Изобретение относится к электротехнике и может быть использовано при изготовлении электрических соединителей для телефонных кабелей.
Известно устройство для сборки соединителей [1] с корпусом, имеющим несколько отверстий, в каждом из которых монтируется контакт. К месту монтажа ступенчато продвигается полоса контактов, от полосы отделяется группа контактов и вводится в отверстия корпуса соединителя.
Наиболее близким по технической сущности к изобретению является устройство для изготовления электрического соединителя [2], выполненное в виде штампа с матрицей и пуансонами, закрепленными на подвижной плите, и содержащее подвижную каретку для изоляционной колодки и механизм подачи электропроводной полосы и каретки с изоляционной колодкой, выполненный в виде Z-образных клиньев, закрепленных на подвижной плите штампа.
Недостатком известного устройства является сложность конструкции при изготовлении устройства и наладки во время монтажа и в случае повреждения его.
Целью изобретения является упрощение конструкции устройства и обеспечение более надежной синхронности подачи электропроводной полосы и изоляционной колодки в зону прессования.
Это достигается тем, что устройство для изготовления плоского электрического соединителя, выполненное в виде штампа для вырубки из электропроводной полосы, гибки и запрессовки в изоляционную колодку контактов, содержащее механизм подачи электропроводной полосы, подвижную плиту, на которой имеются расположенные в ряд пуансоны, число которых равно числу контактов на электропроводной полосе, нижнюю и верхнюю части матрицы, в верхней части которой имеются отверстия, соответствующие пуансонам.
