Изобретение относится к машиностроению, в частности к производству башмаков гусеничных машин.
Известен способ изготовления башмаков гусеницы, состоящий из двух этапов, разделенных по времени. На первом этапе изготавливают с помощью проката башмачную полосу, складируют, затем транспортируют к месту дальнейшей обработки. На втором этапе производят механическую обработку башмачной полосы: резку с помощью штампа в установленный размер башмака, вырубку пазов, сверление отверстий, зачистку кромок, термическую обработку, включающую нагрев и отпуск в печах.
Недостатком данного способа изготовления башмака является то, что механическая обработка башмачной полосы производится в холодном состоянии и требует большой мощности для резки или рубки в размер башмака, вырубки пазов и сверления отверстий под крепеж. Кроме того, для выполнения этих операций, а также для нагрева, закалки и отпуска требуется большое количество сложного инструмента, оборудования и производственных площадей, а также межоперационных перевозок и вспомогательных рабочих.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ, включающий изготовление прокаткой башмачной полосы, резку на кратные отрезки, прошивку отверстий и вырубку пазов в нагретой полосе, дополнительный нагрев до температуры закалки, охлаждение в тумане из брызг, отпуск за счет собственной скрытой теплоты, дополнительный местный индукционный нагрев и резку в размер башмака.
Благодаря тому, что башмак получают из нагретой полосы непосредственно после прокатки уменьшаются усилия резания и затрачиваемые мощности.
Однако этот способ имеет и недостатки:
закалка всей поверхности башмака снижает его ударную прочность;
отсутствует механизм ликвидации микронапряжений, возникающих на поверхности башмака в результате закалки, которые снижают прочность этой поверхности;
резка проката на кратные отрезки, включающие несколько башмаков, требует при дальнейшей обработке увеличенных размеров оборудования и оснастки;
увеличенный температурный диапазон операций термического упрочнения, связанный со значительной длиной обрабатываемого отрезка полосы, снижает стабильность показателей твердости и износостойкости закаленной поверхности.
Из-за этих недостатков снижается качество башмака гусеницы и увеличивается трудоемкость изготовления.
Целью изобретения является устранение указанных недостатков.
Поставленная цель по способу изготовления башмака гусеницы из полученной прокаткой башмачной полосы, включающему операции прошивки отверстий и вырубки пазов в нагретой полосе, дополнительный нагрев до температуры закалки с последующим охлаждением в тумане из брызг, отпуск за счет собственной скрытой теплоты и резку в размер башмака, достигается тем, что резку в размер башмака осуществляют перед закалкой совместно с прошивкой отверстий и вырубкой пазов, а перед охлаждением в тумане из брызг помещают дополнительно нагретый башмак поверхностью, обратной грунтозацепу, в матрицу, в которой при температуре отпуска поверхность башмака со стороны грунтозацепа, исключая зону отверстий, обрабатывают давлением с перемещением контакта.
Благодаря сочетанию резки нагретой полосы в размер башмака перед закалкой с укладкой башмака в матрицу закаливается только рабочая поверхность башмака (со стороны грунтозацепа) при сохранении вязкой структуры металла не только в центре, но и на поверхности, обратной грунтозацепу, так как эта поверхность изолируется матрицей от охлаждающей среды.
Односторонняя закалка поверхности башмака со стороны грунтозацепа в сочетании с обработкой давлением с перемещением контакта при температуре отпуска, в результате которой происходит динамическое старение с вытягиванием структурных зерен вдоль грунтозацепа, увеличивает износостойкость рабочей поверхности при сохранении ударной прочности башмака.
Кроме того, поскольку длительность каждой из операций после резки в размер башмака сокращается за счет уменьшения длины отрезка, температурный диапазон процесса закалки, обработки давлением отпуска сужается, благодаря чему повышается стабильность показателей термомеханической обработки каждого из башмаков.
Таким образом, благодаря изменению последовательности операций в сочетании с введением новых обеспечивается повышение качества изготовления башмака.
