Изобретение относится к сварке плавлением и может быть использовано для автоматической сварки тонкостенных конструкций коробчатого сечения в различных областях промышленности.
Известен способ сварки конструкций коробчатого сечения стыковыми швами [2].
Недостатком известного способа является то, что при ручной сварке конструкций коробчатого сечения снижается качество сварного соединения и производительность изготовления ввиду большого количества дефектов.
Известен способ изготовления конструкций коробчатого сечения, при котором торцы деталей коробчатого типа обрабатывают на угол 45о, собирают попарно, а затем сваривают контактным способом сварки [1].
Недостатками данного способа являются снижение качества сварного соединения за счет образования грата на поверхности сварного шва, как с наружной, так и с внутренней стороны, повышение энергозатрат из-за применения мощного контактного оборудования.
Целью изобретения является повышение качества сварных соединений и снижение энергозатрат при изготовлении тонкостенных конструкций.
Это достигается тем, что в способе изготовления конструкций коробчатого сечения, при котором торцы деталей коробчатого типа обрабатывают на угол 45о, собирают попарно, а затем сваривают преимущественно дуговой сваркой, предварительно на образцах из попарно собранных с зазором деталей определяют кривую изменения сварочного тока при сварке наружного углового шва конструкции при переходе сварочной дуги через зазор между деталями, соответствующий 1,5-2,0 длины дуги, в процессе сборки попарно собранные детали плотно укладывают на горизонтальной плоскости так, что конец стыка предыдущей пары деталей сопрягается с началом стыка последующей пары деталей, сварку стыковых участков пар деталей ведут непрерывным швом с обходом зон сопряжения деталей сварочной дугой по изотерме температуры плавления