Изобретение относится к ремонту и наращиванию длинномерных изделий в виде стержней и труб, таких как подвески топливных кассет ядерных энергетических реакторов типа РБМК, и может найти применение на всех атомных электростанциях указанного типа.
Известны устройства для стыковки труб при их сборке и подготовке к сварке. Одним из таких устройств является эксцентриковый центратор, который используется при стыковании труб малых диаметров (до 60 мм). Обойму центратора устанавливают на два конца труб, так, чтобы стык был в центре обоймы. Между щеками обоймы находится вкладыш, соединенный с эксцентриком петлями. Поворотом рукоятки эксцентрика зажимают вкладыш и обойму на трубах, обеспечивая их центровку. Стык сваривают через вырезы обоймы. Недостатком упомянутого устройства является, то, что с его помощью можно сваривать трубы с предварительно обработанными торцами. Для этого необходима их отторцовка и снятие фаски на токарных приспособлениях с последующим перезакреплением в обойме эксцентрикового центратора перед сваркой и последующее перезакрепление труб для выполнения сварного шва сплошным. Все это требует дополнительных затрат времени, а поскольку работы ведутся в условиях повышенной радиации, то повышаются дозозатраты обслуживающего персонала. Кроме того, как было отмечено выше, эксцентриковый центратор может быть использован только для труб малых диаметров.
Известно также центровочное приспособление, которое состоит из двух хомутов, связанных между собой винтовыми стяжками. Трубы центрируются за счет стяжек в продольном и (отжимных винтов одного из хомутов) в поперечном направлении. Недостатком упомянутого устройства является то, что с его помощью можно сваривать трубы с предварительно обработанными торцами. Для этого необходима их отторцовка и снятие фаски на токарных станках и приспособлениях с последующим перезакреплением в обоймах центровочного приспособления перед сваркой и последующее перезакрепление труб для выполнения сварочного шва сплошным. Все это требует дополнительных затрат времени, а поскольку работы ведутся в условиях повышенной радиации, это повышает дозозатраты обслуживающего персонала. Кроме того, поскольку проведение работ осложняется большими габаритами труб, необходимо дополнительное оборудование в виде центровочных приспособлений или роликовых опор, без которых проведение работ либо осложняется, либо вообще не может быть осуществлено.
Известны центровочные каретки, применяемые при сборке блоков трубопроводов на сварочных стендах. Каретка имеет две пары катков, перемещающихся по направляющим сборочного стенда. Трубы, подлежащие стыковке, устанавливают в ложемент кареток, который за счет кинематических пар винт-гайка может перемещаться в вертикальном и поперечном направлениях, обеспечивая требуемое совпадение стыков труб. Каретка снабжена захватами, которые предотвращают сползание каретки с направляющего стенда. Недостатком упомянутых центровочных кареток является то, что только с их помощью невозможно провести сборку и крепление погнутых труб, которые требуют правки, обработки торцев с соблюдением соосности, и только после этого, крепления с помощью сварки.
Известны также телескопические роликовые опоры, которые применяют при сборке на стендах пространственных блоков. Опора имеет зажимное устройство, которое позволяет установить шток с опорными роликами на требуемой высоте. Недостатком упомянутых телескопических опор является то, что только с их помощью невозможно провести сборку и крепление погнутых труб, которые требуют правки, обработки торцев и соблюдения условий соосности, и только после этого - крепление сваркой. Кроме того, конструкция размещения опорных роликов не позволяет продольного перемещения стыкуемых труб, допуская лишь их вращательное движение.
Известен также гибкий производственный модуль, который может быть использован для обработки длинных валов, содержащий станину с направляющими, две шпиндельные бабки с зажимными патронами, одна из которых установлена на направляющих с возможностью продольного перемещения относительно другой, два инструментальных суппорта, по меньшей мере один из которых размещен на направляющих между шпиндельными бабками и механизм загрузки изделий. Известное устройство имеет наибольшее количество общих признаков с предложенным и поэтому принято за прототип. Однако, известное устройство не может совмещать правку погнутых труб, обработку торцев труб с их последующей сваркой. Эти операции необходимо производить на разных станках, при этом необходимо перезакрепление изделий, что ухудшает точность обработки и соединения изделий, вызывает дополнительные затраты времени, а поскольку работы ведутся в условиях повышенной радиации, то повышаются дозозатраты обслуживающего персонала.