Кроме того, устройство имеет датчик нижней точки движения пуансонов, датчик верхней точки движения подвижной плиты, расположенную на нижней части матрицы перпендикулярно ряду пуансонов и направлению движения электропроводной полосы направляющую планку с продольным пазом и отверстиями, в которых устанавливаются подвижные упоры, число которых равно числу запрессованных в изоляционную колодку рядов контактов, расположенную перед направляющей планкой и направленную вдоль продольного паза воздушную форсунку и схему управления.
В качестве механизма подачи электропроводной полосы использован клешевой механизм, обеспечивающий продвижение электропроводной полосы синхронно с движением подвижной плиты. Схема управления содержит реле нижней точки, реле верхней точки, основные и дополнительные реле и электромагниты. Число основных, дополнительных реле и электромагнитов равно числу подвижных упоров устройства. Схема управления совместно с датчиками верхней и нижней точки обеспечивает убирание подвижных упоров синхронно с движением верхней плиты. Воздухом, подаваемым из воздушной форсунки под давлением, обеспечивается прижим изоляционной колодки к подвижному упору и при убирании его продвижение изоляционной колодки.
В заявляемом устройстве для изготовления плоского электрического соединителя подачи изоляционной колодки и электропроводной полосы независимы друг от друга и синхронны с движением подвижной плиты. Кроме того, заявленное устройство проще в изготовлении и наладке.
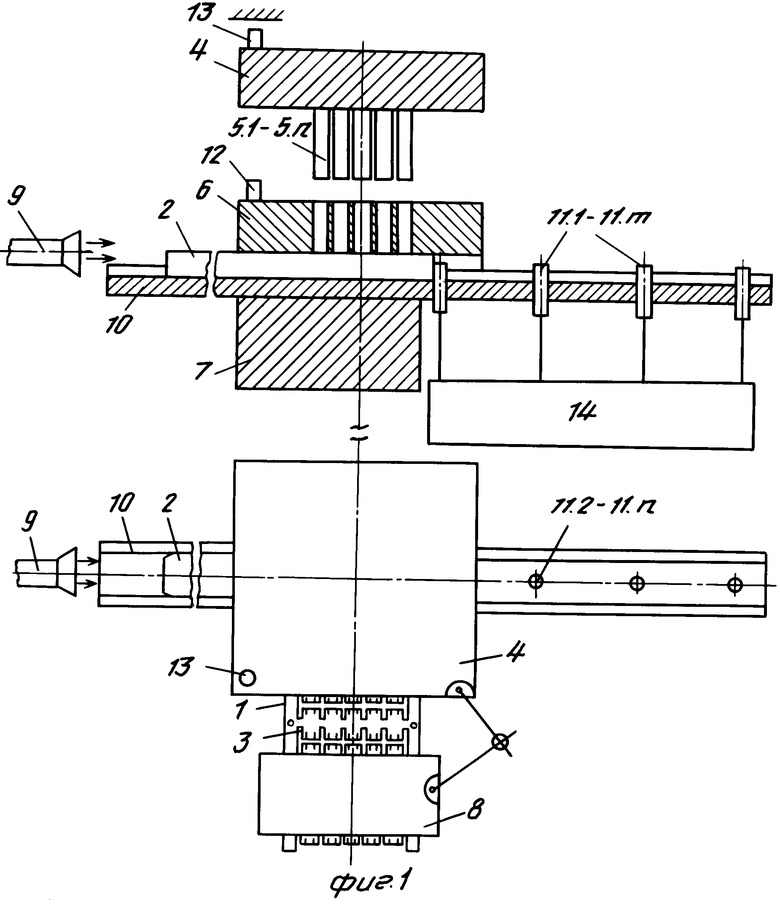
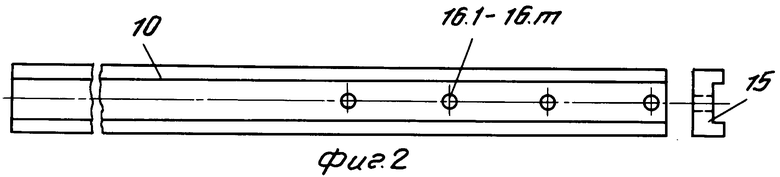
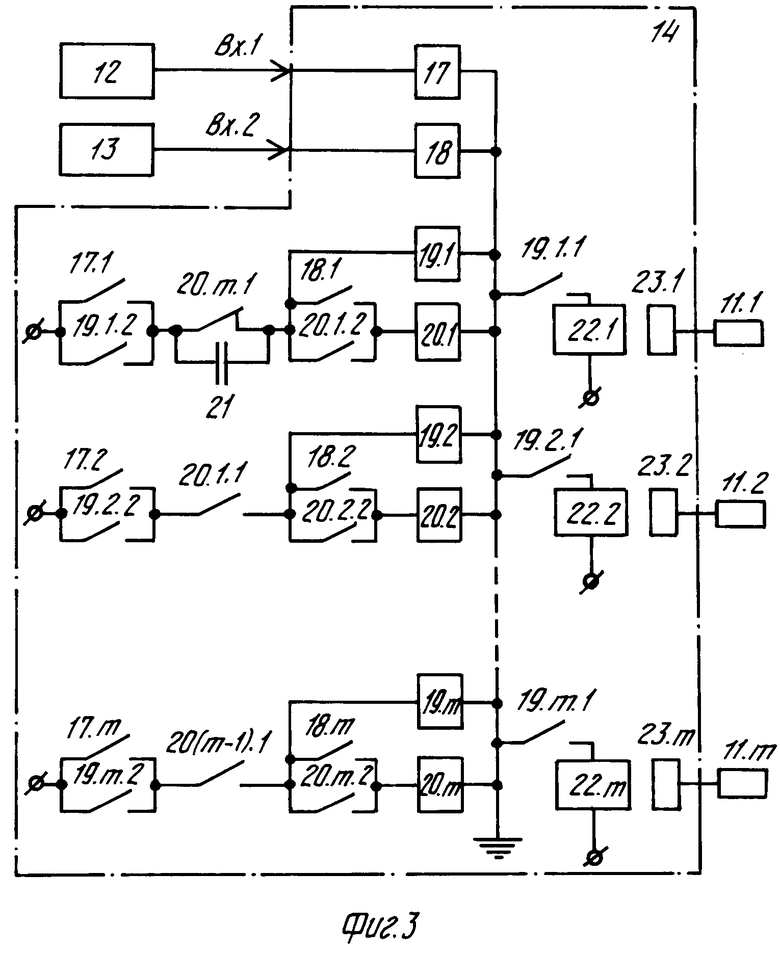
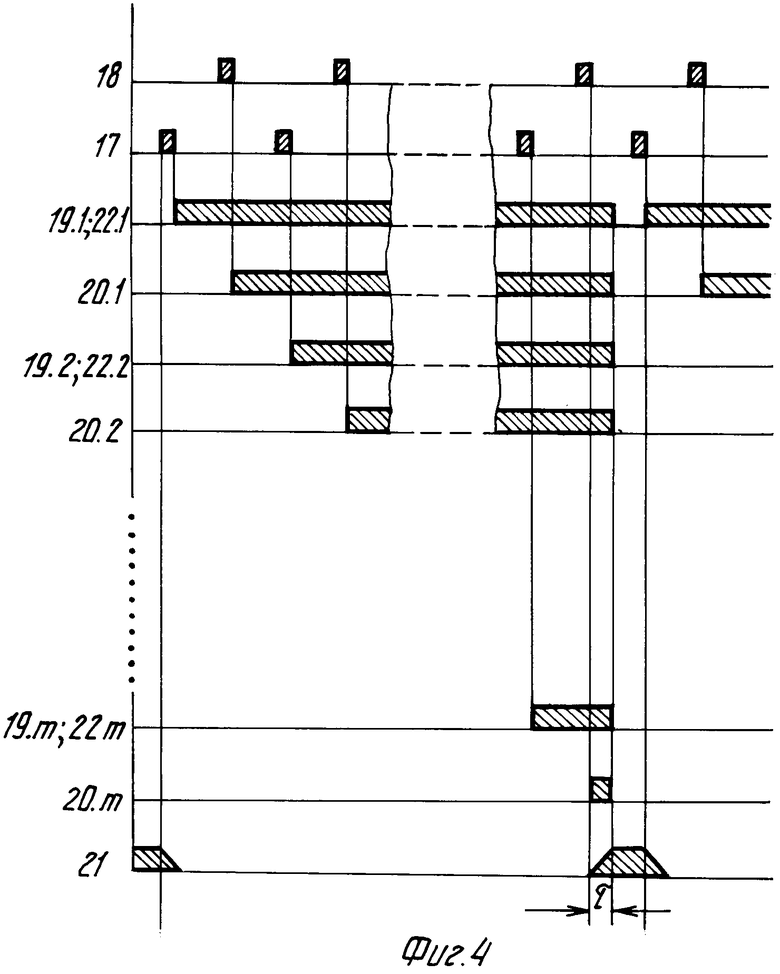
На фиг.1 изображено устройство для изготовления плоского электрического соединителя, вид впереди и план; на фиг.2 - направляющая планка; на фиг.3 - схема управления; на фиг. 4 - последовательность работы элементов схемы управления.
Устройство для изготовления плоского электрического соединителя (фиг.1) выполнено в виде штампа для вырубки из электропроводной полосы 1, гибки и запрессовки в изоляционную колодку 2 контактов 3 и содержит подвижную плиту 4 с пуансонами 5.1-5. n верхнюю часть 6 матрицы, нижнюю часть 7 матрицы, механизм 8 подачи электропроводной полосы.
