Изобретение относится к швейной промышленности, более конкретно - к ремонту и отделке швейных изделий, преимущественно бытовой одежды пальтово-костюмного ассортимента.
Известен способ ремонта швейных изделий по авторскому свидетельству СССР N 361783, кл. A 41 H 27/00 1972. Суть способа состоит в выполнении следующих операций:
вырезают поврежденный участок ремонтируемого изделия;
далее из ткани, предназначенной для ремонта, вырезают деталь-вкладыш, имеющую форму выреза поврежденного участка;
из ткани, предназначенной для ремонта и предварительно сдублированной с полиэтиленовой пленкой, вырезают деталь-подложку, которая по своим размерам превышает деталь-вкладыш;
на ремонтируемое изделие, уложенное лицом вниз, в место выреза вкладывают деталь-вкладыш, на него укладывают деталь-подложку, полиэтиленовой пленкой вниз. Все детали соединяют путем горячего прессования.
Основным недостатком этого способа является то, что он может быть эффективен для ремонта швейных изделий специального назначения, выполненных из тонких тканей. К изделиям этой группы (спецодежда, постельные принадлежности и т.д.) не предъявляются высокие эстетические требования, поэтому форма деталей-вкладышей проста.
Известен также способ отделки швейных изделий аппликациями по авторскому свидетельству СССР N 1169596, кл. A 41 D 27/08, 1985, который заключается в следующем.
1. На матрицу, жестко закрепленную на поверхности стола, укладывают отделочную деталь-накладку, предварительно сдублированную с полиэтиленовой пленкой, лицевой стороной вниз.
2. Сверху также лицом вниз размещают изделие.
3. Фиксация положения детали-накладки относительно шаблона и матрицы осуществляется путем включения крана отсоса воздуха.
4. Уложенные таким образом детали соединяют горячим прессованием при помощи пуансона при температуре 110oC, давлении 0,30 МПа в течение 20 с.
Существенным недостатком этого способа является использование деталей-накладок с открытыми срезами (без подгиба обрезных краев), которые могут осыпаться в процессе эксплуатации и не обеспечивают требуемого уровня эстетических и прочностных свойств. Применение полиэтиленовой пленки по всей площади отделочной детали и перепад толщин от одного слоя к двум на участке расположения детали-накладки создает увеличенную локальную жесткость, что приводит в конечном итоге к потере прочности от истирающих воздействий в процессе его эксплуатации.
Известен также способ ремонта швейных изделий, описанный в Инструкции по ремонту вещевого имущества в Вооруженных силах СССР. - М.: Военное издательство МО СССР, 1964. Он состоит в следующем:
- вырезают поврежденный участок изделия в форме овала;
- из ткани одинакового цвета и толщины, что и ремонтируемое изделие, вырезают деталь-вкладыш того же размера и формы, что и вырез;
- из тонкой хлопчатобумажной ткани вырезают вспомогательную деталь-подложку, на 3-4 см превышающую размеры детали-вкладыша;
- смачивают водой торцевые края ткани в ремонтируемом изделии по периметру выреза, торцевые края детали-вкладыша и всю поверхность детали-подложки;
- затем, на смоченные поверхности кистью наносят тонкий слой клеевой пасты;
- укладывают ремонтируемое изделие изнаночной стороной вверх, совмещают деталь-вкладыш с вырезом, сверху накладывают клеевым слоем вниз деталь-подложку и соединяют все путем проглаживания утюгом, нагретым до температуры 160 - 170oC, в течение 40-60 с.
К недостаткам этого способа относятся: большая трудоемкость, ручное выполнение технологических операций, низкое качество ремонта и невысокий эстетический уровень отремонтированного изделия.
Известен способ ремонта и отделки швейных изделий, при котором удаляют поврежденный участок ткани и используют аппликацию (Вонзблейн Ю.Н., Валентинова В. А. , Грознов С.П. и др. "Полезные советы", -М.: Московский рабочий, 1960, с. 202-204). Данное решение принято в качестве ближайшего аналога. Однако и оно не свободно от вышеперечисленных недостатков.
Задачей изобретения является улучшение качества ремонта, повышение прочностных характеристик и эстетического уровня отремонтированного швейного изделия, а также увеличение срока эксплуатации этих изделий.