Для ремонта изделий типа подвесок топливных кассет реакторов типа РМБК необходимо одновременно обтачивать стыкуемые торцы цилиндрических длинномерных изделий сложной ступенчатой формы с последующей их сваркой обработанных торцев при соблюдении в ряде случаев определенного осевого зазора между торцами. При этом наиболее качественное соединение изделий сваркой обеспечивается при проведении всех работ без промежуточных перезакреплениях элементов изделий, т.е. с единственной установки.
В основу настоящего изобретения положена задача создания устройства, которое позволяло бы за счет совмещения технологических операций, исключения промежуточных перезакреплений изделий и их транспортировки от одного станка к другому сократить сроки обработки и тем самым уменьшить дозозатраты обслуживающего персонала. Сущность изобретения заключается в том, что в устройстве для обработки изделий, преимущественно длинномерных, содержащем станину с направляющими, две шпиндельные бабки с зажимными патронами, одна из которых установлена на направляющих с возможностью продольного перемещения относительно другой, два инструментальных суппорта, по меньшей мере один из которых размещен на направляющих между шпиндельными бабками, и механизм загрузки изделий, согласно изобретению, оно снабжено сварочным оборудованием, установленном на инструментальном суппорте, размещенном между шпиндельными бабками, а привод вращения зажимных патронов выполнен синхронизированным, причем механизм загрузки изделий установлен между направляющими за подвижной шпиндельнoй бабкой и выполнен в виде двух рядов роликов, закрепленных на поворотных элементах, соединенных общим механизмом поворота роликов на 90о.
Целесообразно для сокращения сроков обработки, уменьшения дозозатрат обслуживающего персонала путем правки изделия без дополнительной транспортировки и перезакреплений снабдить устройство измерителем радиальных перемещений и прессом, установленных на инструментальном суппорте, размещенном на направляющих за подвижной шпиндельной бабкой.
Целесообразно для удобства эксплуатации и упрощения крепления изделий для последующей обработки механизм загрузки изделий снабдить телескопическими истоками и механизмом их синхронного подъема и опускания, а поворотные элементы роликов закрепить на концах телескопических штоков попарно, причем привод общего механизма поворота роликов на 90о установлен на одном из крайних телескопических штоков.
Целесообразно для упрощения конструкции и исключения поломок оборудования механизм синхронного подъема и опускания телескопических штоков выполнить в виде реечных передач, зубчатые колеса которых соединены между собой промежуточными валами, а последние связаны с приводом механизма синхронного подъема и опускания телескопических штоков через муфту предельного момента.
Целесообразно для расширения функциональных возможностей устройства поворотные элементы каждой пары роликов закрепить на концах соответствующих телескопических штоков наклонно друг к другу и снабдить индивидуальными средствами выдвижения роликов.
Целесообразно для обеспечения технологичности изготовления устройства поворотные элементы закрепить под углом 120о друг к другу и симметрично относительно оси телескопического штока.
Целесообразно для упрощения конструкции устройства каждый из поворотных элементов роликов и каждое из индивидуальных средств их выдвижения выполнить в виде винта с гайкой, корпуса-стакана и поворотного рычага со шпонкой, причем винт устанавливается в корпусе-стакане с возможностью вращения и взаимодействия с гайкой, размещенной в том же корпусе с возможностью осевого перемещения, при этом в гайке выполнен наружный продольный паз, в котором размещена шпонка, закрепленная на конце поворотного рычага, другой конец которого связан посредством дополнительно введенной тяги с общим механизмом поворота роликов на 90о, в корпусе-стакане выполнена поперечная секторная прорезь с углом сектора 90о, причем поворотный рычаг установлен в секторной прорези, а ролики закреплены на торце гайки.
Целесообразно для упрощения эксплуатации привод общего поворота роликов на 90о выполнить в виде двухпозиционного подпружиненного рычага, и двух параллельных рядов тяг, при этом двухпозиционный подпружиненный рычаг устанавливают с возможностью взаимодействия с тягами, а последние шарнирно связаны с упомянутыми поворотными рычагами.
Целесообразно для расширения функциональных возможностей устройства синхронизированный привод вращения зажимных патронов выполнить в виде общего электропривода и двух редукторов - стационарного и подвижного, соединенных между собой шпоночным валом и раздаточным зубчатым колесом со шпонкой, которое закреплено в корпусе подвижного редуктора.
