Изобретение относится к машиностроению и может быть использовано в гибких автоматизированных участках и комплексах для изготовления изделий.
Целью изобретения является расширение технологических возможностей модуля путем использования робота для смены инструмента, а также обеспечения перегрузки заготовок из шпинделя одного станка в другой без применения манипулятора.
На фиг.1 изображена компоновочная схема гибкого производственного модуля; на фиг.2 - вид А на фиг. 1; на фиг.З - сечение Б-Б на фиг.1.
Гибкий производственный модуль содержит две параллельные траверсы 1, установленные на колоннах 2, две шпиндельные бабки 3 и 4 с патронами 5 и 6, манипулятор 7 со схватом 8, два инструментальных магазина 9 и магазин 10 заготовок 11. На каждой из траверс 1 выполнены направляющие 12- 14, на которых установлены с возможностью перемещения соответственно по две основные каретки 15, дополнительные каретки 16 и балка 17.
На каждой из основных кареток 15 закреплен суппорт 18, на котором установлена с возможностью перемещения инструментальная головка 19, а дополнительные каретки 16 попарно соединены между собой жестко закрепленными шпиндельными бабками 3 и 4. На скалках 20 балки 17 установлена с возможностью перемещения по ним платформа 21. К последней прикреплен загрузочный манипулятор 7.
Для отвода стружки из зоны резания в гибком производственном модуле предусмотрен транспортер 22. Для создания дополнительной жесткости траверсы 1 могут быть скреплены между собой стяжками 23.
Гибкий производственный модуль работает следующим, образом.
Загрузочный манипулятор 7, гСеремеща- ясь по направляющим 13 и скалкам 20, транспортирует заготовку 11 из магазина 10 к патрону 5 шпиндельной бабки. Патрон 5 зажимает заготовку 11, после чего производится ее механическая обработка двумя суппортами 18 с установленными на них инструментальными головками 19. После этой обработки шпиндельная бабка 4 перемещается к шпиндельной бабке 3, патрон 6 шпиндельной бабки 4 зажимает, а патрон 5 шпиндельной бабки 3 отжимает обработанную с одной стороны заготовку 24. Затем шпиндельная бабка 4 перемещается назад и после ее остановки производится обработка второй стороны заготовки 24 двумя суппортами 18 с инструментальными головками 19. При этом загрузочный манипулятор 7 транспортирует вторую заготовку 11
из магазина 10 к патрону 5 шпиндельной бабки 3, где производится ее механическая обработка.
После окончания механической обработки заготовки 24 в патроне 6 шпиндель0 ной бабки 4 манипулятор 7 транспортирует заготовку 24 к магазину 10 и укладывает ее в освободившееся в магазине гнездо. Затем цикл повторяется.
Смена затупившегося в результате ме5 ханической обработки инструмента в головке 19 осуществляется при взаимодействии инструментальной головки 19 и инструментального магазина 9. При этом основная каретка 15 и суппорт 18 позиционируют
0 инструментальную головку 19 к магазину 9, а привод (не показан) инструментального Магазина 9 осуществляет смену затупившегося инструмента новым Описанный цикл предполагает патронную обработку в двух
5 шпиндельных бабках 3 и 4 преимущественно коротких заготовок 11.
При обработке длинных валов предлага1 емый гибкий производственный модуль автоматически переналаживается в
0 патронно-центровой (или центровой) станок. При этом манипулятор 7 производит замену патрона 6 на задний центр, затем транспортирует из магазина заготовок обрабатываемый длинный вал (не показан) и
5 устанавливает его в патрон 5, а две дополнительные каретки 15 с суппортами 18 и инструментальными головками 19 отводятся из зоны обработки в крайнее положение на траверсах 1 Обработка длинных валов
0 производится двумя не отведенными из рабочей зоны инструментальными головками 19. Манипулятор 7 осуществляет замену обработанных валов на необработанные и цикл повторяется.
5
При необходимости автоматической
переналадки гибкого производственного модуля на обработку заготовок других типоразмеров манипулятор 7 может произвоQ дить замену кулачков патронов 5 и 6. В гибком производственном модуле можно осуществлять также сверлильные, фрезерные, расточные и другие операции. Для этого используются специальные инстру5 ментальные головки 19 с индивидуальным приводом инструмента.