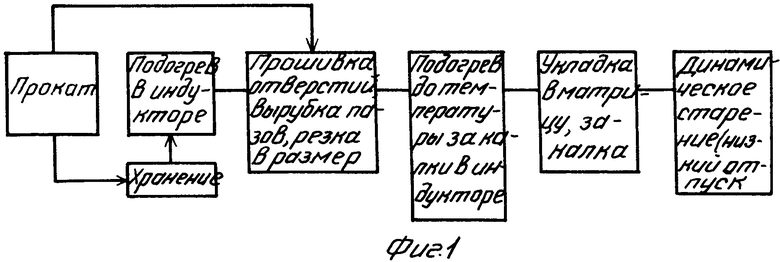
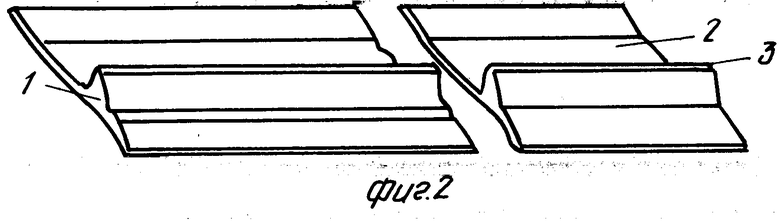
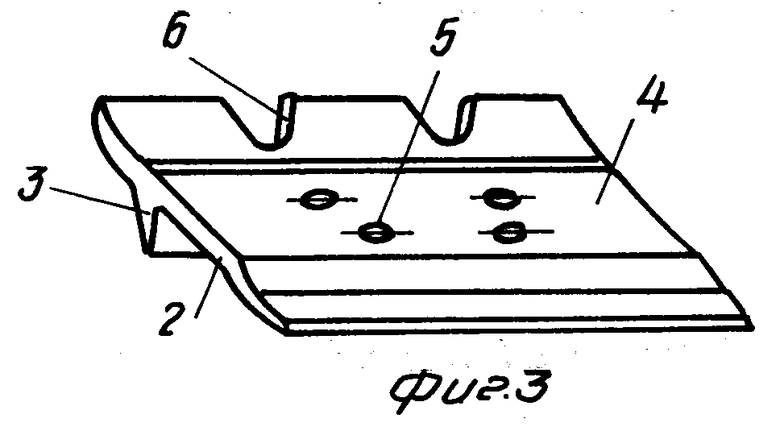
На фиг. 1 показана блок-схема процесса изготовления башмака гусеницы; на фиг. 2 - башмачная полоса (прокат); на фиг. 3 - готовый башмак гусеницы.
Предлагаемый способ изготовления башмака гусеницы реализуется следующим образом. Процесс начинается с изготовления посредством прокатки башмачной полосы 1 (фиг. 2), имеющей со стороны поверхности 2 грунтозацеп 3. Поверхностью 2 с грунтозацепом 3 башмак (фиг. 3) при работе контактирует с грунтом, а поверхностью 4 крепится к гусенице, для чего в башмаке предусмотрены отверстия 5. Пазы 6 в башмаке обеспечивают возможность поворота звеньев вокруг шарниров гусеницы.
Если изготовление башмака производится на одном предприятии, то прокатанная башмачная полоса подается на последующие операции, при этом используется остаточная теплота прокатки.
В случае, если последующие операции выполняются на другом предприятии или разделены по времени, достаточном для остывания полосы, то полоса охлаждается и складируется.
Дальнейший процесс изготовления является автоматическим и безостановочным. Башмачная полоса, имеющая остаточную теплоту прокатки или подогретая с помощью индукторов плавающего типа до температуры пластической деформации (600-650оС) на длину башмака, подается на пресс для выполнения прошивки отверстий 5, вырубки пазов 6 и резки в размер башмака. Для снижения усилий резания подача режущих кромок пресса соответственно для прошивки отверстий, вырубки пазов и резки происходит последовательно. Благодаря совмещению операций достигается высокая точность механической обработки башмака.