Целесообразно для повышения надежности работы устройства каждое индивидуальное средство выдвижения роликов снабдить стопором, который выполнен в виде нажимного штока и шарика, а в винте выполнить сквозное осевое отверстие с конусным сужением на входе и продольные прорези на конце, при этом шарик разместить в отверстии с возможностью взаимодействия со стенками конусного участка, а винт установить в отверстии с возможностью вращения, осевого перемещения и взаимодействия своим концом с шариком.
Настоящее изобретение позволяет за счет совмещения технологических операций, исключения перемещений и перезакреплений повысить точность и качество обработки изделий. Это объясняется тем, что токарная обработка и сварка изделий производится с одной установки, что особенно важно для изделий сложной ступенчатой формы, когда имеется ряд участков с различными диаметрами. Предложенное устройство расширяет технологические возможности оборудования благодаря возможности наращивания изделий и использования при этом разнообразных видов сварки, а также самой разнообразной разделке швов и сварки с гарантированными зазорами между стыками. Исключение промежуточных перезакреплений изделий, их транспортирование от одного станка к другому дополнительно сокращает сроки работ во вредных условиях, что уменьшает дозозатраты обслуживающего персонала.
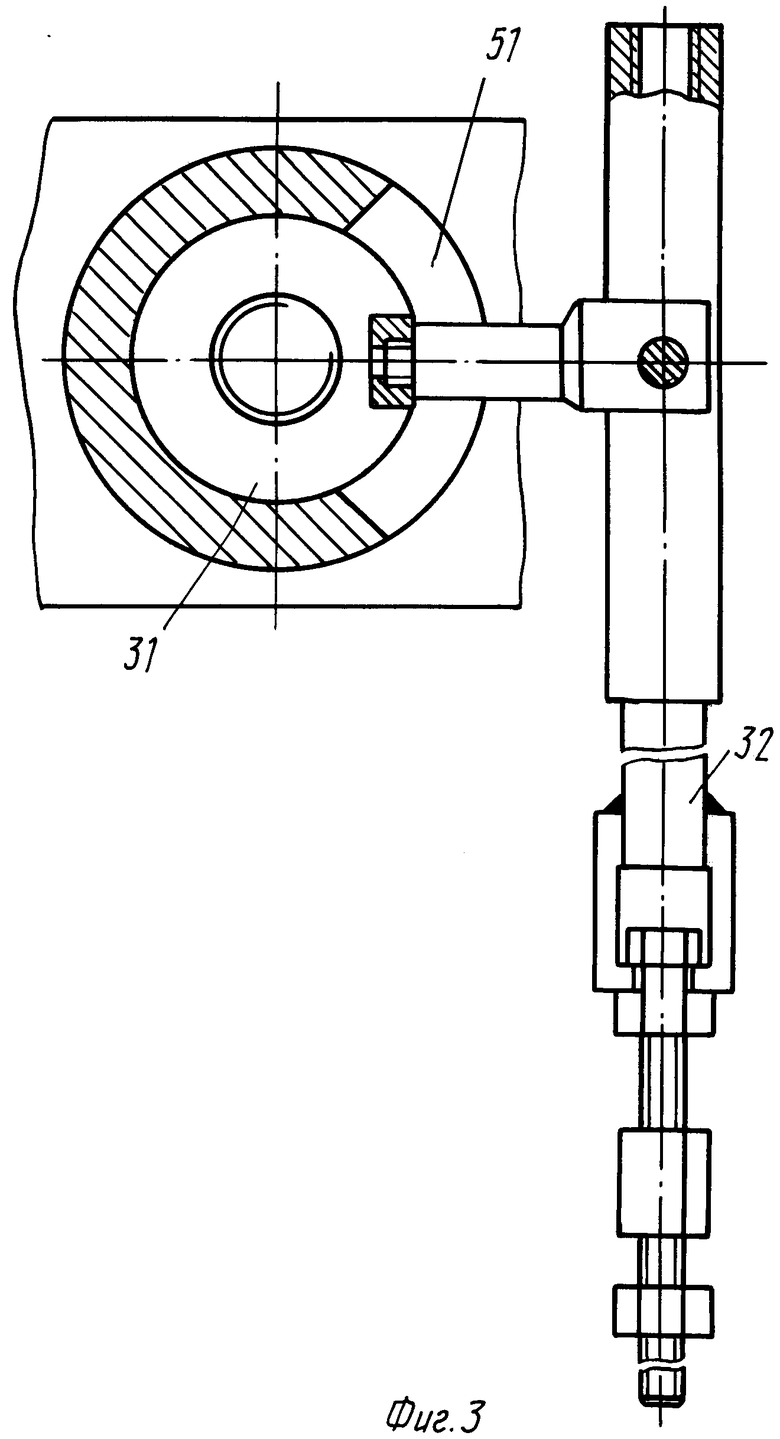
На фиг. 1 изображена принципиальная кинематическая схема устройства; на фиг. 2 - узел устройства, содержащий поворотные ролики, закрепленные попарно на телескопическом штоке; на фиг. 3 - узел устройства для поворота роликов на угол 90о, представляющий собой одну из тяг, соединяющих поворотные элементы, взаимодействующие со шпонками пазов гаек кинематических передач "винт-гайка".