сварочной ванны, после чего кантуют пары деталей на 180о, также сваривают стыковые швы деталей с обратной стороны непрерывным швом с обходом зон сопряжения деталей, затем вновь укладывают ряд пар деталей с образованием горизонтальной общей линии из стыков наружных угловых швов и сваривают их непрерывным швом с использованием найденной на образцах кривой изменения сварочного тока, при переходе от одной пары деталей к другой, после чего собранный ряд кантуют на 180о и сваривают непрерывным швом стыка внутренних угловых швов с использованием найденной на образцах кривой изменения сварочного тока при переходе от одной пары деталей к другой в местах сочленения пар деталей.
В результате анализа известных технических решений при проведении патентных исследований не обнаружено технических решений с признаками, сходными с отличительными признаками заявляемого решения, а потому совокупность упомянутых существенных признаков позволяет повысить качество сварных соединений, а также снизить энергозатраты при изготовлении тонкостенных коробчатых конструкций.
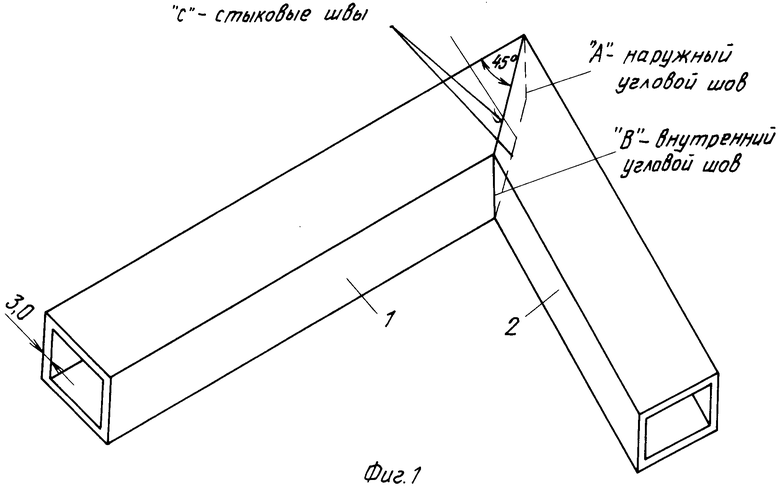
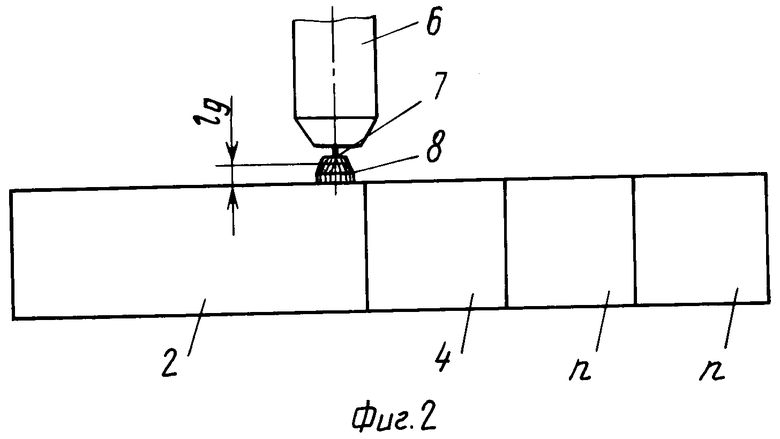
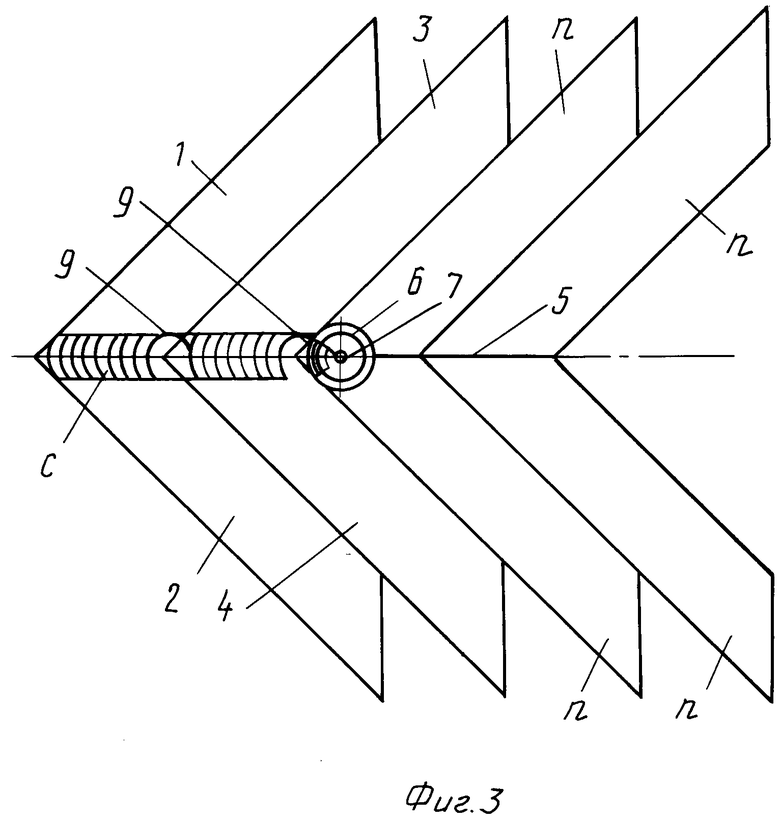
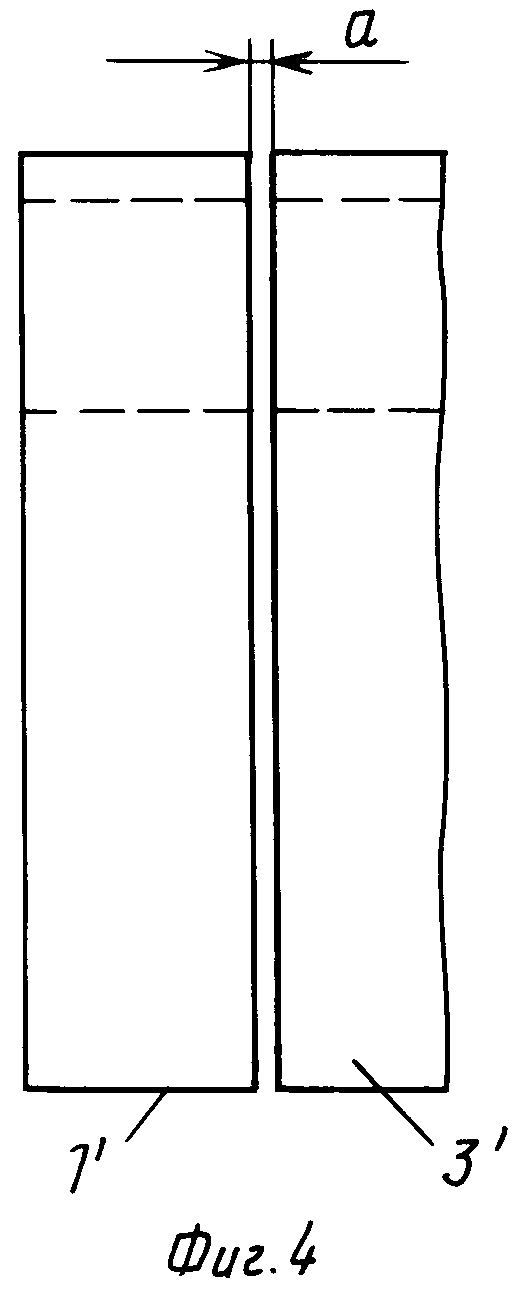
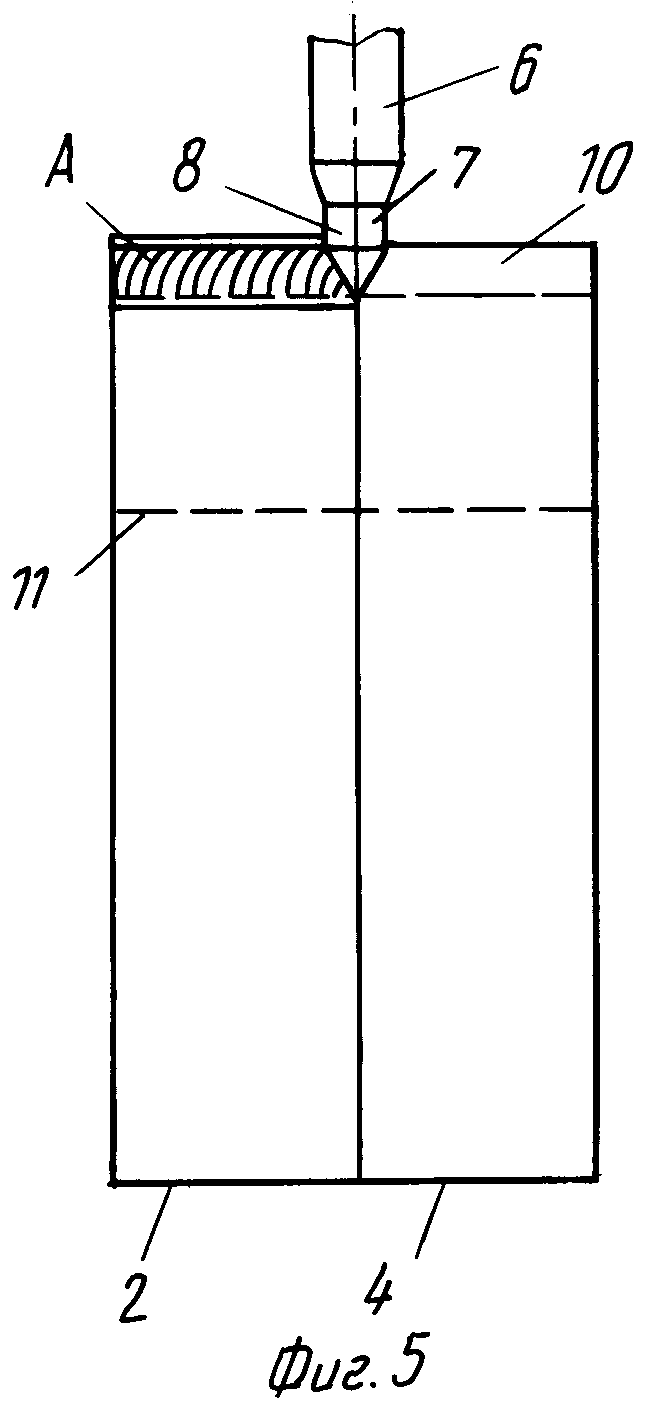
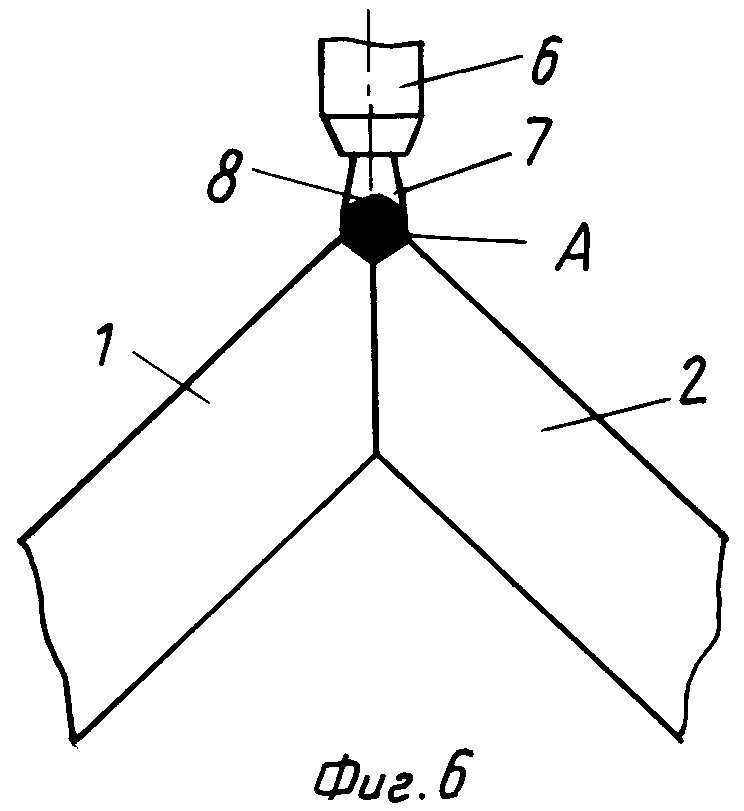
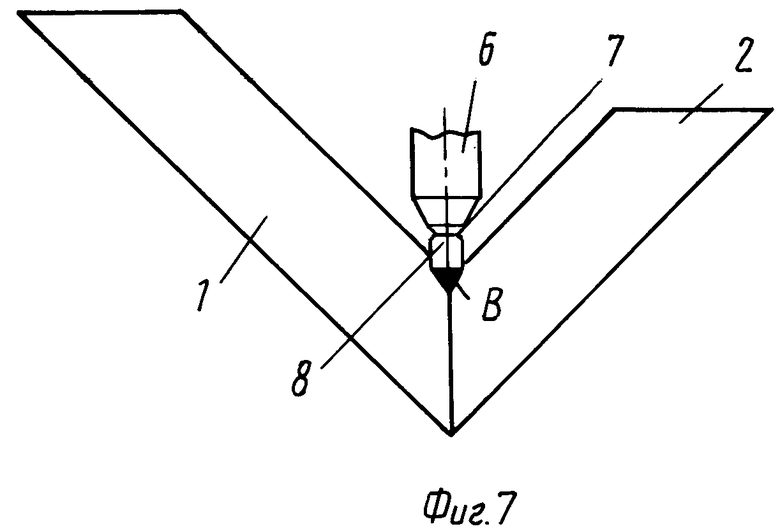
На фиг. 1 представлен общий вид сварных деталей; на фиг.2 схематично представлена операция сварки стыковых швов на горизонтальной плоскости; на фиг. 3 - сварка стыковых швов на горизонтальной плоскости, вид сверху; на фиг. 4 представлена операция определения кривой изменения сварочного тока при сварке наружного углового шва; на фиг.5 - операция сварки наружных угловых швов; на фиг.6 - сварка наружного углового шва, вид сбоку; на фиг.7 - операция сварки внутренних угловых швов.
