Изобретение относится к электронной технике, в частности к конструированию и технологии изготовления электровакуумных приборов СВЧ, и связано с коренным изменением стадии изготовления резонаторного блока клистрона на этапе получения требуемой соосности пролетных каналов, заданной величины высокочастотных (ВЧ) зазоров и мест их расположения в резонаторах, а также необходимой шероховатости поверхности резонаторов, покрываемой поглощающим ВЧ-энергию материалом, например альсифером.
Известные, традиционные способы изготовления клистронов, используемые для сборки резонаторных блоков, заключаются в следующем. Пролетные трубы требуемой длины закрепляют в торцах резонаторов, например, с помощью пайки или сварки, формируя ВЧ-зазор. При этом повторяемость резонансной частоты резонаторов обеспечивается исключительно соблюдением допуска на величину ВЧ-зазора, который получают при известных способах за счет выдерживания допусков на длину труб и допусков на толщину прокладок, вставляемых между трубами при их сборке и пайке или сварке с резонаторами. Набег допусков, как правило, превышает расчетные значения величины ВЧ-зазора, что приводит к необходимости доработки корпусов резонаторов после пайки пролетных труб, а это существенно усложняет технологию изготовления клистронов.
Другим важным требованием при изготовлении резонаторного блока клистронов, которое чрезвычайно трудно выполнить при известных способах, является достижение соосности пролетных труб, так как от этого зависит величина токопрохождения. При известных способах изготовления соосность обеспечивается за счет использования оснастки в виде стержней, вставляемых на всю длину в пролетные каналы или в технологические отверстия. Однако допуска на изготовление стержней и их недостаточная механическая жесткость, а также набег допусков на диаметры каналов пролетных труб или технологических отверстий при характерном для клистронов большом отношении длины к диаметру не позволяют обеспечить повторяемость требуемой соосности пролетных труб, что отрицательно сказывается на выходных параметрах клистронов.
Указанные выше недостатки особенно проявляются при использовании традиционных способов для изготовления клистронов коротковолнового диапазона частот и многолучевых клистронов с пролетными трубами "сотовой" конструкции.
Для широкополосных клистронов с целью обеспечения равномерности усиления в рабочей полосе частот определенные резонаторы дополнительно "подгружают" путем нанесения на их поверхность в требуемом месте материала, поглощающего ВЧ-энергию, например альсифера, в виде покрытия определенной толщины. Обычно для обеспечения прочного сцепления материала покрытия с поверхностью резонатора ее в этих местах обрабатывают до шероховатости 5,0; 12,5, в то время как остальная поверхность резонатора должна иметь шероховатость в пределах 1,6; 3,2. Согласно принятой технологии, например в соответствии с техническими условиями ШЖ0.014.000 ТУ, шероховатость поверхности 5,0; 12,5 получают любым механическим способом (резанием, накаткой, надиром), дробеструйной обработкой или путем нанесения слоя гальванического никеля Н9; Н12. Указанные методы позволяют производить обработку поверхности на требуемой площади лишь при условии свободного подхода инструмента к этой поверхности, а в случае никелирования - при надежной "защите" остальной поверхности от попадания на нее никеля. На практике конфигурация резонаторов (особенно в случае моноблочной конструкции резонаторного блока) достаточно сложная и обработка ее до нужной шероховатости затруднена. В результате часто не удается нанести поглощающее покрытие в нужном месте резонатора на поверхность требуемых формы и размеров. Это обстоятельство приводит к существенным разбросам по величине добротности резонаторов по сравнению с требуемой величиной, что ухудшает характеристики клистрона, в частности, по равномерности усиления в заданной полосе частот.
Прототипом изобретения является клистрон с резонаторами, выполненными в виде отдельных блоков. Необходимые частоты резонаторов получают за счет величин ВЧ-зазоров, выставляемых с помощью специальных прокладок, которыми обеспечивают требуемое расстояние от торцов трубы до торцов резонатора. Резонаторы после их пайки с трубами и демонтажа прокладок соединяют в общий блок с помощью съемных струбцин или стяжек, проводят "холодные измерения", затем сваривают вакуумноплотно аргонодуговой сваркой. Требуемую величину добротности резонаторов достигают с помощью покрытия или сплавом альсифер, поглощающим ВЧ-энергию, который заранее наносят на поверхность резонаторов, а во время "холодных изменений" регулируют степень "нагружения", удаляя частично покрытие механическим путем.
