Изобретение относится к швейной промышленности. Более конкретно - к способам изготовления трансформируемой одежды и может быть использовано при изготовлении большого ассортимента двусторонней одежды.
Известный способ обработки застежки двустороннего изделия (заявка Великобритании N 2144972, кл. А 41 D 1/00), состоит в том, что тесьма-молния соединяет обе части предмета одежды. При этом обе части накладывают одну на другую при закрывании застежки молнии.
Недостатком данного способа является ограниченный ассортимент изделий, изготовляемых с его помощью.
Наиболее близким по технической сущности к предлагаемому способу является способ, который заключается в том, что проводят раскрой ткани на детали изделия из двусторонней ткани, собирают детали в изделие и снабжают средствами фиксации. При выкраивании полочек выполняют припуск по краю обоих бортов полочек, равный L - 2L, где L - расстояние от линии края борта до линии полузаноса. Борта полочек каркасируют для придания жесткости и выполняют на них вертикальные петли, располагая их по горизонталям соответственно на правой и левой полочке. В процессе эксплуатации для фиксации бортов между собой накладывают один борт на другой, совмещая линии полузаноса, и формируют сдвоенный вертикальный валик из соединенных бортов. Последний закручивают в правую и левую стороны и фиксируют запонкой.
Недостатком способа-прототипа также является ограниченный ассортимент одежды.
Целью предлагаемого способа является улучшение эксплуатационных характеристик, повышение удобства в пользовании швейным изделием при одновременном расширении ассортимента двусторонней одежды.
Поставленная цель достигается тем, что при изготовлении трансформируемой одежды производят раскрой двустороннего материала на детали спинки, полочек, рукавов. Детали полочек выполняют с припуском по ширине борта. Раскроенные детали соединяют в изделие и снабжают средствами фиксации. Полочки выкраивают с цельнокройным припуском равным (3,5-3,6)R для правой полочки и (3,1-3,3)R - для левой, где R - расстояние от края борта до линии полузаноса. При сборке деталей в изделие предварительно выполняют на правой полочке двойной перегиб, фиксируемый строчкой притачивания дополнительной отлетной планки. Затем выполняют перегиб по краю борта на правой и левой полочках, а также на планке, который фиксируют строчками.
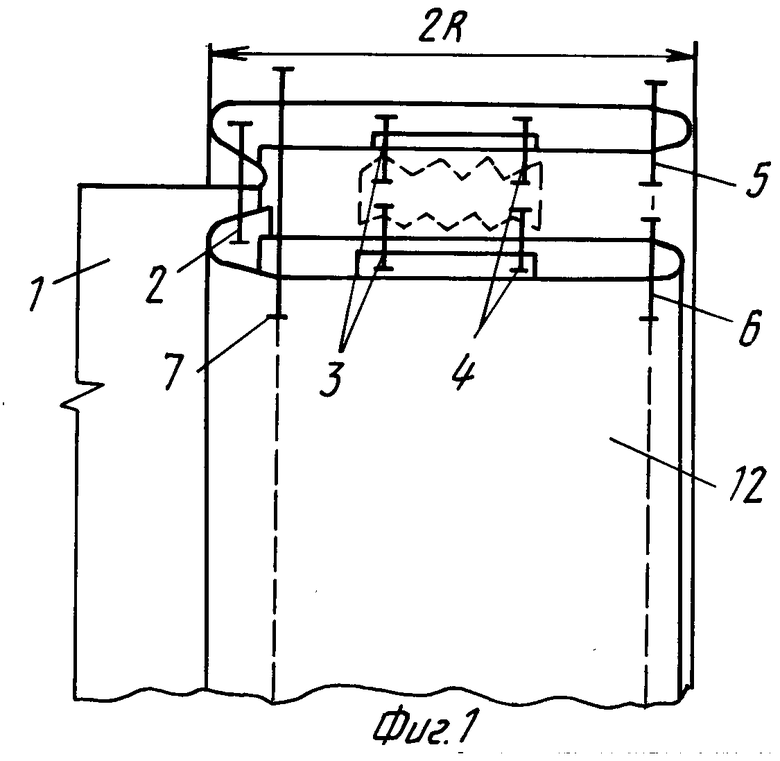
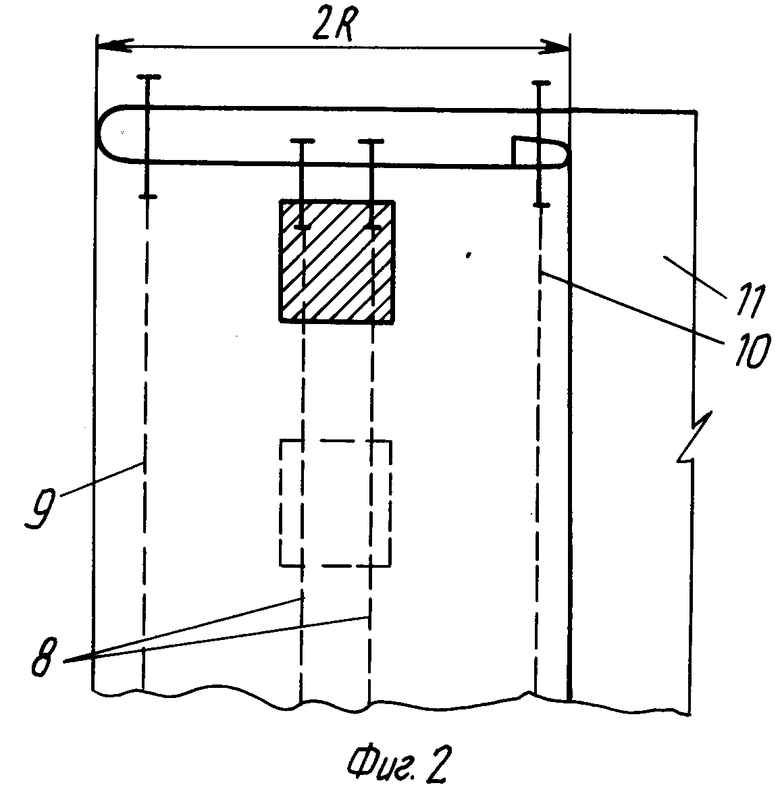
На фиг. 1, 2 представлена застежка двустороннего изделия.
