Изобретение относится к строительству, в частности к производству изделий сборного железобетона, и может быть использовано при устройстве перекрытий промышленных, гражданских и жилых зданий.
Известна многопустотная железобетонная плита перекрытия, содержащая тело плиты с нижним и верхним армированными поясами и каплевидные пустоты.
Недостатком плиты является сложная конструкция пустот и соответственно пустотообразователей, служащих для лучшей технологичности и укладки бетонной смеси. Наличие по всей длине в верхней части плиты арматурной сетки, обусловленное необходимостью предотвращения проседания бетона над пустотами, приводит к увеличению расхода арматуры.
Известна многопустотная железобетонная плита перекрытия, содержащая тело плиты с нижним армированным поясом в виде преднапряженной арматуры, ребрами жесткости, расположенными по торцам плиты, и верхним армированным поясом.
Недостатком этой плиты является малое расстояние между пустотами, затрудняющее использование жестких бетонных смесей для качественного заполнения формы и требующее установки верхней арматурной сетки по всей длине плиты для предотвращения проседания бетона верхней полки над пустотами.
Техническим результатом является снижение материалоемкости за счет ликвидации части верхней арматурной сетки и применения щебня более крупных фракций.
Технический результат достигается тем, что верхний армированный пояс выполнен в виде двух расположенных по краям плиты сеток с длиной, равной 0,1...0,2 длины плиты, при этом пустоты выполнены двух диаметров с соотношением последних, равным 1,05...1,06, и расположенных попеременно, причем крайние пустоты имеют меньший диаметр.
Известен способ изготовления многопустотной железобетонной плиты перекрытия, включающий укладку в форму нижней арматуры, ее натяжения, установку пустотообразователей, ребер жесткости по торцам плиты, укладку верхней арматуры на пустотообразователи, заполнение формы бетонной смесью и уплотнение ее посредством вибрирования формы совместно с пустотообразователями [ 2].
Техническим результатом является улучшение качества изготовления изделия и снижение материалоемкости.
Технический результат достигается тем, что при установке пустотообразователей двух диаметров с соотношением, равным 1,05-1,06, последние располагают попеременно с размещением пустотообразователей меньшего диаметра по краям плиты, при этом укладку верхней арматуры в виде двух сеток с длиной, равной 0,1...0,2 длины плиты, производят на торцах формы, заполнение формы осуществляют активированной бетонной смесью с жесткостью 5-10 с, причем уплотнение смеси производят пустотообразователями с различной частотой собственных колебаний, а после уплотнения смеси производят доуплотнение и калибровку изделия вращающимся валиком.
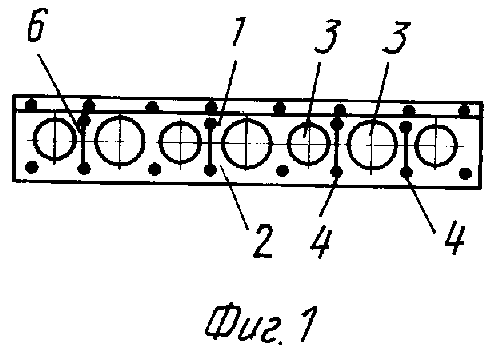
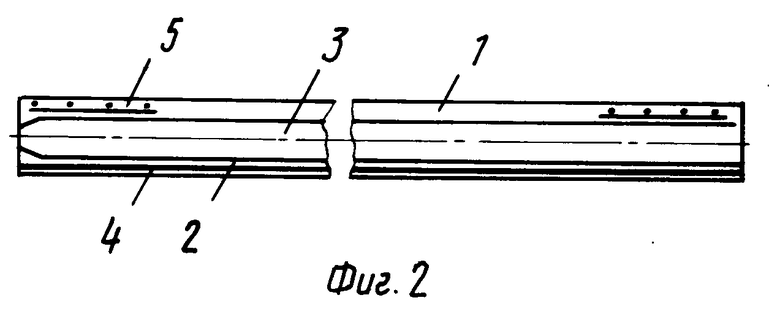
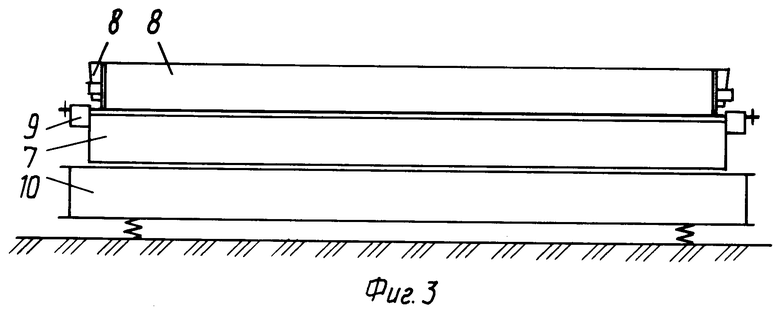
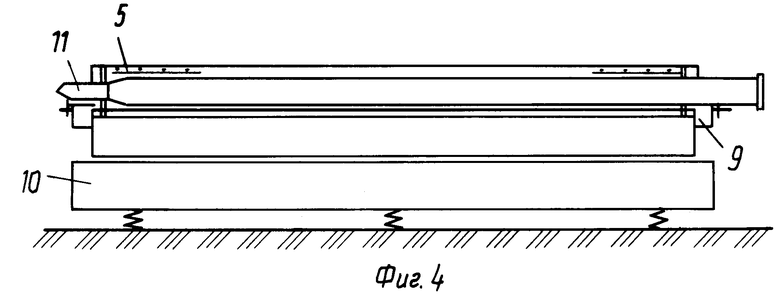
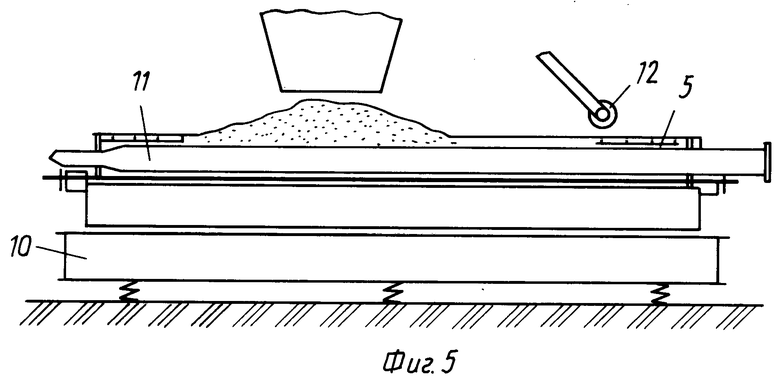
На фиг.1 изображен поперечный разрез плиты перекрытия; на фиг.2 - продольный разрез плиты; на фиг.3 - натяжение нижней арматуры в форме; на фиг. 4 - установка пустотообразователей и верхних арматурных сеток; на фиг.5 - укладка бетона, виброуплотнение и калибровка изделия валиком.