При изготовлении клистрона с применением известных приемов перечисленные выше недостатки усложняют технологический процесс, так как приводят к необходимости многократно повторять операции сборки и "холодных измерений" для обеспечения требуемой величины ВЧ-зазоров и, кроме того, требуют проведения промежуточной механической обработки торцов резонаторов или напайки на эти торцы дополнительного металла в виде колец определенной толщины. При этом возникают дополнительные трудности с подбором величин добротности резонаторов, так как лишь при получении требуемой добротности обеспечивается равномерность усиления в рабочей полосе частот. Более того, при данном способе изготовления клистрона, как впрочем и при других известных способах, из-за технологических разбросов по допускам на пролетные трубы и корпуса резонаторов, а также детали оправок, применяемых для сборки, "холодных измерений", пайки и сварки, часто не удается обеспечить оптимальные значения величин ВЧ-зазоров и добротностей резонаторов, что отрицательно сказывается на выходных параметрах клистрона. Известно, например, как существенно снижается выходная мощность и КПД клистронов (≈ на 20%) при отклонении значений добротности предвыходного и выходного резонаторов от оптимальных всего на 5-10%.
Необходимую величину токопрохождения при изготовлении клистронов известными способами, в том числе и клистрона-прототипа, обеспечивают за счет соосности катодов с каналами пролетных труб на всей длине резонаторного блока, которая теоретически для клистронов миллиметрового и сантиметрового диапазона не должна превышать ± 0,02± 0,1 мм в зависимости от диаметра отверстий пролетных труб и величины его заполнения электронным потоком. При изготовлении блока резонаторов клистрона-прототипа, как отмечалось выше, сборку и сварку отдельных резонаторов после их пайки с пролетными трубами производят, используя стержни, которые вставляют в отверстия пролетных труб с целью обеспечения из соосности.
Очевидно, что для обеспечения высокого КПД клистрона при прочих равных условиях необходимо хорошее токопрохождение. При этом для фокусировки электронного потока с небольшим заполнением κ ≈ 0,2-0,3 необходимо использовать сильное магнитное поле, что требует существенных энергозатрат и приводит к увеличению габаритов фокусирующей системы. Снизить магнитное поле без ухудшения параметров клистрона можно при условии увеличения заполнения до величины κ ≈ 0,7-0,9, но в этом случае даже незначительные технологические отклонения приводят к нарушению токопрохождения и выходу прибора из строя.
Целью изобретения является упрощение технологии, повышение качества и надежности работы клистронов.
Цель достигается тем, что при изготовлении блока резонаторов клистрона на всю его длину вставляют единую пролетную трубу, производят ее пайку с перемычками между резонаторами, затем с помощью электроискровой обработки, например, проволочным или пластинчатым электродом прорезают в трубе в установленных местах ВЧ-зазоры заданной величины и нарезают при необходимости на торцах труб, образующих эти зазоры, канавки, а поверхности резонаторов, предназначенные для нанесения поглощающей ВЧ-энергию покрытия, предварительно обрабатывают до шероховатости от 5,0 до 12,5, получаемой электроискровой обработкой с помощью специального электрода, повторяющего форму обрабатываемой поверхности.
