Изобретение относится к электротехнике и может быть использовано при изготовлении электрических соединителей.
Цель изобретения - повышение надежности запрессовки контактов в изоляционную колодку.
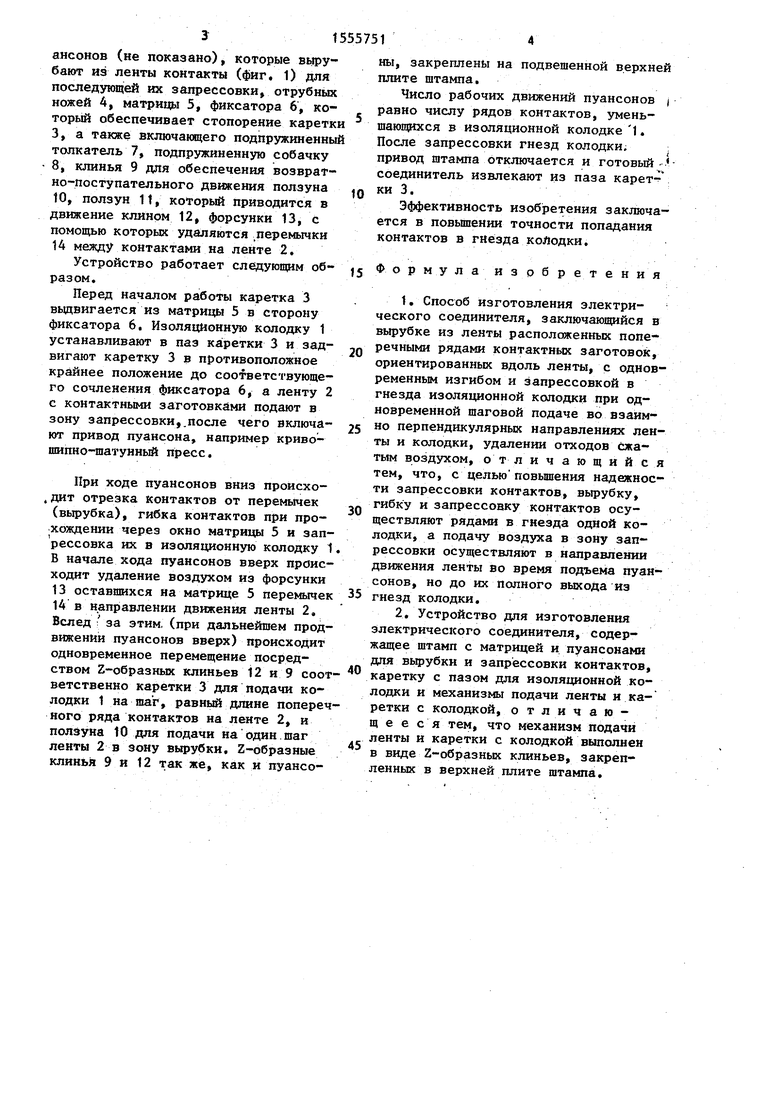
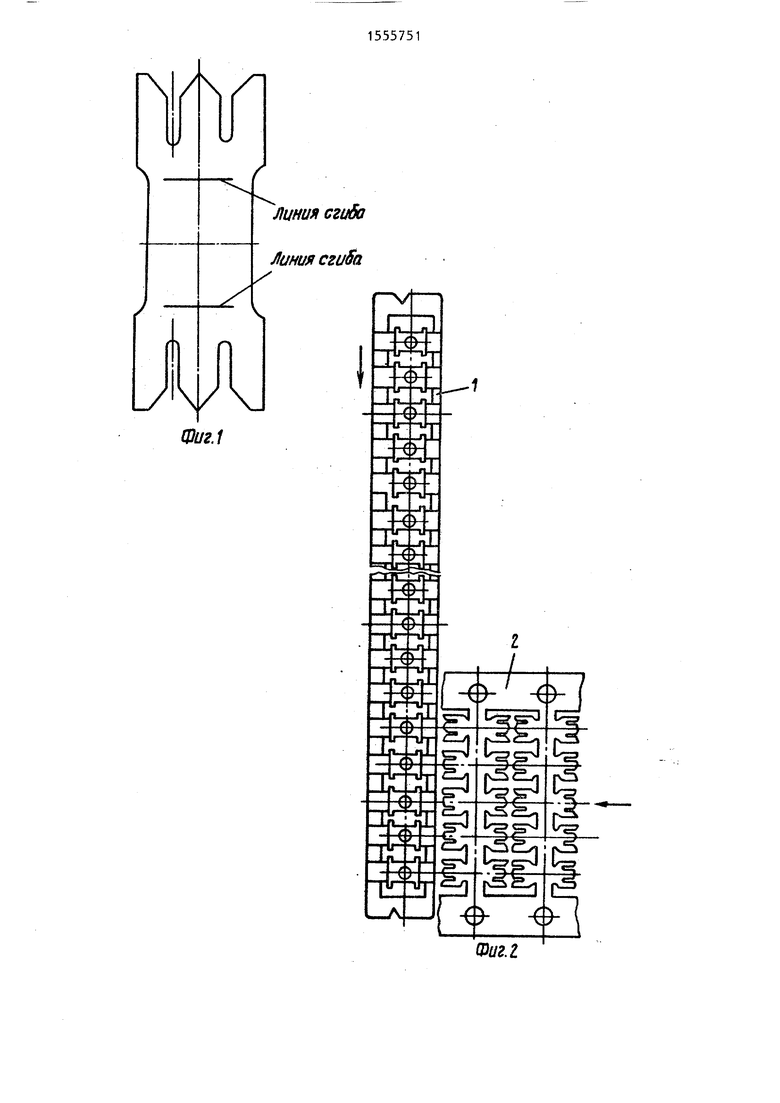
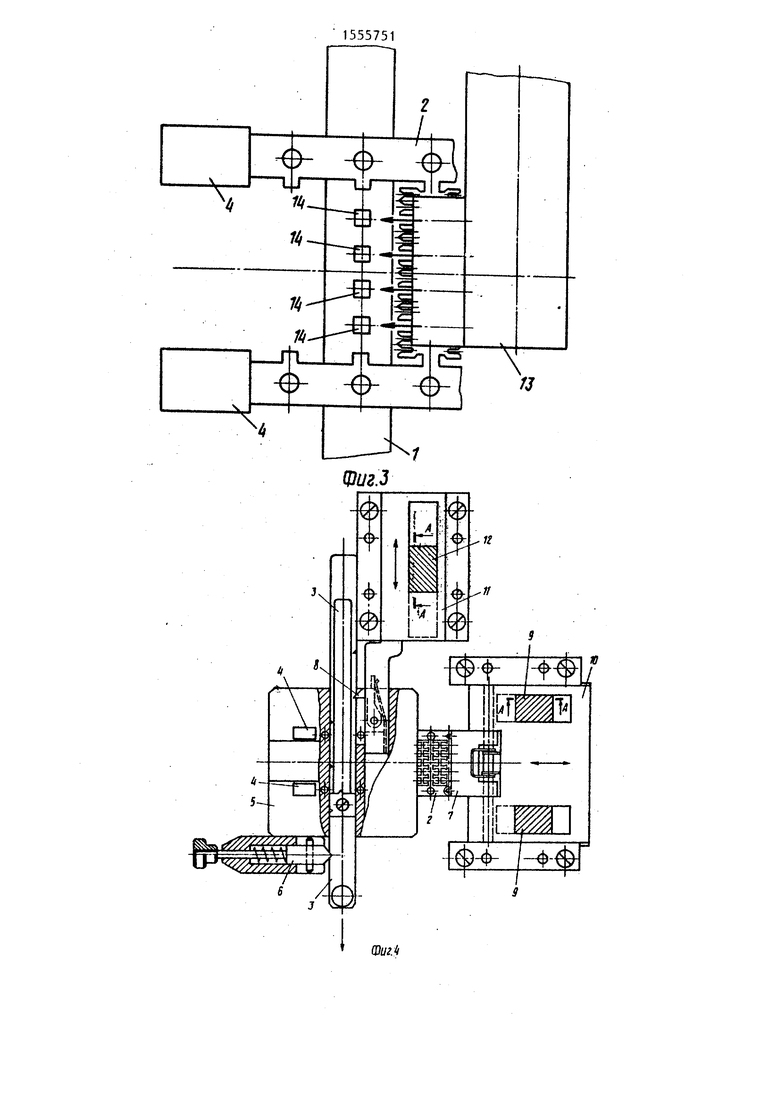
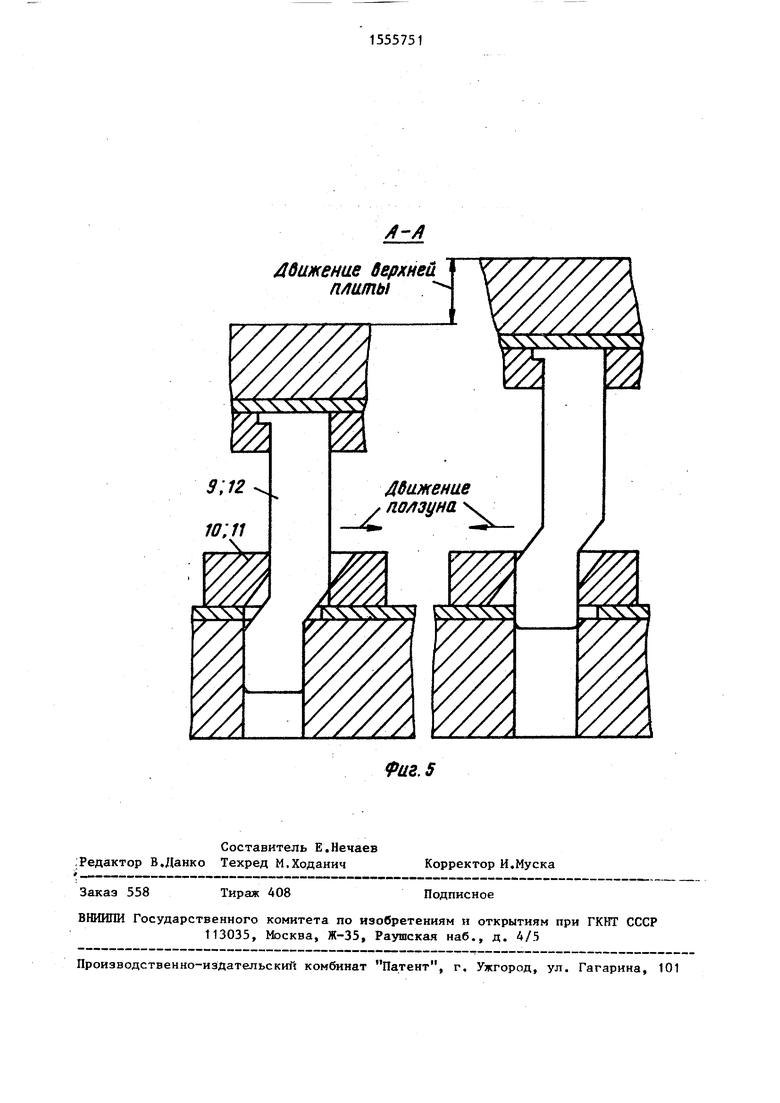
На фиг. 1 изображен контакт, общий вид; на фиг. 2 и 3 - схема реализации способа; на фиг, 4 - устройство для реализации способа, вид сверху; на фиг. 5 - сечение А-А на фиг. 4, схема работы клиньев
Способ заключается в следующем.
На разном технологическом оборудовании изготавливают изоляционные колодки 1 и ленту 2, в которой контактные заготовки ориентированы вдоль ленты и расположены поперечными рядами. Окончательную вырубку контактных заготовок из ленты 2 с одновременным изгибом и запрессовкой их в гнезде
изоляционной колодки 1 производят целыми рядами. Подача ленты 2 и колодки 1 осуществляется вдоль их продольных осей во взаимно перпендикулярных направлениях.
