Изобретение относится к области строительства и может быть использовано при производстве изделий сборного бетона и железобетона путем непрерывного формования.
Известна из альбома "Типовые конструкции, изделия и узлы зданий", Серия 25, альбом щ, часть 3-3, "Панели перекрытий железобетонные многопустотные" многопустотная железобетонная плита перекрытий, содержащая тело плиты с нижним армированным поясом в виде преднапряженной арматуры, ребрами жесткости, расположенными по торцам плиты, и верхним армированным поясом.
Известен из патента Российской Федерации 2024707, кл. Е 04 С 2/04, 1992 г. способ изготовления многопустотной железобетонной плиты перекрытия, включающий укладку в рабочую полость формы нижней арматуры, ее натяжение, установку пустотообразователей, ребер жесткости по торцам, укладку верхней арматуры на пустотообразователи, заполнение формы бетонной смесью и уплотнение ее.
Недостатками указанной многопустотной плиты перекрытия и способа ее изготовления является наличие в ней арматурных сеток и ребер жесткости по ее продольным торцам, что обуславливает невозможность ее изготовление способом непрерывного формования с использованием экструзии.
Наиболее близкими по своей технической сути к предложенному многопустотному строительному изделию и способу его формования являются известные из патента Российской Федерации 2053112, кл.7 В 28 В 3/20, 1990 г. многопустотное строительное изделие, содержащее бетонное тело с продольной арматурой, размещенной преимущественно в его верхней и нижней частях симметрично продольным осям продольных пустот, и способ изготовления многопустотных строительных изделий экструзией, включающий укладку на стенде продольной арматуры, установку в передней части стенда, охватывающего продольную арматуру горизонтально-подвижного формовочного агрегата, укладку им бетонной смеси на поддон стенда при формовании им в процессе его непрерывного перемещения вдоль продольной арматуры бетонного многопустотного массива тела строительного изделия, выдержку последнего для набора необходимой прочности, разрезку на отдельные строительные изделия с последующей выдержкой для набора распалубочной прочности.
Недостатком указанного многопустотного строительного изделия и способа его формования является увеличение трудоемкости такелажных работ, обусловленное необходимостью использования для снятия изготовленного изделия со стенда, его складирования, транспортировки и монтажа на стройке при возведении здания специальных захватных траверс, так как при использовании способа непрерывного формования многопустотного бетонного массива с применением экструзии невозможно устанавливать какие-либо стандартные монтажные петли.
Целью изобретения является снижение трудоемкости такелажных работ и обеспечение удобства захвата многопустотного строительного изделия при снятии его со стенда - поддона, складировании, погрузке и монтаже многопустотного настила возводимого здания.
Указанная цель достигается тем, что многопустотное строительное изделие, содержащее бетонное тело с продольной арматурой, размещенной преимущественно в его верхней и нижней частях симметрично продольным осям продольных пустот, снабжено расположенными в пустотах бетонного тела симметричными петлевыми захватами, образованными установленными в двух уровнях и контактирующими друг с другом поверхностями в точках пересечения крестообразно расположенных горизонтальных арматурных стержней, и выполнено с образованными в изделии над симметричными петлевыми захватами сквозными захватными гнездами, ширина каждого из которых соответствует ширине расположенной под ним продольной пустоты, при этом расстояние "T1" между продольными осями и расстояние "Т2" между поперечными осями симметричных петлевых захватов меньше длины "L" изделия соответственно в 1,7 - 2,9 и 1,1 - 1,4 раза, а расстояние "Т3" между поперечными осями сквозных захватных гнезд и расстояние "h" от верхней поверхности