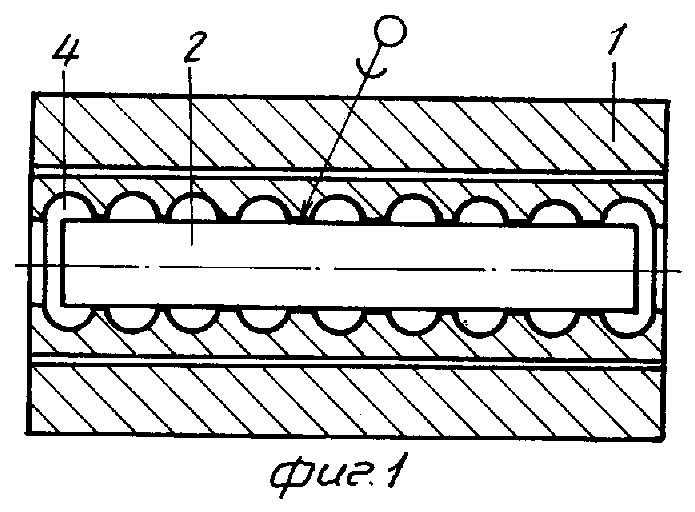
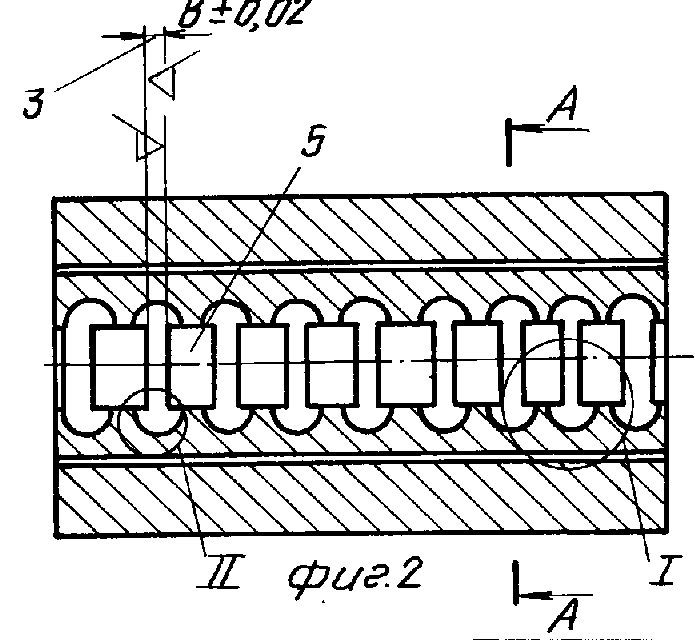
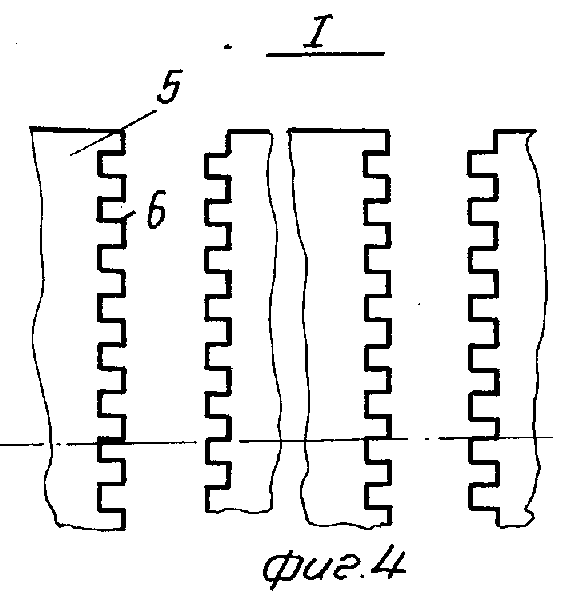
Способ поясняется фиг.1-7 и осуществляется следующим образом. В корпус 1 блока резонаторов устанавливают пролетную трубу 2, выдерживая с помощью оправки требуемое расстояние до торцов корпуса, и производят пайку пролетной трубы с корпусом, например, припоями ПСр72В или ПЗлСрН75В. Затем с помощью электроискровой обработки проволочным электродом нарезают в пролетной трубе в установленных местах ВЧ-зазоры 3 (фиг.2) заданной величины с точностью не хуже ± 0,02 мм, формируя тем самым электродинамическую систему из нужного числа резонаторов 4 (фиг.1) пролетных труб 5 требуемой длины (фиг. 2). Указанную операцию выполняют, в частности, на станке типа А.207.61 по режиму: U= 1,8-2 кВ, I=0,08-0,1 А, что позволяет обеспечить требуемую величину зазора и необходимую частоту поверхности (не хуже 3,2). На торцах полученных пролетных труб при необходимости нарезают канавки 6 (фиг.4 и 6) для подавления вторичноэлектронного резонансного разряда. Нарезку канавок осуществляют электроискровой обработкой проволочным электродом на станке типа А.207.78/79 по режиму: U=1,8-2 кВ, I=0,08-0,1 А.
Если соотношение диаметра пролетного канала и длины трубы превышает 1: 10, то пролетную трубу изготавливают из отдельных частей, которые соединяют между собой с помощью пайки или диффузионной сварки, совмещая пролетные каналы между собой. При этом заготовки отдельных частей трубы выполняют с припуском на окончательную обработку, которую проводят после пайки трубы так, чтобы был выдержан требуемый допуск на отклонение диаметров пролетных каналов относительно внешней базовой цилиндрической поверхности.