Для расширения технологических возможностей при комплексной обработке заготовок (точении, фрезеровании и т.д.) в качестве рабочей подачи, кроме перемещения допрлнительных кареток 15 по направляющим 12, используется перемещение вспомогательных кареток 16 со шпиндельными бабками 3 и 4 по направляющим 14
Формула изобретения Гибкий производственный модуль, содержащий параллельно расположенные на колоннах траверсы с направляющими, шпиндельные бабки, загрузочный манипулятор, инструментальные магазины, магазин заготовок, расположенные на направляющих траверсы каретки с суппортами, несущими инструментальные головки, а также балку с платформой, установленной с возможностью перемещения вдоль нее, отличающийся тем, что, с целью расширения технологических возможностей, гибкий производственный
модуль снабжен дополнительными каретками, установленными на направляющих, которые выполнены на внутренних взаимно обращенных сторонах траверс, а суппорты
установлены на нижних плоскостях основных кареток с возможностью перемещения в горизонтальной плоскости перпендикулярно продольным осям шпиндельных бабок, при этом магазин заготовок и
инструментальные магазины установлены с наружных сторон траверс, инструментальные головки расположены с возможностью взаимодействия с инструментальными магазинами, а загрузочный манипулятор, закрепленный на платформе, - со шпиндельными бабками и магазином заготовок, при этом дополнительные каретки попарно соединены между собой шпиндельными бабками.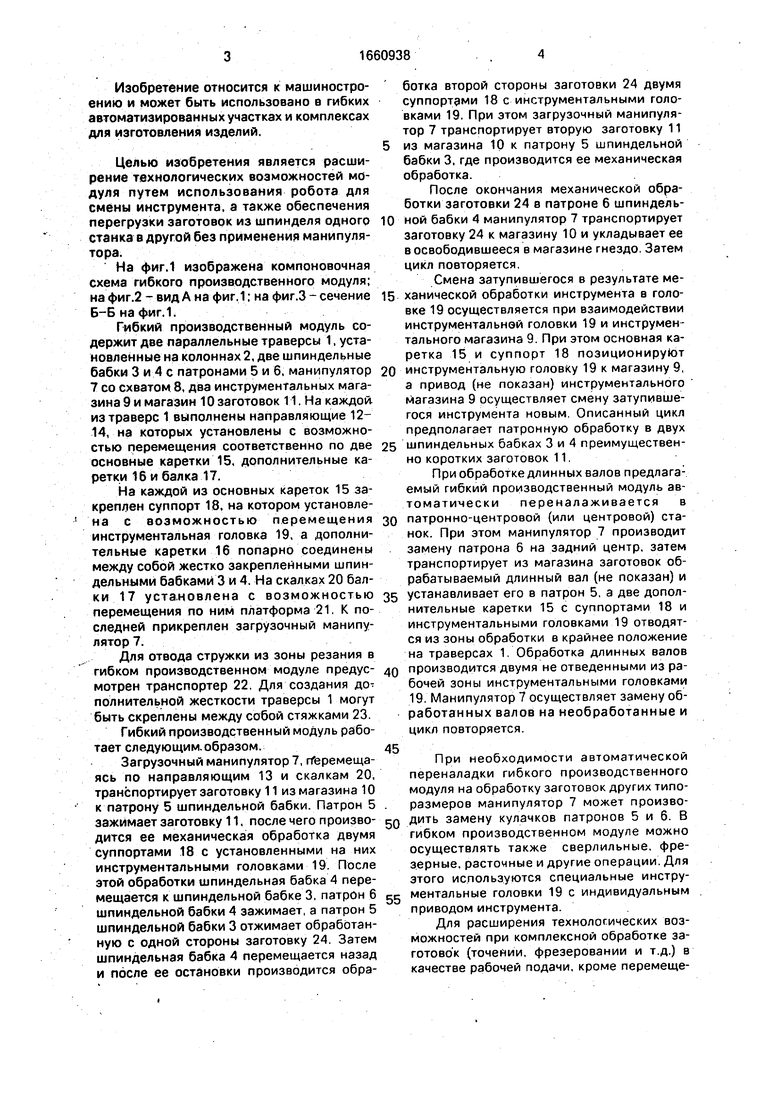

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Агрегатный модуль с ЧПУ для автоматической линии | 1988 |
|
SU1673391A1 |
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
Изобретение относится к машиностроению, в частности к оборудованию гибкого автоматизированного производства. Целью изобретения является расширение технологических возможностей модуля путем использования робота для смены инструмента, а также обеспечения перегрузки заготовок из шпинделя одного станка в другой без применения загрузочного робота. В состав модуля входят параллельные траверсы 1 с направляющими, на которых установлены шпиндельные бабки 3, 4, дополнительные каретки 15 с суппортами и балка 17 с платформой 21, а также манипулятор на платформе 21, инструментальный магазин 9 и магазин 10 заготовок. После обработки заготовки шпиндельная бабка 4 перемещается к шпиндельной бабке 3 и патрон 6 шпиндельной бабки 4 зажимает заготовку, которая была предварительно обработана в патроне 5 шпиндельной бабки 3. При этом манипулятор транспортирует очередную заготовку из магазина 10 к патрону 5 шпиндельной бабки 3. Для смены инструмента дополнительная каретка 15 и суппорт 18 позиционируют инструментальную головку 19 к магазину 9, а привод последнего осуществляет смену инструмента. 3 ил.
Фиг.1
6-6
19
22 фиг.З
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