изделия до горизонтальной плоскости, проходящей через продольные и поперечные оси симметричных петлевых захватов, меньше длины "L" и толщины "Н" изделия соответственно в 1,1 - 1,3 и 2,0 - 2,2 раза, причем каждый горизонтальный арматурный стержень каждого симметричного петлевого захвата расположен в горизонтальной плоскости под углом "α", равным 30-60o относительно продольных торцов изделия, а в способе непрерывного формования многопустотных строительных изделий экструзией, включающем укладку на стенде продольной арматуры, установку охватывающего ее в передней части стенда горизонтально-подвижного формовочного агрегата, укладку им бетонной смеси на поддон стенда при формования в процессе его непрерывного перемещения вдоль продольной арматуры бетонного многопустотного массива тела строительного изделия, выдержку последнего для набора необходимой прочности, разрезку на отдельные изделия с последующей выдержкой для набора распалубочной прочности, до разрезки после набора необходимой прочности отформованного бетонного многопустотного массива на многопустотные строительные изделия в течение 6-20 минут после выхода из горизонтально-подвижного формовочного агрегата отформованного бетонного многопустотного массива производят в два этапа образование в продольных пустотах отформованного бетонного многопустотного массива симметричных петлевых захватов из устанавливаемых в двух уровнях и контактирующих друг с другом в точках пересечения крестообразно расположенных арматурных стержней и расположенных над точками их пересечения сквозных захватных гнезд, причем на первом этапе устанавливают контактирующие с продольными торцами отформованного бетонного многопустотного массива и отстоящие друг от друга на расстоянии, в соответствии с заданной длиной "L" изготавливаемого многопустотного строительного изделия, шаблоны с расположенными в двух уровнях под углом "α", равным 30 - 60o в горизонтальной плоскости относительно продольных торцов бетонного многопустотного массива горизонтальными направляющими каналами для арматурных стержней и производят проколы тела бетонного многопустотного массива путем перемещения размещенных в горизонтальных направляющих каналах каждого шаблона арматурных стержней на расчетную глубину до их крестообразных пересечений с образованием симметричного петлевого захвата, а на втором этапе производят обрушение участков верхней поверхности бетонного многопустотного массива над размещенными в его пустотах симметричными петлевыми захватами с образованием сквозных захватных гнезд, поперечные оси которых смещены в плане относительно продольных осей симметричных петлевых захватов вдоль продольных осей пустот железобетонного массива на 20 - 30 мм.
Кроме того, в многопустотном строительном изделии длина каждого горизонтального арматурного стержня каждого симметричного петлевого захвата может превышать ширину каждого захватного гнезда в 5,5 - 8,5 раз, а поперечные оси сквозных захватных гнезд могут быть смещены в плане относительно вертикальных осей симметричных петлевых захватов вдоль продольных осей пустот на 20 - 30 мм.
Положительный эффект достигается за счет того, что симметричные петлевые захваты из крестообразно расположенных горизонтальных арматурных стержней, установленных в свежеуложенный бетон непосредственно при формовании изделия на протяженном стенде. Такие симметричные петлевые захваты позволяют удобно и надежно захватывать изделие при снятие его со стенда, складировании, погрузке и монтаже. При этом не нарушается технология экструзионного формования пустотных строительных изделий, которая не допускает установку каких-либо стандартных монтажных петель.
Конструкция предлагаемого многопустотного строительного изделия и способ его изготовления поясняются следующими чертежами.
На фиг.1 схематично изображен вид сверху на многопустотную плиту перекрытия.
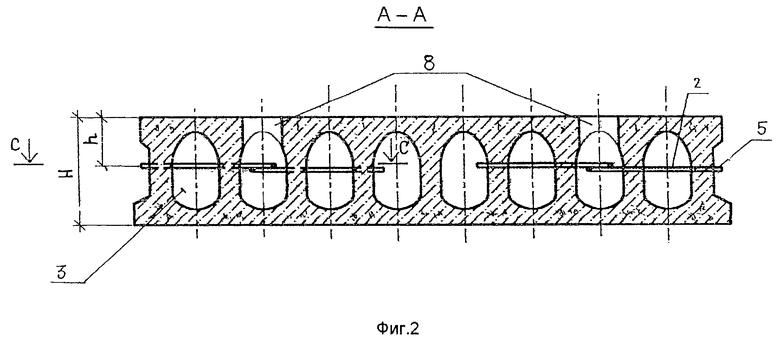
На фиг.2 - разрез по АА на фиг.1.