Способ осуществляют следующим образом.
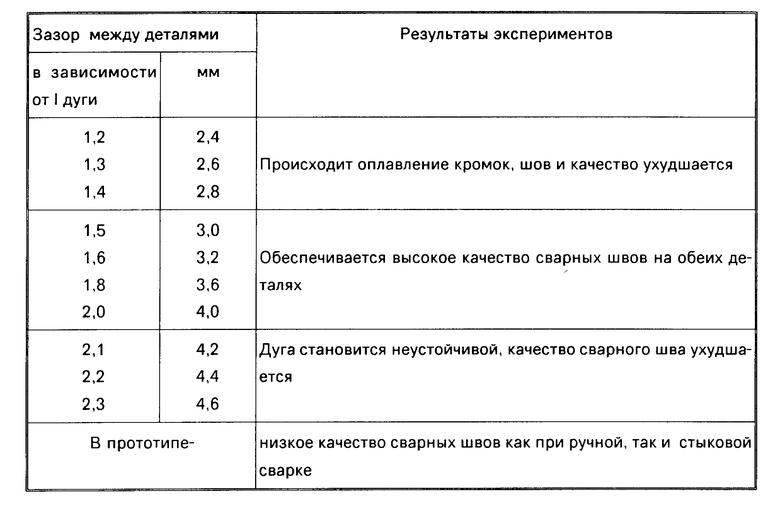
Предварительно производят сварку образцов 1I, 2I , 3I, 4I. Торцы образцов 1I, 2I , 3I, 4I коробчатого сечения обрабатывают на угол 45о, собирают попарно образцы 1I, 2I, 3I, 4I и производят сварку их стыковых швов "С", затем устанавливают в ряд попарно сваренные образцы 1I, 2I, 3I, 4I с зазором "а" между парами образцов и производят сварку наружного углового шва "А" каждой пары для определения кривой изменения сварочного тока при сварке углового наружного шва "А", конструкции, при переходе сварочной дуги через зазор "а" между образцами 1I, 2I, 3I, 4I. Аналогичным образом определяют кривую изменения сварочного тока при сварке внутреннего углового шва "В". Экспериментально установлено, что при определении кривой изменения сварочного тока при переходе сварочной дуги через зазор "а" между образцами зазор должен быть в пределах а = 1,5-2,0 длины l дуги. Это обеспечивает высокое качество сварных наружных швов "А" с хорошим формированием. Как показали эксперименты, при уменьшении зазора "а" меньше, чем 1,5 длины l дуги, происходит сплавление кромок. При увеличении зазора "а" больше, чем 2,0 длины l дуги, дуга при переходе через зазор "а" становится неустойчивой, ухудшается качество сварного шва.
Для сварки деталей 1-4 подготавливают их торцы, для чего их обрабатывают на угол 45о. Затем собирают попарно и плотно укладывают без зазора в приспособлении (не показано) на горизонтальной плоскости так, что конец стыка 5 предыдущей пары деталей 1, 2 сопрягается с началом стыка 5 последующей пары деталей 3, 4 и далее для всех последующих попарно уложенных "n" деталей. Устанавливают сварочный автомат (не показан) с горелкой 6 и ведут сварку стыковых швов "С" пар деталей 1-4...n вольфрамовым электродом 7 непрерывным швом с обходом зон сопряжения деталей 1-4...n сварочной дугой 8 по траектории 9 изотермы температуры плавления сварочной ванны.
После сварки стыковых швов "С" с одной стороны пары деталей 1-4...n кантуют на 180о и сваривают стыковые швы "С" деталей 1-4...n с обратной стороны непрерывным швом с обходом их зон сопряжения сварочной дугой 8 по траектории 9.
Затем сваренные попарно детали 1-4...n укладывают без зазора в ряд с образованием общей горизонтальной линии из стыков под сварку наружных угловых швов "А". Устанавливают сварочную горелку 6 с вольфрамовым электродом 7 на наружный угловой стык 10 и сваривают непрерывным швом, причем при сварке стыка каждой пары используют найденную на образцах кривую изменения сварочного тока.