После вырубки контактов из первого ряда колодку 1 смещают на расстояние, равное длине одного ряда контактов, а ленту 2 подают в зону запрессовки синхронно на расстояние, равное длине шага между поперечными рядами контактных заготовок. При этом удаление отходов осуществляют сжатым воздухом, направленным вдоль движения ленты во время подъема пуансонов, но до их полного выхода из гнезд колодки 1.
Предложенный способ изготовления соединителя реализуется с помощью устройства, выполненного в виде штампа, включающего каретку 3 с пазом для установки изоляционной колодки 1, пуел ел ел
«sl
ел
31
ансонов (не показано), которые вырубают из ленты контакты (фиг. 1) для последующей их запрессовки, отрубных ножей 4, матрицы 5, фиксатора 6, который обеспечивает стопорение каретки 3, а также включающего подпружиненный толкатель 7, подпружиненную собачку 8, клинья 9 для обеспечения возвратно-поступательного движения ползуна 10, ползун 11, который приводится в движение клином 12, форсунки 13, с помощью которых удаляются .перемычки 14 между контактами на ленте 2,
Устройство работает следующим образом.
Перед началом работы каретка 3 выдвигается из матрицы 5 в сторону фиксатора 6. Изоляционную колодку 1 устанавливают в паз каретки 3 и задвигают каретку 3 в противоположное крайнее положение до соответствующего сочленения фиксатора 6, а ленту 2 с контактными заготовками подают в зону запрессовки,.после чего включают привод пуансона, например криво- шипно-шатунный пресс.
При ходе пуансонов вниз происхо- дат отрезка контактов от перемычек (вырубка), гибка контактов при прохождении через окно матрицы 5 и зап- рессовка их в изоляционную колодку 1. В начале хода пуансонов вверх происходит удаление воздухом из форсунки
13оставшихся на матрице 5 перемычек
14в направлении движения ленты 2. Вслед за этим, (при дальнейшем продвижении пуансонов вверх) происходит одновременное перемещение посредством Z-образных клиньев 12 и 9 соответственно каретки 3 для подачи колодки 1 на шаг, равный длине поперечного ряда контактов на ленте 2, и ползуна 10 для подачи на один шаг ленты 2 в зону вырубки. Z-обраэные клинья 9 и 12 так же, как и пуансо
5
ны, закреплены на подвешенной верхней плите штампа.
Число рабочих движений пуансонов | равно числу рядов контактов, уменьшающихся в изоляционной колодке 1. После запрессовки гнезд колодки, привод штампа отключается и готовый - соединитель извлекают из паза карет- ки 3.
Эффективность изобретения заключается в повышении точности попадания контактов в гнезда колодки.
Формула изобретения
0
5
0
5
0
45
1.Способ изготовления электрического соединителя, заключающийся в вырубке из ленты расположенных поперечными рядами контактных заготовок, ориентированных вдоль ленты, с одновременным изгибом и запрессовкой в гнезда изоляционной колодки при одновременной шаговой подаче во взаимно перпендикулярных направлениях ленты и колодки, удалении отходов сжатым воздухом, отличающийся тем, что, с целью повышения надежности запрессовки контактов, вырубку, гибку и запрессовку контактов осуществляют рядами в гнезда одной колодки, а подачу воздуха в зону запрессовки осуществляют в направлении движения ленты во время подъема пуансонов, но до их полного выхода из гнезд колодки.