После резки производят индукторный догрев башмака до температуры закалки (880-910оС), укладывают в матрицу конвейера поверхностью 4, обратной грунтозацепу 3 и закаливают, охлаждая туманом из брызг. При этом сохраняется вязкая структура металла не только в центре, но и на поверхности, лежащей в матрице и изолированной таким образом от охлаждающей среды. Возможность такой изоляции достигается высокой точностью изготовления башмака за счет совмещения операций механической обработки, обеспечивающей практически беззазорный контакт его с матрицей.
Башмак, находящийся в матрице конвейера и охлажденный до температуры низкого отпуска (250-300оС), подвергают динамическому старению. Для этого поверхность 2, исключая зону отверстий 5 и грунтозацепа 3, прокатывают катками с приложением усилия, равного 80-100 т. В процессе прокатки в закаленном поверхностном слое происходят структурные изменения, существенно влияющие на характеристики прочности, пластичности и износостойкости, ликвидируются растягивающие микронапряжения, возникающие при перекристаллизации и снижающие прочность, сглаживается переход между мелкозернистой и крупнозернистой структурами. Кроме того, под воздействием давления с перемещением контакта зерна металла вытягиваются по направлению прокатки, увеличивая сопротивление изнашиванию. Практически беззазорный контакт башмака с матрицей и отсутствие прокатки в зоне отверстий способствуют сохранению координат отверстий 5 при динамическом старении.
За счет того, что все операции термодинамической обработки выполняются с отдельно взятым башмаком, более точно выдерживается необходимый температурный диапазон, благодаря чему повышается стабильность показателей твердости, пластичности, вязкости и износостойкости всех изготавливаемых башмаков.
Нагрев не всей башмачной полосы перед механической обработкой, а только части, соответствующей длине башмака, сокращает расход энергии и габариты оборудования.
Таким образом, по сравнению с прототипом в предлагаемом способе благодаря сочетанию резки башмачной полосы в размер башмака перед закалкой с односторонней закалкой в матрице, а также сочетанию односторонней закалки с динамическим старением в матрице значительно повышается качество изготовления башмака, а именно: прочность, износостойкость и точность изготовления. Кроме того, исключается дополнительная операция локального нагрева башмачной полосы после закалки для резки в размер башмака с неизбежным снижением твердости участков по краям башмака.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 1995 |
|
RU2069131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2000 |
|
RU2194786C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2000 |
|
RU2194784C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2000 |
|
RU2194789C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2000 |
|
RU2194785C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2000 |
|
RU2194788C2 |
| СПОСОБ СКОРОСТНОГО ОХЛАЖДЕНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2081186C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ, РЕАКТОР ДЛЯ ПИРОЛИЗА УГЛЕВОДОРОДОВ И АППАРАТ ДЛЯ ЗАКАЛКИ ГАЗОВ ПИРОЛИЗА | 1998 |
|
RU2124039C1 |
Использование: в области транспортного машиностроения, в частности при производстве башмаков гусеничных машин. Сущность изобретения: способ предусматривает изготовление прокаткой гусеничной полосы, которая с остаточной теплотой прокатки или подогретая до температуры 600 - 650°С подается на пресс для прошивки отверстий, вырубки пазов и резки в размер башмака. После этого мерный башмак догревают до температуры закалки, укладывают в матрицу поверхностью, обратной грунтозацепу, и закаливают, охлаждая туманом из брызг. Охлажденный до температуры 250 - 300°С и находящийся в матрице башмак подвергают динамическому старению обработкой давлением с перемещением контакта. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ БАШМАКОВ ГУСЕНИЦЫ из полученной прокаткой башмачной полосы, включающий операции прошивки отверстий и вырубки пазов в нагретой полосе, дополнительный нагрев до температуры закалки с последующим охлаждением в тумане из брызг, отпуск за счет собственной скрытой теплоты и резку в размер башмака, отличающийся тем, что резку в размер башмака осуществляют вслед за прошивкой отверстий, совмещенной с вырубкой пазов, а перед охлаждением в тумане из брызг, дополнительно нагретый башмак укладывают поверхностью, обратной грунтозацепу, в матрицу, в которой при температуре отпуска поверхность башмака со стороны грунтозацепа, исключая зону отверстий, обрабатывают давлением с перемещением контакта.
| Способ крашения тканей | 1922 |
|
SU62A1 |