Обработку поверхности резонаторов 7 с чистотой 12,5 (фиг.5 и 7) для нанесения на нее покрытия, поглощающего ВЧ-энергию, по предлагаемому способу производят электроискровой обработкой с помощью электрода 8 требуемой формы (фиг. 5) на станке типа А.207.40 по режиму: U=1,5 кВ, I=0,5 А. Причем обработку можно производить как до пайки пролетной трубы с корпусом блока резонаторов, так и после пайки и окончательной нарезки ВЧ-зазоров.
Предложенный способ изготовления клистронов позволяет существенно упростить технологию, так как не требует использования высокоточных, конструктивно сложных приспособлений для обеспечения требуемой точности по величине ВЧ-зазоров между пролетными трубами и соосности пролетных каналов. Кроме того, предложенный способ дает возможность осуществлять сборку электродинамической системы с более высокой точностью, чем все известные способы, а также обеспечивает лучшую повторяемость размеров ВЧ-зазоров и значений добробностей резонаторов. Указанные обстоятельства способствуют повышению надежности работы клистронов за счет стабильности параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЭЛЕКТРОННОЙ ПУШКИ С АНОДНЫМ БЛОКОМ СВЧ ЛАМПЫ О-ТИПА | 1993 |
|
RU2080683C1 |
| КОЛЛЕКТОР МНОГОЛУЧЕВОГО ЭЛЕКТРОННОГО ПРИБОРА | 1990 |
|
RU2072110C1 |
| ПРОЛЕТНЫЙ КЛИСТРОН | 1991 |
|
RU2010383C1 |
| МОЩНЫЙ ШИРОКОПОЛОСНЫЙ КЛИСТРОН | 2011 |
|
RU2483386C2 |
| Устройство настройки собственной добротности объемных резонаторов ЭВП | 2020 |
|
RU2738775C1 |
| МНОГОЛУЧЕВОЙ КЛИСТРОН | 1986 |
|
SU1457706A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО СВЧ-ЭНЕРГИЮ ПОКРЫТИЯ | 2019 |
|
RU2712326C1 |
| МНОГОЛУЧЕВАЯ МИНИАТЮРНАЯ "ПРОЗРАЧНАЯ" ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2007 |
|
RU2337425C1 |
| ОБЪЕМНЫЙ СВЧ-РЕЗОНАТОР | 2005 |
|
RU2287211C1 |
| УСКОРИТЕЛЬ ЗАРЯЖЕННЫХ ЧАСТИЦ | 2006 |
|
RU2306685C1 |



Изобретение относится к электронной технике, в частности к конструированию и технологии изготовления электровакуумных приборов СВЧ, а именно клистронов. Сущность изобретения: способ включает операции установления ВЧ-зазоров и нагрузки резонаторов путем нанесения на поверхности поглощающего ВЧ-энергию материала, например альсифера. Целью изобретения является упрощение технологии, повышение качества и надежности работы клистрона. При изготовлении блока резонаторов на всю его длину вставляют единую пролетную трубу, которую паяют с перемычками между резонаторами, затем с помощью электроискровой обработки прорезают в трубе в установленных местах ВЧ-зазоры. 7 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КЛИСТРОНОВ, включающий операции установления высокочастотных зазоров и нагрузки резонаторов путем нанесения на поверхности поглощающего ВЧ-энергию материала, например альсифера, отличающийся тем, что, с целью упрощения технологии, повышения качества и надежности в работе клистрона, при изготовлении блока резонаторов на всю его длину вставляют единую пролетную трубу, которую паяют с перемычками между резонаторами, затем с помощью электроискровой обработки, например, проволочным или пластинчатым электродом прорезают в трубе в установленных местах высокочастотные зазоры заданной величины и нарезают при необходимости на торцах трубы, образующих эти зазоры, канавки, а поверхности резонаторов, предназначенные для нанесения поглощающего покрытия, обрабатывают до шероховатости от 5,0 до 12,5 получаемой электроискровой обработкой с помощью специального электрода, повторяющего форму требуемой поверхности.
| Лебединский С.В | |||
| и др | |||
| Искроудержатель для паровозов | 1920 |
|
SU588A1 |
| Устройство для получения стереоскопического эффекта при проектировании диапозитивов и кинофильм | 1925 |
|
SU2234A1 |
| М.: НИИ Титан, 1980, (разделы 5.2.3,6.3 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