Устройство снабжено воздушной форсункой 9, направляющей планкой 10, подвижными упорами 11.1-11.m, датчиком 12 нижней точки, датчиком 13 верхней точки и схемой 14 управления. Причем направляющая планка 10 установлена на нижней части 7 матрицы перпендикулярно пуансонам 5.1-5.n и перпендикулярно направлению движения электропроводной полосы 1. Воздушная форсунка 9 расположена перед направляющей планкой 10 и направлена вдоль движения изоляционной колодки 2. Механизм 8 подачи установлен на подвижной плите 4. Подвижные упоры 11.1-11.m выполнены металлическими и расположены вдоль движения изоляционной колодки 2.
В качестве механизма 8 подачи использован клещевой механизм. Направляющая планка 10 (фиг.2) имеет паз 15 для размещения изоляционной колодки 2 и отверстия 16.1-16.m для размещения подвижных упоров 11.1-11.m.
Схема 14 управления (фиг.3) содержит реле 17 нижней точки с контактами 17.1-17. m замыкания, реле 18 верхней точки с контактами 18.1-18.m замыкания, основные реле 19.1-19.m каждое с двумя контактными замыкания, 19.1.1, 19.1.2-19. m. 1,19. m.2, дополнительные реле 20.1-20.m, дополнительные реле 20.1-20.(m-1), каждое имеет два контакта 20.1.1, 20.1.2-20.(m-1).20.(m-1).2 замыкания, дополнительное реле 20.m имеет один контакт 20.m.1 размыкания и один контакт 20.m.2 замыкания.
Кроме того, схема 14 управления содержит емкость 21, обмотки 22.1-22.m с соответствующими якорями 23.1-23.m электромагнитов. Причем первым и вторым входами схемы 14 управления являются соответственно выводы обмоток реле 17 нижней точки и реле 18 верхней точки. Выходами схемы 14 управления являются связанные с подвижными упорами 11.1-11.m якоря 23.1-23.m электромагнитов. Схема 14 управления содержит цепочки включения обмоток 22.1-22.m электромагнитов, цепочки срабатывания основных реле 19.1-19.m и цепочки срабатывания дополнительных реле 20.1-20.m.