2.Устройство для изготовления электрического соединителя, содержащее штамп с матрицей и пуансонами для вырубки и запрессовки контактов, каретку с пазом для изоляционной колодки и механизмы подачи ленты и каретки с колодкой, отличающееся тем, что механизм подачи ленты и каретки с колодкой выполнен в виде Z-образных клиньев, закрепленных в верхней плите штампа.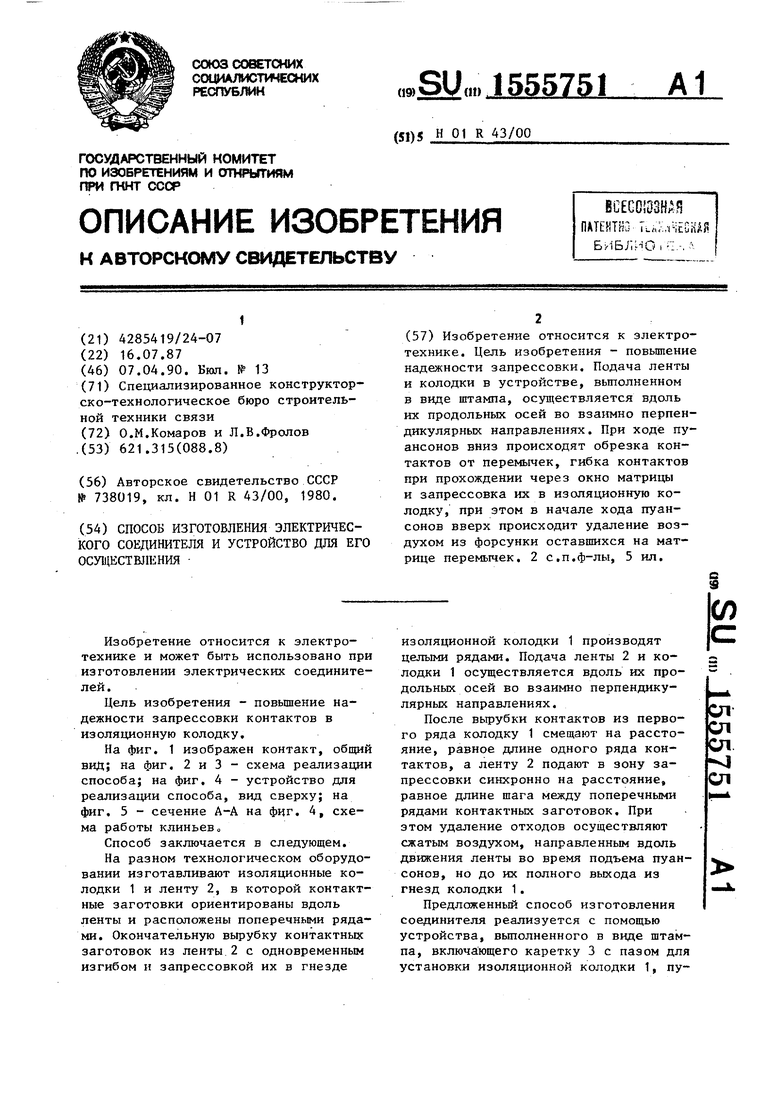
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ | 1992 |
|
RU2020675C1 |
| Способ изготовления электрических соединителей и устройство для его осуществления | 1988 |
|
SU1582242A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Автомат для изготовления и запрессовки прокладок в колпачки для укупорки флаконов | 1952 |
|
SU98122A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Устройство для вырубки деталей, пробивки отверстий и установки в них стержневых деталей | 1976 |
|
SU606661A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
Изобретение относится к электротехнике. Цель изобретения - повышение надежности запрессовки. Подача ленты и колодки в устройстве, выполненном в виде штампа, осуществляется вдоль их продольных осей во взаимно перпендикулярных направлениях. При ходе пуансонов вниз происходят обрезка контактов от перемычек, гибка контактов при прохождении через окно матрицы и запрессовка их в изоляционную колодку, при этом в начале хода пуансонов вверх происходит удаление воздухом из форсунки оставшихся на матрице перемычек. 1 з.п. ф-лы, 5 ил.
Линия сгиба Линия czt/Sa
Фиг.1
Фиг. г
Фиг.З
ЮигЛ
А-А
Движение верхней плиты
9,12 ю;11
-Ј
Составитель Е.Нечаев .Редактор В.Данко Техред М.Ходанич
Заказ 558
Тираж 408
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Движение ползуна v
Фиг. 5
Корректор И.Муска
Подписное
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