Устройство для обработки изделий, преимущественно длинномерных, содержит станину 1, представляющую собой жесткую несущую конструкцию с продольными направляющими 2, выполненными в виде двух горизонтальных параллельных полозьев. На направляющих 2 подвижно закреплены два инструментальных суппорта 3 и 4, которые взаимодействуют с направляющими 2 при помощи подвижного соединения типа "ласточкин хвост" или в виде опор вращения, которые установлены на направляющих инструментального суппорта 4 снизу и сверху направляющих 2, что препятствует смещению суппорта 4 при вертикальных нагрузках. Суппорт 4 выполнен в виде П-образной арки, на веpхней перекладине которой установлен пресс 6, а на одной из боковых стоек закреплен измеритель радиальных перемещений 7. Нижние части стоек П-образной арки взаимодействуют с направляющими 2 при помощи упомянутых опор вращения 5. Инструментальный суппорт 3 выполнен в виде обычного токарного суппорта, который дополнительно снабжен (кроме резца 8) сварочным оборудованием 9 и установлен между шпиндельными бабками 10 и 11. Одна из шпиндельных бабок, а именно бабка 10, выполнена стационарной, а вторая 11, выполнена подвижной. Обе шпиндельные бабки 10 и 11 имеют зажимные патроны 12, установленные один против другого, которые снабжены сквозными соосными каналами для длинномерных изделий и синхронизированным приводом.
Между горизонтальными направляющими 2 станины 1 размещены два ряда параллельных поворотных на 90о роликов 15, первая ориентация которых продольная, а вторая - поперечная относительно оси обрабатываемого изделия. Ролики 13 попарно и симметрично относительно друг друга закреплены на консольных выносах 14 выдвижных телескопических штоков 15. Вдоль станины 1 между ее направляющими 2 закреплено несколько таких выдвижных телескопических штоков 15, каждый из которых снабжен реечной передачей 16 в виде зубчатой рейки 17, совмещенной со штоком 15 и кинематически связанной с нею зубчатым колесом 18. Зубчатые колеса 18 всех реечных передач 16 соединены между собой промежуточными валами 19, которые соединены с общим приводом 20 вертикального перемещения роликов 13 через муфту предельного момента 21. Муфта предельного момента 21 выполнена в виде пары зубчатых фланцев 22, подпружиненных пружиной 23. С одной стороны станины 1 закреплена шпиндельная бабка 10 с зажимным патроном 12. Вторая зажимная головка 12 размещена на подвижной вдоль направляющих 2 шпиндельной бабке 11. Оба зажимных патрона 12 установлены в шпиндельных бабках 10 и 11 соосно и встречно относительно друг друга. Оба зажимных патрона 12 соединены с реверсивным редуктором 24 и электродвигателем 25. Зажимной патрон 12 шпиндельной бабки 10 соединен с реверсивным редуктором 24 при помощи набора зубчатых колес 26 ("Гитара"), а зажимной патрон 12 шпиндельной бабки 11 через шпоночный вал 27, зубчатое колесо 28 со шпонкой и зубчатое колесо 29 "гитары" 26 также соединен с электродвигателем 25. Шпиндельная бабка 11 в свою очередь снабжена механизмом продольного перемещения 30 по направляющим 2 станины 1, который выполнен по стандартной кинематической схеме "винт-гайка".