После этого собранный ряд деталей 1 и 2, 3 и 4...n кантуют на 180о. Устанавливают сварочную горелку 6 с вольфрамовым электродом 7 и сваривают непрерывным швом стыки 11 внутренних угловых швов "В" с использованием на стыке каждой пары кривой изменения сварочного тока, найденной на образцах для случая внутреннего углового шва.
П р и м е р ы. Производят автоматическую сварку конструкций из коробчатого профиля размером 30х40, с толщиной стенки 3,0 мм, из алюминиевого сплава АМг3 на установке со сварочной горелкой АСГВ-4 с вольфрамовым электродом в среде инертных газов, на режиме: Iсв. 200 А, скорость сварки V 18 м/ч, расход аргона 6-8 л/мин;
Подготавливают образцы. Торцы образцов коробчатого сечения обрабатывают на угол 45о, собирают попарно. Сначала определяют длину дуги. Производят сварку угловых швов. Экспериментально определено, что длина l дуги при сварке вольфрамовым электродом на указанном режиме при получении швов соответствующих инструктивным материалам составляет 2,0 мм.
Предварительно на образцах 1I, 2I, 3I, 4I из попарно собранных с зазором "а" = 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,1; 2,2; 2, 3 длины l дуги определяют кривую изменения сварочного тока при сварке наружного углового шва при переходе сварочной дуги через зазор "а" между деталями образцов 1I, 2I, 3I, 4I. При переходе электрода на расстояние 2-4 мм от кромки детали установленной с зазором "а" ток начинает падать. При перескоке дуги через зазор "а" с деталей 1I, 2I на детали 3I, 4I ток на детали 1I, 2I исчезает, т.е. ток на участке детали 1I, 2I примыкающей к зазору "а" падает от значений сварочного тока до нуля. На детали 3I, 4I ток восстанавливается от нуля до значений рабочего сварочного тока.
Результаты экспериментов сведены в таблицу.
Также экспериментально определяют изотерму температуры плавления сварочной ванны. Экспериментально определяют размеры сварного стыкового соединения коробчатой конструкции. Экспериментально установлено, что ширина сварного шва 8 мм, а длина сварочной ванны - 16 мм.
Торцы деталей 1-4. . .20 обрабатывают на угол 45о, собирают попарно и плотно укладывают в приспособлении (не показано) на горизонтальной плоскости так, что конец стыка предыдущей пары деталей 1, 2 сопрягается с началом последующей пары деталей 3, 4 и также всех последующих уложенных деталей до 19 и 20. На стыки 5 устанавливают сварочный автомат (не показан) с горелкой 6 и производят сварку стыковых соединений участков пар деталей 1-4...20 вольфрамовым электродом 7, непрерывным стыковым швом "С" сварочной дугой 8 с обходом зон сопряжения по траектории 9 запрограммированных автоматом на длину по 8 мм на каждой детали 1-4...20 по изотерме температуры плавления сварочной ванны, определенной экспериментально и равной 8 мм. Сварочная дуга 11 смещается в сторону на 4 мм от стыка 5. После завершения сварки стыковых швов "С" с одной стороны всех пар деталей 1-4...20 приспособление (не показано) кантуют на 180о, сварочную горелку 6 с вольфрамовым электродом 7 устанавливают на стык 5 деталей 1, 2 и сваривают по записанной программе все стыковые швы "С" с обратной стороны непрерывным швом "С" также с обходом сопряжения деталей 1-4...20 по траектории 9.
Затем сваренные попарно стыковыми швами детали 1-4...20 укладывают под сварку вряд с образованием горизонтальной общей линии из стыков 10 наружных угловых швов "А". Устанавливают сварочную горелку 6 с вольфрамовым электродом 7 на угловой стык 10 и сваривают непрерывным швом "А" с использованием найденной на образцах кривой изменения сварочного тока при переходе от одной пары деталей к другой.