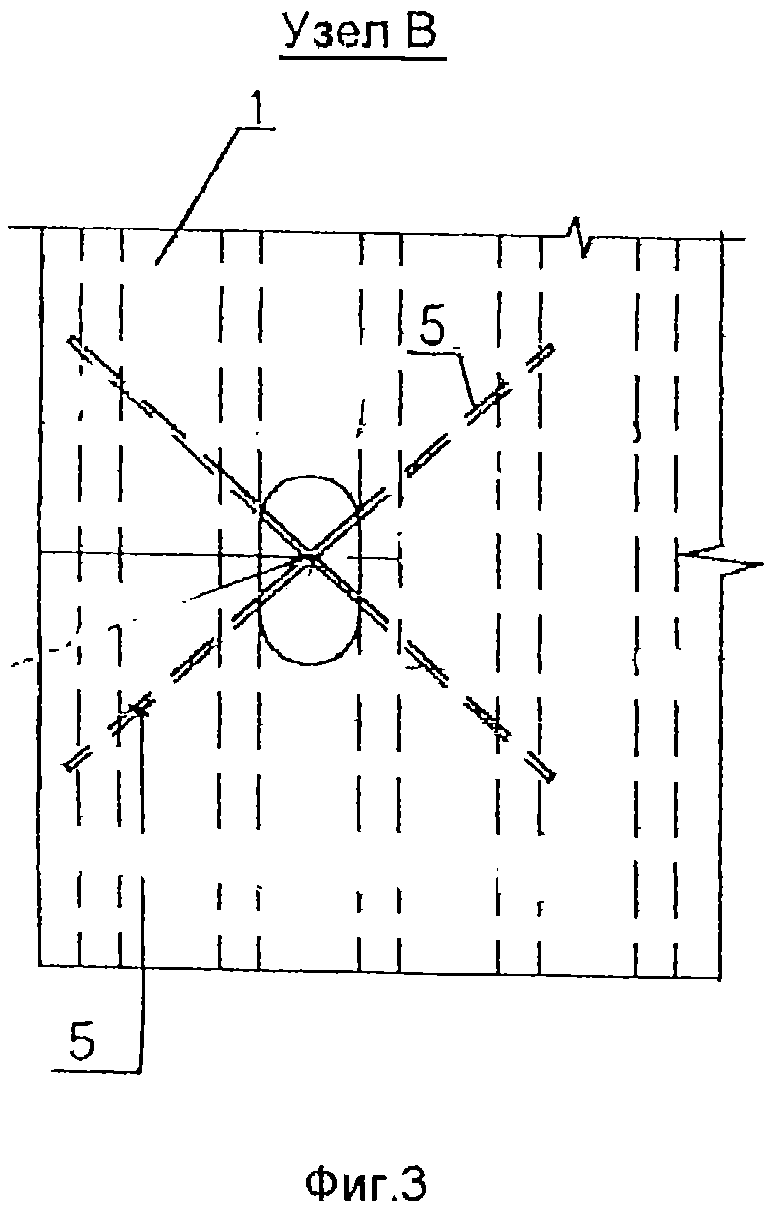
На фиг.3 - узел В на фиг.1.
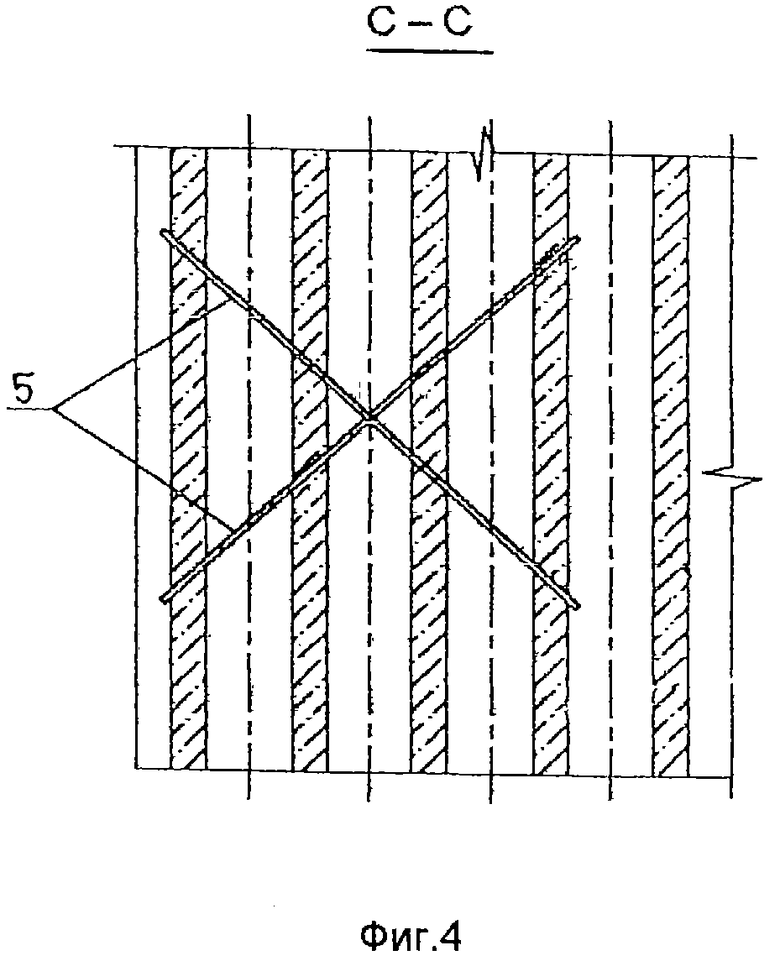
На фиг.4 - разрез по СС на фиг.2.