Каждая пара роликов 13, закрепленных на консольных выносах 14, установлена в индивидуальных поворотных элементах 31, которые соединены между собой двумя параллельными рядами тяг 32, связанных с общим механизмом поворота 33 роликов 13 на угол 90о, причем упомянутый механизм поворота 33 закреплен на одном из крайних корпусов 34 выдвижных телескопических штоков 15 и выполнен в виде подпружиненного двухпозиционного рычага 35. Кроме того, каждый из роликов 13 снабжен индивидуальными средствами выдвижения. Конструкция поворотных элементов 31 и индивидуального выдвижения роликов 13 выполнена совмещенной и представляет собой кинематическую передачу "винт-гайка", размещенную в корпусе-стакане 36 (фиг. 2), закрепленном на консольном выносе 14 под некоторым углом к оси телескопического штока 15, "винт" 37 крепится в днище стакана-корпуса 38 с возможностью вращения, для чего снабжен буртиком 39, приводной крышкой 40 и размещенной между ними опорой вращения. "Винт" 37 имеет сквозное осевое отверстие 41, которое переходит ближе к свободному торцу винта 37 в коническое сужение 42.
Со стороны свободного торца винта 37 выполнено несколько продольных прорезей 43, которые расположены в местах перехода внутреннего отверстия 41 в коническое сужение 43. Внутри отверстия 41 винта 37 закреплен на резьбе 44 нажимной шток 45 и размещен контактный шарик 46, взаимодействующий с коническим сужением 42 и торцем нажимного штока 45, "гайка" 47 (кинематической передачи "винт-гайка") размещена в корпусе-стакане 36 с возможностью продольного перемещения относительно его стенок за счет выполнения на ее наружной поверхности шпоночного паза 48 и размещения шпонки 49, которая соединена с поворотным элементом 50. Поворотный элемент 50 имеет возможность быть установленным в два положения под углом 0 и 90о за счет секторной поперечной прорези 51 (фиг. 3) в стенке корпуса-стакана 36. Поворотные рычаги 50 объединены в две параллельные цепочки, между ними закреплены тяги 32, которые объединены общим механизмом поворота 33 (фиг. 1) роликов 13 на угол 90о.
Возможна и иная модификация выполнения устройства, когда необходимо выполнить конструкцию облегченной и более удобной для транспортирования. В этом случае подвижная шпиндельная бабка 12, а также суппорт со сварочным оборудованием 9 размещены на индивидуальных направляющих, усиленных по сравнению с направляющими 2, которые параллельны последним. Возможно и иное расположение направляющих 2 относительно шпиндельных бабок 11 и 12, когда они могут быть расположены и со стороны стационарной шпиндельной бабки 11, что позволяет использовать устройство для обработки гибких длинномерных изделий, таких, как тонкостенные трубы. Совместно с направляющими 2 дублируется и установка выдвижных штоков 15, реечных передач 16, роликов 13.
Для предотвращения чрезмерных нагрузок на зубчатые рейки 17, зубчатые колеса 18 и муфту предельного момента 21 штоки 15 снабжены стопорами 52.
Устройство работает следующим образом. Подвеска топливной кассеты реактора РМБК транспортируется и укладывается на два ряда параллельных роликов 13, которые закреплены на консольных выносах 14 выдвижных телескопических штоков 15. После этого шпиндельную бабку 11 перемещают в сторону роликов 13 и крепят в ее зажимном патроне 12 одного из торцев изделия. Предварительно с помощью средств индивидуального выдвижения роликов 13 добиваются их контакта с изделием. После установления контакта роликов 13 с изделием, их поворачивают с помощью тяг 32 в положение, соответствующее продольному перемещению изделия, когда они обеспечивают транспортирование изделия вдоль направляющих 2 станины 1 с помощью механизма продольного перемещения 30 шпиндельной бабки 11. Выставив изделие с необходимым зазором относительно торца наращиваемого сваркой участка, который крепится в зажимном патроне 12 шпиндельной бабки 10 с помощью двухпозиционного рычага 35 через тяги 32 приводят в действие поворотные элементы 31 роликов 13, которые устанавливают в положение поперечного обкатывания изделия при его вращении. После включения электродвигателя 25, зажимные патроны 12 шпиндельных бабок 10 и 11 вращаются с одинаковыми угловыми скоростями. Передача крутящего момента осуществляется через реверсивный редуктор 24, зубчатые колеса 26 ("гитара"), причем вращение зажимного патрона 12 шпиндельной бабки 11 осуществляется через зубчатое колесо 29, шпоночный вал 27, зубчатое колесо 28 со шпонкой, которые обеспечивают возможность перемещения шпиндельной бабки 11 при помощи механизма продольного перемещения 30.
Поскольку обрабатываемые торцы изделий находятся на гарантированном расстоянии, возможна их совместная обработка резцом 8 суппорта 3 и сварка с помощью сварочного оборудования 9. При этом, благодаря возможности осевого перемещения обрабатываемого изделия возможна разнообразная разделка швов с одного установа и использование видов сварки с вытеснением наплавленного материала, что повышает качество обработки, сокращает время работ во вредных условиях и расширяет технологические возможности ремонта изделий.