После этого собранный ряд деталей 1-4...20 кантуют на 180о, устанавливают сварочную горелку 6 с вольфрамовым электродом 7 и производят сварку непрерывным швом "В" стыки 11 внутренних угловых швов "В" с использованием найденной на образцах кривой изменения сварочного тока при переходе от одной пары деталей к другой.
Таким образом, по сравнению с прототипом данный способ изготовления конструкций коробчатого сечения позволяет повысить качество сварных соединений тонкостенных конструкций, а также снизить энергозатраты за счет использования автоматов для дуговой сварки вместо дорогостоящих мощных контактных машин. Кроме того, предложенный способ легко поддается автоматизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1533154C |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1990 |
|
RU1755484C |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1609009C |
| СПОСОБ СВАРКИ КРУГОВЫХ ШВОВ | 1991 |
|
RU2022745C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| СПОСОБ ПОЛУЧЕНИЯ ПАТРУБКОВ | 1992 |
|
RU2036762C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОНКОСТЕННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1984 |
|
RU1243248C |
| СПОСОБ ОТСЛЕЖИВАНИЯ ЗАДАННОЙ ТРАЕКТОРИИ СВАРКИ | 1988 |
|
RU1582476C |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1345488C |
Изобретение относится к сварке плавлением и может быть использовано для автоматической сварки тонкостенных конструкций коробчатого сечения в различных отраслях промышленности. Сущность изобретения: на образцах из попарно собранных с зазором деталей определяют кривую изменения сварочного тока при сварке наружного углового шва конструкции при переходе сварочной дуги через зазор между деталями, соответствующей 1,5 - 2,0 длины дуги. Попарно собранные детали плотно укладывают на горизонтальной плоскости. Сварку стыковых участков пар деталей ведут непрерывным швом с обходом зон сопряжения деталей сварочной дуги по изотерме температуры плавления сварочной ванны. Кантуют пары деталей на 180°, также сваривают стыковые швы деталей с обратной стороны непрерывным швом с обходом сопряжения деталей. Вновь укладывают ряд пар деталей с образованием горизонтальной общей линии из стыков наружных угловых швов и сваривают их непрерывным с использованием найденной на образцах кривой изменения сварочного тока при переходе от одной пары деталей к другой. Собранный ряд кантуют на 180° и сваривают непрерывным швом стыки внутренних угловых швов с использованием найденной на образцах кривой изменения сварочного тока. 7 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРОБЧАТОГО СЕЧЕНИЯ, включающий обработку торцов деталей коробчатого сечения на угол 45o, сборку их попарно и сварку сварочной дугой, отличающийся тем, что, с целью повышения качества сварных соединений и снижения энергозатрат при изготовлении тонкостенных конструкций, предварительно на образцах определяют кривую изменения сварочного тока при сварке наружного углового шва конструкции при переходе сварочной дуги через зазор между деталями, для чего торцы образцов коробчатого сечения обрабатывают на угол 45o, собирают попарно с зазором 1,5 - 2,0 длины дуги и выполняют сварку наружного углового шва, затем попарно собранные детали плотно одна к другой укладывают на горизонтальные плоскости, сопрягая конец стыка предыдущей пары деталей с началом стыка последующей пары деталей, выполняют сварку стыковых участков пар деталей непрерывным швом с обходом зон сопряжения деталей сварочной дуговой по кривой, соответствующей изотерме температуры плавления сварочной ванны, после чего кантуют пары деталей на 180o, сваривают стыковые швы деталей с обратной стороны непрерывным швом с обходом зон сопряжения деталей, затем укладывают ряд пар деталей плотно одна к другой и сваривают их непрерывным швом на глубину непровара, полученного при сварке предыдущих стыковых швов, после чего собранный ряд кантуют на 180o и сваривают непрерывным швом стыки внутренних угловых швов на глубину непровара, полученного при сварке стыковых швов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Николаев Г.А | |||
| и др | |||
| "Расчет, проектирование и изготовление сварных конструкций", М.: Высшая школа, 1971, с.73. | |||