Плита перекрытия состоит из верхней 1 и нижней 2 полок, между которыми расположены пустоты 3, имеющие форму окружности. Пустоты 3, имеющие разные диаметры, расположены попеременно по поперечному сечению плиты, причем крайние пустоты имеют меньший диаметр, а соотношение большего диаметра пустот к меньшему равно 1,05-1,06. Плита в нижней части имеет армированный пояс в виде преднапряженной арматуры 4, а верхний армированный пояс выполнен в виде двух расположенных по краям плиты сеток 5. Сетка 5 расположена с двух концов плиты и их длина колеблется от 0,1 до 0,2 длины плиты. Сетка 5 по верху плиты необходима для сохранения целостности плиты по ее концам при извлечении пустотообразователей. Тело плиты изготавливается из бетонной смеси жесткостью 5-10 с, имеющей повышенную пластичность при вибрировании (осадка 3-5 см). Между пустотами установлены ребра жесткости 6, имеющие длину 0,1...0,2 длины плиты.
Способ изготовления плиты заключается в следующем.
Укладывают арматуру 4 в форму 7, борта 8 которой изготавливают на 3-5 мм меньше, чем оптимальная толщина плиты, т.е. с минусовым допуском. После этого производят натяжение арматуры 4 на упоры 9 и закрепляют форму 7 на виброплощадке 10. Вводят в форму 7 расположенные попеременно пустотообразователи 11 разного диаметра. Соотношение большего диаметра пустотообразователей к меньшему составляет 1,05-1,06. Крайние пустотообразователи 11 выполнены меньшего диаметра для возможности выполнения в утолщенном крайнем ребре выемок для устройства отверстий под стояки отопления. Между пустотообразователями 11 устанавливают ребра жесткости 6, а по торцам формы 7 укладывают арматурную сетку 5 на расстоянии 0,1-0,2 длины плиты. Форму 7 заполняют активированной жесткой смесью с жесткостью 5-10 с и вибрируют ее на виброплощадке 10. Пустотообразователи 11, вибрируя вместе с формой 7, из-за разности диаметров имеют различную частоту собственных колебаний и обеспечивают лучшую текучесть бетонной смеси в наименьших сечениях изделия.
После вибрирования производят доуплотнение бетонной смеси валиком 12, проходя им туда и обратно 1-2 раза, и форму 7 с изготовленным изделием направляют в пропарочную камеру.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2204665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ НЕСЪЕМНОЙ ОПАЛУБКИ И ПЛИТА НЕСЪЕМНОЙ ОПАЛУБКИ | 2001 |
|
RU2199637C1 |
| МНОГОПУСТОТНАЯ ПЛИТА ПЕРЕКРЫТИЯ | 2016 |
|
RU2637006C1 |
| Многопустотная плита перекрытия | 2022 |
|
RU2785074C1 |
| Платформенный сборно-монолитный стык | 2019 |
|
RU2704412C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПАНЕЛЕЙ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2006 |
|
RU2347047C2 |
| Платформенный сборно-монолитный стык | 2015 |
|
RU2627524C2 |
| Железобетонная пустотная плита | 2022 |
|
RU2796280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ БАЛОЧНЫХ ПЛИТ ПЕРЕКРЫТИЙ С КРУГЛЫМИ ПУСТОТАМИ, С ПРИМЕНЕНИЕМ НЕИЗВЛЕКАЕМЫХ КАРТОННО-ПОЛИЭТИЛЕНОВЫХ ПУСТОТООБРАЗОВАТЕЛЕЙ | 2015 |
|
RU2634156C2 |
Использование: производство изделий сборного железобетона и при устройстве перекрытий промышленных и гражданских зданий и сооружений. Сущность изобретения: плита содержит расположенные в теле бетона нижнюю преднапряженную арматуру, разновеликие попеременно расположенные пустоты и верхние арматурные сетки с длиной, равной 0,1-0,2 длины плиты, установленные по торцам плиты. При изготовлении плиты форму заполняют активированной бетонной смесью с жесткостью 5-10 с. После уплотнения смеси на виброплощадке производят доуплотнение и калибровку верхней части плиты вращающимся валиком. 2 с.п. ф-лы, 5 ил.
| "Типовые конструкции изделия и узлы зданий и сооружений" | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