Каждая цепочка включения обмоток 22.1-22.m электромагнитов содержит соответствующий контакт 19.1.1-19. m.1 замыкания соответствующего основного реле 19.1-19. m. Цепочка срабатывания первого основного реле 19.1 содержит параллельно соединенные контакты 17.1 и 19.1.2 замыкания реле нижней точки и первого основного реле последовательно соединенные с параллельно соединенными емкостью 21 и контактом 20.m.1 размыкания последнего дополнительного реле.
Цепочка срабатывания второго (и остальных) основного реле 19.2(19.2-19. m) содержит параллельно соединенные контакты 17.2 и 19.2.2 замыкания реле нижней точки и второго (соответствующего) основного реле, последовательно соединенные с контактом 20.1.1 замыкания первого (пре- дыдущего) дополнительного реле. Цепочка срабатывания первого (и остальных) дополнительного реле 20.1 (20.2-20. m) содержит последовательно подключенные к цепочке срабатывания первого (соответствующего) основного реле 19.1 параллельно соединенные контакты 18.1 и 20.1.2 замыкания реле верхней точки и первого (соответствующего) дополнительного реле.
Устройство работает следующим образом. Перед включением устройства в продольном пазу 15 направляющей планки 10 размещают изоляционную колодку 2, в клещевой механизм 8 подачи заправляют электропроводную полосу 1. Подвижная плита 4 с пуансонами 5.1-5.n поднята, подвижные упоры 11.1-11.m выступают над пазом 15 направляющей планки 10. Изоляционная колодка 2 воздухом из воздушной форсунки 9 прижата к первому подвижному упору 11.1.
Устройство работает циклически. Изготовление одного соединителя обеспечивается несколькими циклами возвратно-поступательного движения подвижной плиты 4 и синхронными с этим движением перемещениям и электропроводной полосы 1 и изоляционной колодки 2.
При движении вниз подвижной плиты 4 и пуансонов 5.1-5.n происходит вырубка из электропроводной полосы 1 контактов 3.1-3.n, гибка и запрессовка их в изоляционную колодку 2.
При нижнем положении подвижной плиты 4 срабатывает датчик 12 нижней точки, от которого на первый вход схемы 14 управления поступает сигнал и первый подвижный упор 11.1, связанный с первым входом схемы 14 управления, убирается.
Одновременно подвижная плита 4 движется вверх и под давлением воздуха из воздушной форсунки 9 изоляционная колодка 2 по продольному пазу 15 направляющей планки 10 продвигается до второго подвижного упора 11.2. Синхронно с движением подвижной плиты 4, клещевым механизмом 8 подачи в зону прессования продвигается электропроводная полоса 1.
При верхнем положении подвижной плиты 4 срабатывает датчик 13 верхней точки, от которого на второй вход схемы 14 управления поступает сигнал, подготавливающий схему 14 управления ко второму (последующему) циклу. Аналогично проходят все остальные (промежуточные) циклы. Во время m-го (последнего) цикла работы устройства последний подвижный упор 11.m убирается из продольного паза 15. Воздухом из воздушной форсунки 9 готовый соединитель выталкивается из зоны прессования. Через время τ, определяемое схемой 14 управления, все подвижные упоры 11.1-11.m, связанные с соответствующими выходами схемы 14 управления, устанавливаются в отверстиях 16.1-16.m направляющей планки 10.
Изготовление плоского электрического соединителя заканчивается, устройство возвращается в исходное состояние и готово для изготовления следующего соединителя.
Схема 14 управления работает следующим образом. Перед включением устройства все реле 17,18,19.1-19.m, 20.1-20.m и обмотки 22.1-22.m электромагнитов отключены, якори 23.1-23.m электромагнитов свободны.
При первом поступлении на первый вход схемы 14 управления сигнала от датчика 12 нижней точки в схеме 14 управления срабатывает реле 17 нижней точки и замыкает свои контакты 17.1-17.m. Контактом 17.1 замыкается цепь срабатывания первого основного реле 19.1, которое замыкает свои контакты 19.1.1 и 19.1.2. Контакт 19.1.2 обеспечивает удержание первого основного реле 19.1 после отпускания реле 17.1 нижней точки. Контакт 19.1.1. включает обмотку 22.1 первого электромагнита. Якорь 23.1 первого электромагнита притягивается и связанный с ним первый подвижный упор 11.1 убирается.