Предлагаемый способ более подробно поясняется на примере. Производят раскрой двустороннего материала на детали спинки, полочек, 1, 11, рукавов. В качестве двустороннего материала использован композиционный материал, полученный путем склеивания двух слоев трикотажа между собой полиэтиленовой пленкой.
Раскрой полочки 1 производят с цельнокройным припуском по ширине борта. Величина этого припуска составляет (3,5-3,6)R, где R - расстояние от края борта до линии полузаноса. Выбор величины припуска, менее 3,5R не позволяет закрыть обрезной край припуска при последующем выполнении строчки 7 настрачивания отлетной планки 12. Увеличение припуска свыше 3,6R может вызвать нежелательную асимметрию при выполнении центральной бортовой застежки. Перед сборкой деталей в изделие на полочке 1 выполняют перегиб, который фиксируют строчкой 2, одновременно притачивая отлетную планку 12. Перегибы по краю борта для полочки и для планки фиксируют строчками 5 и 6 соответственно. Цельновыкроенную и отлетную планки соединяют строчкой 7. Левую планку 11 выполняют с цельновыкроенным припуском, равным (3,1-3,3)R для выполнения цельновыкроенной планки.
Перегиб планки по краю борта фиксируют строчкой 9, наружный перегиб планки - строчкой 10, подгибая обрезной край внутрь на (0,1-0,3)R.
Все планки (две на правой полочке, одна - на левой) снабжаются средствами фиксации поз. 3 и 4 (кнопки, лента "Velcro"), которые фиксируются на левой полочке строчкой 8, причем на планке левой полочки средства фиксации располагаются как с лицевой, так и с изнаночной стороны. Застегивание производится при помещении планки левой полочки между планками правой.
Сравнение предлагаемого способа со способом-прототипом показало преимущества первого. Эти преимущества заключаются в расширении ассортимента двусторонней трансформируемой одежды при одновременном повышении удобства в пользовании и упрощении технологии изготовления одежды. Данная застежка применима как для мужской, так и для женской одежды, и следовательно, может использоваться для изготовления межассортиментной группы изделий, например, курток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМИРУЕМОЙ ОДЕЖДЫ | 1992 |
|
RU2037310C1 |
| ШОВ ДЛЯ СОЕДИНЕНИЯ ТКАНЕЙ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ С ПЛЕНОЧНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2111691C1 |
| Способ обработки цельновыкроенной внутренней застежки изделий платьево-блузочного ассортимента | 2019 |
|
RU2725038C1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОДЕЖДЫ | 1992 |
|
RU2040194C1 |
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 1993 |
|
RU2087607C1 |
| Способ изготовления трансформируемой одежды | 1990 |
|
SU1804763A1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА ДЛЯ ТРАНСФОРМИРОВАНИЯ ОДЕЖДЫ ИЛИ СНАРЯЖЕНИЯ | 2009 |
|
RU2412624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРМАНА ДЛЯ ДВУСТОРОННЕЙ ОДЕЖДЫ | 1992 |
|
RU2069060C1 |
Использование: швейная промышленность. Сущность изобретения: способ включает операции раскроя двустороннего материала на детали спинки, полочек, рукавов. Детали полочек выполняют с приспуском по ширине борта. При соединении деталей в изделие планки левой и правой полочек фиксируют строчками. Величину припуска выбирают равной (3,5-3,6) R для правой полочки и (3,1-3,2) R для левой полочки, где R - расстояние от края борта до линии полузаноса. При сборке деталей в изделие выполняют на правой полочке двойной перегиб, который фиксируют строчкой притачивания дополнительной отлетной планки по борту. Затем выполняют перегиб на полочках и планке по краю борта и фиксируют этот перегиб строчками. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМИРУЕМОЙ ОДЕЖДЫ ИЗ ДВУСТОРОННИХ МАТЕРИАЛОВ, при котором проводят раскрой двустороннего материала на детали спинки, полочек, рукавов, при этом детали полочек выполняют с припуском по ширине борта, а при соединении деталей в изделие планки левой и правой полочек фиксируют строчками и снабжают средствами фиксации, отличающийся тем, что, с целью улучшения эксплуатационных характеристик при одновременном расширении ассортимента двусторонней одежды и повышении удобства в пользовании, величину припуска полочек выбирают равной (3,5 - 3,6) R для правой полочки и (3,1 - 3,3) R для левой, где R - расстояние от края борта до линии полузаноса, а при сборке деталей в изделие на правой полочке формируют дополнительно отлетную планку, для чего выполняют двойной перегиб, который фиксируют строчкой притачивания по краю борта, а средства фиксации располагают на планке левой полочки как с лицевой, так и с изнаночной стороны и на обеих планках правой полочки с изнаночных сторон для обеспечения взаимодействия при размещении планки левой полочки между планками правой.
| Способ выполнения двусторонней одежды и ее эксплуатации | 1989 |
|
SU1671246A1 |
| Механический грохот | 1922 |
|
SU41A1 |