В том случае, если изделие имеет сложную ступенчатую форму, т.е. несколько участков с различными диаметрами, путем индивидуального выдвижения роликов 13 благодаря вращению винта 37 перемещают гайку 47 вдоль стакана-корпуса 36. Поскольку гайка 47 имеет паз 48 и размещенную в нем шпонку 49, обеспечивается ее продольное перемещение в стакане-корпусе 36. После установки контакта всех роликов 13 с изделием, кинематические передачи "винт-гайка" стопорятся при помощи нажимного штока 35 в отверстии 41 винта 37 за счет его вращения в резьбе 44. Перемещаясь вдоль оси винта 37, шток 45 заклинивает шарик 46 в коническом сужении 42. Благодаря прорезям 43 происходит деформация свободного торца винта 37 и заклинивание резьбы, после чего возможен только совместный поворот гайки 47 и винта 37 при повороте роликов 13 на угол 90о.
После обеспечения контакта роликов 13 с изделием, для его подъема включают привод 20, который через промежуточные валы 19 вращает зубчатые колеса 18 и выдвигает штоки 15 вместе с роликами 13 до совпадения оси изделия с осью зажимного патрона 12. Затем ролики 13 ориентируют с помощью тяг 32, связанных механизмом поворота 33 в положение продольного обкатывания изделия, и заводят последнее в зажимной патрон 12 шпиндельной бабки 11. После крепления изделия в патроне 12 ролики 13 ориентируют с помощью механизма поворота 33 в положение поперечного обкатывания изделия, которое обрабатывается совместно с наращиваемым участком, закрепленным предварительно в патроне 12 шпиндельной бабки 10.
Контроль изделия с помощью суппорта 4 с индикатором 7 может быть осуществлен совместно с токарными работами, что сокращает суммарное время нахождения радиоактивного изделия в ремонтной зоне и тем самым снижает дозозатраты обслуживающего персонала.
Пресс 6 суппорта 4 используется в случае искривления подвесок или других изделий и его работе, контролируется с помощью индикатора 7.
Предлагаемое устройство обладает по сравнению с известным рядом преимуществ. Благодаря возможности проведения на изделиях комплекса технологических операций без перемещения и перезакрепления его на различном оборудовании. Повышается точность обработки и качество сварки (обработка изделия с одного установа). Предложенное устройство также расширяет технологические возможности оборудования при наращивании изделий сваркой, так как возможна сварка с различными фиксируемыми торцовыми зазорами. Кроме того, за счет исключения промежуточных перезакреплений изделий и их транспортировки от одного станка к другому сокращаются сроки работ, что уменьшает дозозатраты обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037818C1 |
| СЪЕМНИК | 1990 |
|
RU2009868C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛКИ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ НА ФРАГМЕНТЫ | 1995 |
|
RU2079908C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СТЕРЖНЕЙ | 1991 |
|
RU2021084C1 |
| СЪЕМНИК ПРОБКИ | 1999 |
|
RU2166808C1 |
| КАМЕРА РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2031460C1 |
| УСТРОЙСТВО РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2069902C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛКИ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ НА ФРАГМЕНТЫ | 2000 |
|
RU2172988C1 |
| УСТРОЙСТВО ДЛЯ ДРЕНАЖА ДЕЗАКТИВИРУЮЩЕГО РАСТВОРА ИЗ ТЕХНОЛОГИЧЕСКОГО КАНАЛА УРАН-ГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРОВ | 1995 |
|
RU2109357C1 |
| СПОСОБ РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО РАЗДЕЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2080665C1 |

Использование: машиностроение, в частности устройства для обработки длинномерных изделий. Сущность изобретения: устройство содержит станину 1 с направляющими 2, две шпиндельные бабки 10 и 11 с зажимными патронами 12, имеющими синхронизированный привод и два инструментальных суппорта 3 и 4. Шпиндельная бабка 11 выполнена подвижной. Суппорт 3 оснащен сварочным и механическим инструментом и размещен между шпиндельными бабками 10 и 11. Суппорт 4 оснащен прессом 6 и измерителем радиальных перемещений 7 и установлен на направляющих 2 за шпиндельной бабкой 11. 9 з.п.ф-лы, 3 ил.
| Гибкий производственный модуль | 1989 |
|
SU1660938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

