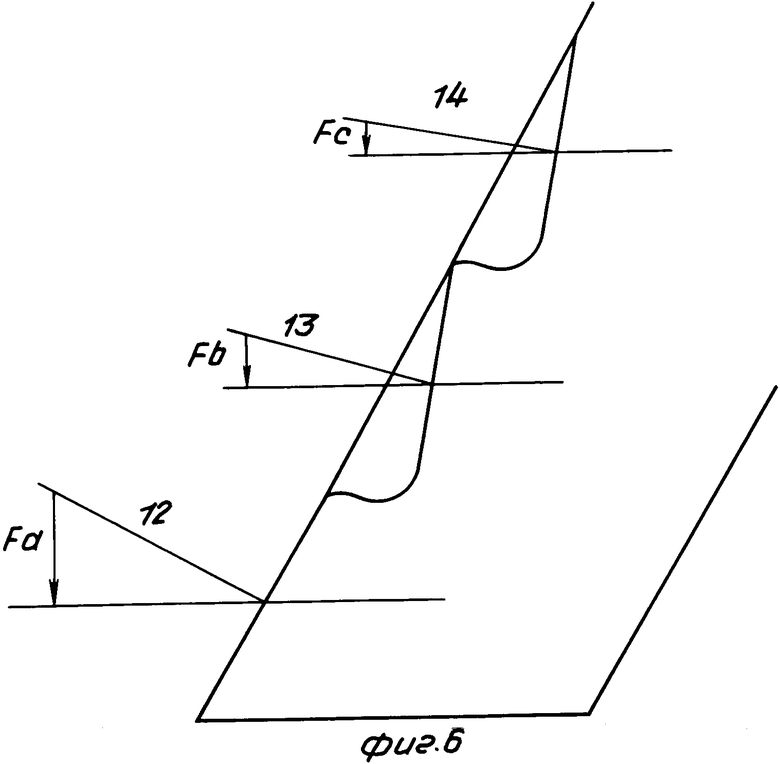
Компонентные силы Fa, Fb и Fc (фиг.6), действующие соответственно на компонентные режущие кромки 12-14 и стремящиеся отделить вкладыш от держателя, имеют тенденцию к уменьшению при уменьшении положительного аксиального угла скоса соответствующих режущих кромок.
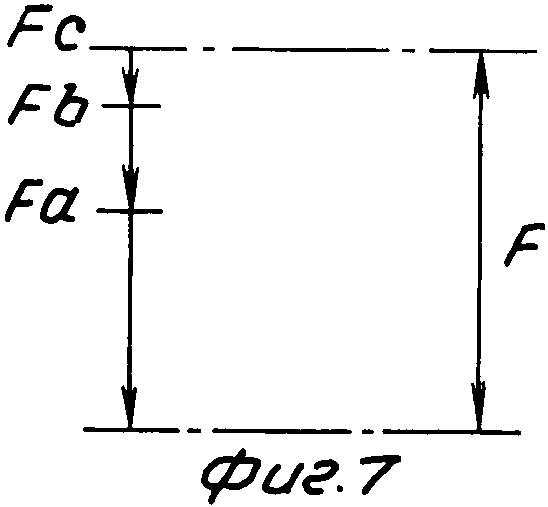
На фиг. 7 схематично показана суммарная сила F1' , образующаяся в результате сложения индивидуальных сил Fa, Fb и Fc, и величина силы F значительно меньше, чем могла быть в случае, если бы использовалась унитарная режущая кромка с унитарным аксиальным углом скоса α .
Создание режущего вкладыша с компонентными режущими кромками, имеющими разные аксиальные углы скоса, ведет к снижению сил, действующих на вкладыш, и стремящихся отделить вкладыш от держателя.