При первом поступлении на второй вход схемы 14 управления сигнала от датчика 13 верхней точки в схеме 14 управления срабатывает реле 18 верхней точки и замыкает свои контакты 18.1-18.m. Контактом 18.1 замыкается цепь обрабатывания первого дополнительного реле 20.1, которое замыкает свои контакты 20.1.1 и 20.1.2. Контакт 20.1.2 обеспечивает удержание первого дополнительного реле 20.1 после отпускания реле 18 верхней точки. Контакт 20.1.1 подготавливает цепь срабатывания второго основного реле 19.2 и второго дополнительного реле 20.2.
При поступлении на первый и второй входы схемы 14 управления второго (последующего) сигнала в схеме 14 управления вновь срабатывает реле 17 и 18 нижней и верхней точек, срабатывают вторые (следующие) основное и дополнительное реле 19.2 и 20.2, включается обмотка 22.2 второго (следующего) электромагнита, притягивается якорь 23.2 второго (следующего) электромагнита и убирается из продольного паза 15 второй (следующий) подвижный упор 11.2.
При срабатывании последнего дополнительного реле 20.m размыкается его контакт 20.m.2 размыкания. Число время τ, обусловленное емкостью 22, первые соосные и дополнительное реле 19.1 и 20.1 отпускают, после чего поочередно со второго по последнее отпускают реле 19.2-19.m и 20.2-20.m, отключаются обмотки 22.1-22. m электромагнитов, освобождаются якори 23.1-23.m электромагнитов и подвижные упоры 11.1-11.m устанавливаются над продольным пазом 15 направляющей планки 10.
Цикл работы схемы 14 управления заканчивается, все элементы устанавливаются в исходное состояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ МОНТАЖА, ПАРАМЕТРОВ ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ И ДИАГНОСТИКИ НЕИСПРАВНОСТЕЙ СЛОЖНЫХ УСТРОЙСТВ ЭЛЕКТРОАППАРАТУРЫ И ТОКОРАСПРЕДЕЛИТЕЛЬНЫХ СЕТЕЙ | 2008 |
|
RU2377585C1 |
| ПЕРЕКЛЮЧАТЕЛЬ СТУПЕНЕЙ НАГРУЗКИ | 2013 |
|
RU2621070C2 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 1993 |
|
RU2040816C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 1993 |
|
RU2040815C1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ ТРАНСФОРМАТОР ДЛЯ РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ ЛОКАЛЬНЫХ СЕТЕЙ | 2013 |
|
RU2621069C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 1998 |
|
RU2132598C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛА НАКЛОНА ПОДВИЖНОГО ОБЪЕКТА | 1992 |
|
RU2069310C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1993 |
|
RU2033320C1 |
| Автоматизированная система контроля электромонтажа и сопротивления изоляции жгутов | 1989 |
|
SU1704109A1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 1993 |
|
RU2040814C1 |
Существо: устройство выполнено в виде штампа, который вырубает гнет и запрессовывет контакты при прохождении ленты через окно матрицы. Перемещение ленты с контактами осуществляется с помощью клещевой подачи, а колодки соединителя-струей сжатого воздуха. 4 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ, выполненное в виде штампа для вырубки из электропроводной полосы, гибки и запрессовки в изоляционную колодку контактов, содержащее подвижную плиту, закрепленные на подвижной плите пуансоны, закрепленный на подвижной плите механизм подачи электропроводной полосы, нижнюю часть матрицы, верхнюю часть матрицы, в которой имеются соответствующие пуансонам отверстия, причем число пуансонов равно числу рядов контактов в электропроводной полосе, отличающееся тем, что снабжено датчиком нижней точки движения пуансонов, датчиком верхней точки движения подвижной плиты, установленной на нижней части матрицы перпендикулярно направлению движения электропроводной полосы направляющей планкой с продольным пазом и отверстиями, установленной перед направляющей планкой и направленной вдоль продольного паза воздушной форсункой, расположенными в отверстиях направляющей планки подвижными упорами, схемой управления, причем в качестве механизма подачи электропроводной полосы использован клещевой механизм, число подвижных упоров равно числу запрессованных в изоляционную колодку рядов контактов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления электрического соединителя и устройство для его осуществления | 1987 |
|
SU1555751A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