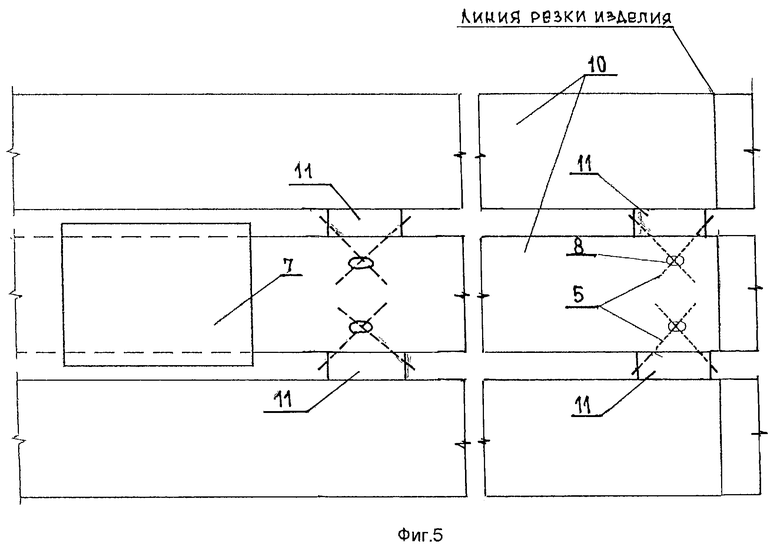
На фиг. 5 изображена схема протяженного стенда для изготовления многопустотных строительных изделий экструзией.
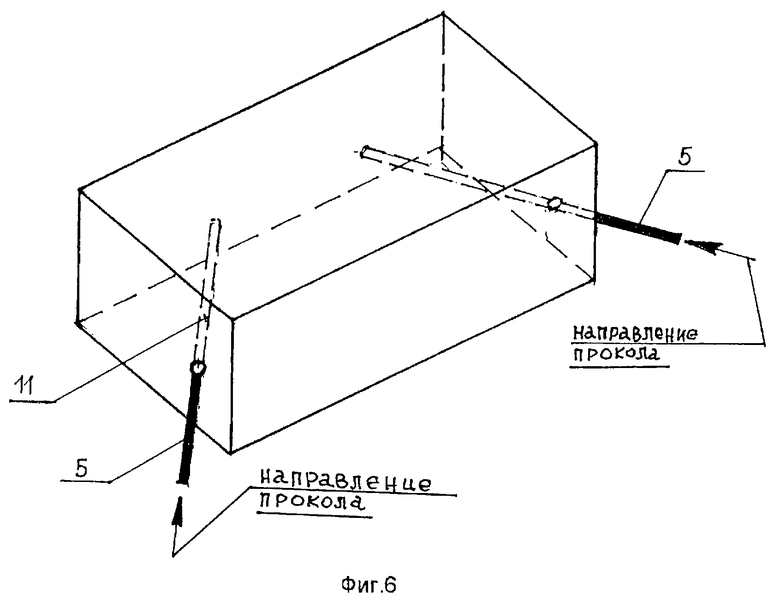
На фиг.6 - общий вид шаблона для установки крестообразных петлевых захватов.