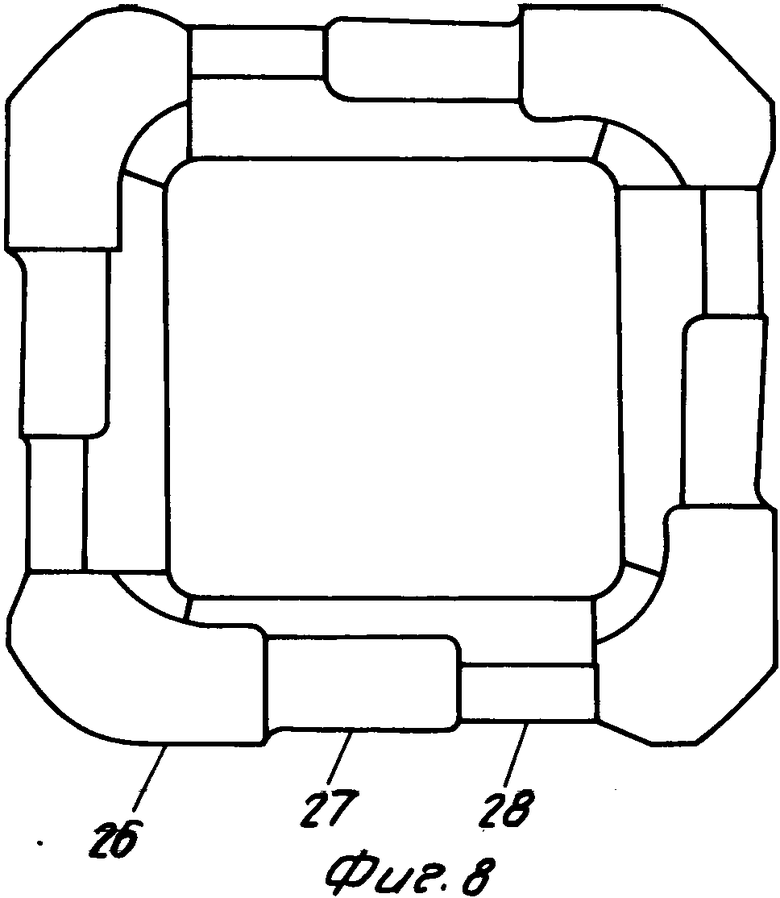
Модифицированный вкладыш образован группами компонентных режущих кромок 26-28, которые параллельны друг другу и образуют один аксиальный угол скоса.
Компонентные режущие силы Fa, Fb и Fc (фиг.10), действующие соответственно на компонентные режущие кромки 26-28, являются одинаковыми, и их сумма значительно больше, чем компонентная режущая сила F.
Для достижения оптимальных условий фрезерования компонентный торец подъема резца, режущий скос и К-контактные поверхности расположены таким образом относительно друг друга, что в соответствующих местах вдоль компонентных режущих кромок, торец подъема резца, режущий скос и К-контактная поверхность имеют одинаковые углы. Так, например, в средних (срединных) точках каждой компонентной режущей кромки эти угловые условия выполняются.
Углы компонентных торцов подъема резца γa, γb и γc измеряются между соответствующей поверхностью торца подъема резца 5-7 и соответствующими касательными 29-31 к круговым траекториям 32, 33 и 34 в положениях, когда средние точки компонентных режущих кромок лежат на этих круговых траекториях. Поверхности 5, 6 и 7 компонентных торцов подъема резца расположены под углом относительно друг друга, так что в этих соответствующих средних точках углы γa, γb и γc компонентных торцов подъема резца все одинаковые.
Аналогичным образом, углы βa, βb и βc компонентных режущих скосов измерялись между поверхностями 9, 10 и 11 компонентных режущих скосов и соответствующими радиусами 35, 36 и 37 идущих от центров круговых траекторий 32, 33, 34 в положениях, когда средние точки компонентных режущих кромок лежат на этих круговых траекториях. Компонентные режущие поверхности 9, 10 и 11 расположены под таким углом относительно друг друга, что углы режущих скосов в средних точках компонентных режущих кромок βa, βb и βc одинаковые.
Углы θa, θb , и θc К-контактных поверхностей компонентных К-контактных поверхностей 15-17, будучи измерены в соответствующих средних точках компонентных режущих кромок и между К-контактными поверхностями 15-17 и радиусами 35-37 одинаковые.