Многопустотное строительное изделие состоит из бетонного тела 1, армированного продольной арматурой 2, размещенной преимущественно в его верхней и нижней частях симметрично продольным осям продольных пустот 3. Многопустотное строительное изделие снабжено симметричными петлевыми захватами 4, расположенными в продольных пустотах 3 бетонного тела 1. Симметричные петлевые захваты 4 образованы крестообразно распложенными горизонтальными арматурными стержнями 5, установленными в двух уровнях и контактирующими друг с другом поверхностями в точках их пересечения 6. Каждый горизонтальный арматурный стержень 5 симметричного петлевого захвата 4 расположен в горизонтальной плоскости относительно продольных торцов 7 бетонного тела 1 под углом "α", равным 30 - 60o. Над точками пересечения крестообразно расположенных горизонтальных арматурных стержней 5 размещены сквозные захватные гнезда 8, ширина которых соответствует ширине расположенных под ними продольных пустот 3 изделия. Длина каждого горизонтального арматурного стержня 5, образующего симметричный петлевой захват 4, может перекрывать ширину каждого сквозного захватного гнезда 8 в 5,5 - 8,5 раз. Расстояние "T1" между продольными осями и расстояние "Т2" между поперечными осями симметричных петлевых захватов 4 меньше длины "L" изделия соответственно в 1,7 - 2,9 и 1,1 - 1,4 раза. Расстояние "Т3" между поперечными осями сквозных захватных гнезд 8 и расстояние "h" от верхней поверхности 9 изделия до горизонтальной плоскости, проходящей через продольные и поперечные оси симметричных петлевых захватов 4, меньше длины "L" и толщины "Н" изделия соответственно в 1,1 -1.3 и 2,0-2,2 раза.
Такое расположение симметричных петлевых захватов 4 позволяет удобно и надежно захватывать изделие при снятии его со стенда, складировании, погрузке, транспортировании и монтаже изделия на стройплощадке и заменить дорогостоящие и часто выходящие из строя захватные траверсы, используемые для известных многопустотных строительных изделий.
Для изготовления вышеописанного строительного изделия предназначен заявленный способ непрерывного изготовления многопустотных строительных изделий экструзией, использование которого позволяет получить качественное многопустотное строительное изделие с необходимой несущей способностью симметричных петлевых захватов 4.
Способ непрерывного изготовления многопустотных строительных изделий экструзией предусматривает непрерывное изготовление на протяженных стендах с помощью горизонтально-подвижных экструдеров. Такая технология не позволяет использование каких-либо стандартных монтажных петель в изготавливаемых указанным способом многопустотных строительных изделиях.
Заявленный способ непрерывного изготовления многопустотных строительных изделий экструзией включает укладку на стенде продольной арматуры, установку в передней части стенда, охватывающего продольную арматуру, горизонтально-подвижного формовочного агрегата, укладку бетонной смеси на поддон стенда при формовании им в процессе непрерывного перемещения вдоль продольной арматуры тела строительного изделия с последующей резкой полученного бетонного многопустотного массива 10 после набора им необходимой для этого прочности с последующей выдержкой для набора распалубочной прочности. При этом до разрезки бетонного многопустотного массива 10 на отдельные строительные многопустотные изделия в течение 8-20 минут после выхода из горизонтально-подвижного формовочного агрегата отформованного бетонного многопустотного массива 10 производят в два этапа образование в продольных пустотах 3 симметричных петлевых захватов 4 и расположенных над ними сквозных захватных гнезд 8.
На первом этапе после формования многопустотного бетонного массива 10 устанавливают контактирующие с его продольными торцами шаблоны в виде плит 11, в каждой из которых в двух уровнях расположены в горизонтальных плоскостях под углом "α", равным 30 -60o относительно продольных торцов 7 бетонного многопустотного массива, направляющие каналы 12 для горизонтальных арматурных стержней 5, образующих в заданных продольных пустотах 3 симметричные петлевые захваты 4. Шаблоны устанавливают симметрично продольным и поперечным осям образуемых в продольных пустотах 3 симметричных петлевых захватов 4, при этом расстояние между поперечными осями "Т3" шаблонов выбирают в соответствии с заданной длиной "L" изготавливаемого многопустотного строительного изделия. После установки на продольных торцах 7 бетонного многопустотного массива 10 шаблонов в виде плит 11 и размещения в их горизонтальных направляющих каналах 12 горизонтальных арматурных стержней 5 производят проколы последними бетонного многопустотного массива 10. Прокол бетонного многопустотного массива 10 производят перемещением в каждой плите 11 по горизонтальным направляющим каналам 12 арматурных стержней 5 на расчетную глубину, обеспечивающую их крестообразное пересечение и контактирование друг с другом поверхностями в точках 6 пересечения с образованием симметричных петлевых захватов 4 в заданных продольных пустотах 3 бетонного многопустотного массива 10.
Затем на втором этапе производят образование сквозных захватных гнезд 8 обрушением участков верхней поверхности бетонного многопустотного массива 10 над симметричными петлевыми захватами 4, расположенными в заданных продольных пустотах 3. При образовании сквозных захватных гнезд 8 их поперечные оси смещают относительно поперечных осей симметричных петлевых захватов 4 вдоль продольных осей продольных пустот 3 бетонного многопустотного массива 10.
Использование симметричных петлевых захватов 4 позволяет обеспечить надежную и безопасную транспортировку и монтаж многопустотных строительных изделий без использования специальных траверс, что уменьшает трудоемкость подъемно-транспортных работ по транспортировке и монтажу многопустотных строительных изделий. При этом полностью соблюдаются все технологические процессы экструзионного изготовления многопустотных изделий на протяженных стендах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2263748C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2313639C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| ПУСТОТЕЛАЯ ПЛИТА С МЕЖПУСТОТНЫМИ УСИЛИТЕЛЯМИ | 2013 |
|
RU2521025C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНО-МОНОЛИТНОГО УЗЛА СОЕДИНЕНИЯ КОЛОННЫ С РИГЕЛЕМ | 2012 |
|
RU2499103C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Способ изготовления армоцементных конструкций | 1977 |
|
SU654412A2 |
| МНОГОПУСТОТНАЯ ПЛИТА ПЕРЕКРЫТИЯ С ПРОЕМОМ | 2014 |
|
RU2581069C2 |
| Многопустотная плита | 1978 |
|
SU881242A1 |
Изобретение относится к области строительства и может быть использовано при производстве изделий сборного бетона и железобетона путем непрерывного формования. Многопустотное строительное изделие снабжено симметричными петлевыми захватами из горизонтальных арматурных стрежней, расположенными в продольных пустотах изделия и над которыми на верхней поверхности последнего образованы сквозные захватные гнезда. Расположение симметричных петлевых захватов определяется в зависимости от геометрических размеров изделия и продольных пустот в нем. Установку горизонтальных арматурных стержней, образующих симметричные петлевые захваты, осуществляют в процессе изготовления изделий экструзией на протяженных стендах. Для прокалывания многопустотного бетонного массива используют контактирующие с его продольными торцами шаблоны с направляющими каналами для перемещаемых горизонтальных арматурных стержней. Технический результат изобретения заключается в снижении трудоемкости такелажных работ и обеспечении удобства захвата многопустотного строительного изделия. 2 с. и 2 з.п. ф-лы, 6 ил.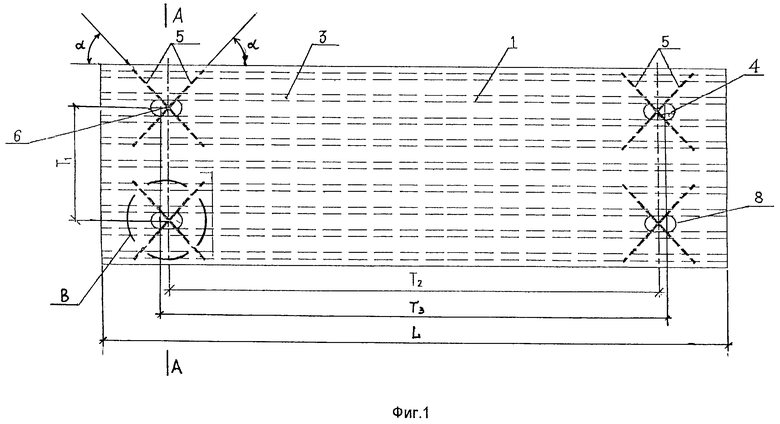
| МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2024707C1 |
| RU 20531112 C1, 27.01.1996 | |||
| СПОСОБ ПОДКРЕПЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 2008 |
|
RU2378147C2 |
| Сталь | 1986 |
|
SU1458421A1 |
| ФЕРМЕНТ С АКТИВНОСТЬЮ ЭНДО-1,3(4)-β-ГЛЮКАНАЗЫ, КОДИРУЮЩАЯ ЕГО ДНК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1995 |
|
RU2215034C2 |
| Способ формования теста | 1984 |
|
SU1220597A1 |
| ЗАГЛУШАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2000 |
|
RU2174639C1 |
| US 3728064 A, 17.04.1973. | |||