Хотя в варианте реализации режущий скос торца подъема резца и К-контактных поверхностей имеют углы, взаимодействующие с компонентными режущими кромками, которые равны, когда измерены относительно соответствующих точек на соответствующих режущих кромках (например, в отношении средних точек режущих кромок), в соответствии с дальнейшим улучшением каждая компонентная режущая кромка, поверхность торца подъема резца и К-контактная поверхность могут иметь такую кривизну, которая обеспечивает, что вдоль всей длины конкретной компонентной режущей кромки, торец подъема резца, режущий скос и К-контактная поверхность имеют неизменные углы.
С помощью фрез, использующих предлагаемые вкладыши, т.е. с компонентными режущими кромками ограниченного размера, и которые эффективно перекрываются во время операции фрезерования, силы, действующие на режущий вкладыш и стремящиеся вызвать вибрацию ("дрожание"), значительно снижены, так как стружки, образующиеся во время операции фрезерования, имеют относительно ограниченную ширину и не объединяются с тем, чтобы создать вызывающие вибрацию силы, действующие на вкладыш.
Операция фрезерования, приводящая к образованию таких относительно узких стружек, показана на фиг.17. Вкладыш смонтирован на коническом держателе 38 с тем, чтобы выполнять операцию фрезерования. Компонентные режущие кромки вызывают образование стружки 39, которая эффективно состоит из трех относительно узких стружек 40-42, которые расходятся в стороны на своих свободных концах, и соединяются слабо перфорированными перемычками 43, которые совершенно неэффективны в передаче сил между компонентными стружками 40-42 и вкладышем.
Для обеспечения того, чтобы стружки, образуемые во время операции фрезерования, были либо полностью разделены на компонентные стружки, либо образовывались в форме, показанной на фиг.17, когда они удерживаются вместе с помощью слабых перемычек, необходимо обеспечить, чтобы не только компонентные режущие кромки перекрывались, но и также, чтобы передний конец одной режущей кромки отстоял от заднего конца предшествующей компонентной режущей кромки на расстояние, которое не меньше, чем толщина стружки, которая будет срезаться. Иначе говоря, чтобы промежуточные кромки 18 и 20 между последовательными компонентными режущими кромками наклонялись к базовой кромке 19 вкладыша на величину не меньше, чем максимальная толщина стружки.
Изобретение может применяться к режущим вкладышам, например, треугольные формы, могут использоваться, например, вкладыши удлиненной прямоугольной формы, в которых компонентные режущие кромки образованы на паре противоположных боковых сторон вкладыша, а также вкладыши, в которых образованы две или больше компонентных режущих кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ВКЛАДЫШ ДЛЯ ФРЕЗЫ | 1993 |
|
RU2100149C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2070482C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1992 |
|
RU2067514C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1991 |
|
RU2010682C1 |
| ФРЕЗЕРНЫЙ ВКЛАДЫШ | 1993 |
|
RU2106936C1 |
| УСОВЕРШЕНСТВОВАННАЯ РЕЖУЩАЯ ПЛАСТИНА ФРЕЗЫ | 1994 |
|
RU2121909C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 1993 |
|
RU2104829C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136453C1 |
| СВЕРЛО С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 1994 |
|
RU2129479C1 |
Использование: в металлообработке, в частности во вращающихся фрезах. Режущая кромка содержит множество последовательных компонентных режущих кромок и промежуточных кромок, соответственно расположенных между последовательными компонентными режущими кромками. Каждая компонентная режущая кромка имеет соответствующие переднюю и заднюю оконечности, причем задняя оконечность одной компонентной режущей кромки сливается с передней оконечностью последовательной компонентной режущей кромки через промежуточную кромку. Причем промежуточные кромки направлены от задней оконечности одной компонентной режущей кромки в сторону базовой кромки. Каждая нормаль к оси вращения фрезы, которая проходит через заднюю оконечность одной компонентной режущей кромки, пересекает последовательную компонентную режущую кромку, так что во время операции фрезерования последовательные компонентные режущие кромки перекрываются. 9 з.п.ф-лы, 17 ил.
Приоритет по пунктам:
10.10.90 по п.1;
25.10.90 по пп.2-10
| Конструкция сопряжения парома с припаромком или берегом | 1949 |
|
SU89545A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