Поставленная задача решена за счет того, что в способе ремонта и отделки швейных изделий, преимущественно одежды пальтово-костюмного ассортимента, при котором удаляют поврежденный участок ткани и используют аппликацию, размеры которой превышают размеры выреза на швейном изделии, поврежденный участок ткани предварительно дублируют термопластичным материалом, деталь-вкладыш, толщина которого по меньшей мере равна или больше толщины ремонтируемого изделия, облицовывают аппликацией, которую выполняют из тонкой отделочной ткани, кроме синтетической, путем прижатия нагретого пуансона, контур которого совпадает с контуром выреза на детали швейного изделия, и соединяют деталь-вкладыш со швейным изделием с помощью детали-подложки и термопластичным покрытием путем горячего прессования, причем размеры детали-подложки превышают размеры выреза на детали швейного изделия. Кроме того, поставленная задача решена и за счет того, что поврежденный участок ткани вырезают с помощью резаков, деталь-подложку выполняют из клеевой прокладочной ткани с полиамидным покрытием, размеры детали-подложки и аппликации превышают размеры выреза на детали швейного изделия на 1-2 см, для дублирования поврежденного участка ткани используют термопластичные пленки толщиной не более 5 мкм, а детали соединяют путем горячего прессования при температуре 140 - 180oC, давлении 0,25 - 0,30 МПа в течение 25 - 40 с.
Изобретение поясняется чертежом, на котором изображен в разрезе участок ремонта локального повреждения на детали швейного изделия.
Способ осуществляют следующим образом.
1. Ремонтируемое изделие 1 на участке локального повреждения, с изнаночной стороны, дублируют термопластичной пленкой 5 толщиной не более 5 мкм.
2. Участок локального повреждения, дублированный термопластичной пленкой, вырезают при помощи резака на вырубочном прессе. Размеры и форма резака оптимизированы в результате математико-статистического анализа.
3. Из ткани, предназначенной для ремонта, тем же резаком, что используют для удаления поврежденного участка, вырезают деталь-вкладыш 3, толщина которого по крайней мере равна или больше толщины ткани ремонтируемого изделия. Если поврежденный участок изделия разрушен незначительно, то в качестве детали-вкладыша можно использовать вырез ткани, образующийся при вырезании локального повреждения.
Для повышения эффективности технологического процесса операции 2 и 3 целесообразно выполнять в один прием.
4. Из отрезка отделочной ткани 2, размеры которого превышают размеры выреза в ремонтируемом изделии, в частности на 1 - 2 см, выдавливают нагретым до температуры 100oC пуансоном аппликацию, рисунок которой зеркально повторяет с изнаночной стороны контур рисунка выреза. В качестве отделочной ткани используют тонкие ткани различного волокнистого состава, кроме синтетических, например, смесовые, хлопчатобумажные, искусственный шелк и т.п.
5. Далее деталь-вкладыш облицовывают полученной аппликацией. Для чего на уложенную изнаночной стороной вверх деталь ремонтируемого изделия укладывают лицевой стороной вниз сначала аппликацию из отделочной ткани так, чтобы контур рисунка совпал с контуром выреза, затем - деталь-вкладыш и закрывают все деталью-подложкой из клеевой прокладочной ткани 4 клеевым слоем вниз, размеры которой превышают размеры выреза, например, на 1 - 2 см. При этом аппликация закрывает срезы детали-вкладыша, предохраняя их от осыпания и заполняет зазор между изделием и деталью-вкладышем. Уложенные таким образом детали соединяют путем горячего прессования при температуре 140-180oC, давлении 0,25 - 0,30 МПа в течение 25 - 40 с.
Достоинством данного способа является то, что он обеспечивает полное восстановление потребительских свойств ремонтируемого изделия, позволяя устранять локальные разрушения покровной ткани одежды пальтово-костюмного ассортимента и других швейных изделий: пледы, покрывала, чехлы и т.д. за счет ее отделки аппликациями.
В сравнении с известными способами ремонта швейных изделий, заявляемое техническое решение обеспечивает высокую экономическую эффективность за счет исключения ручных операций, повышает качество и эстетический вид ремонтируемого изделия, вследствие того, что отделочная ткань аппликации закрывает зазор между деталью ремонтируемого изделия и деталью-вкладышем и предохраняет последний от осыпания. Рисунок аппликации получается рельефной выпуклой формы.
Пример осуществления способа.
Для ремонта швейного изделия пальтовой группы выбирают отделочную смесовую ткань, например, более светлого цвета, чем ремонтируемое изделие, для дублирования - полиамидную пленку толщиной 5 мкм, для подложки - термоклеевую ткань с регулярным точечным покрытием арт. 92, размеры которой на 1 см превышают размеры выреза. Для детали-вкладыша используют ткань любого цвета, толщина которой равна или больше толщины ткани, из которой выполнено ремонтируемое изделие.
На подушку гладильного пресса укладывают лицевой стороной вниз ремонтируемое изделие, на поврежденный участок детали швейного изделия - полиамидную пленку и приутюживают через разделительную прокладку - лакоткань из фторопласта 4Д-301, армированную стекловолокном. Затем ремонтируемое изделие укладывают также лицевой стороной вниз на рабочую поверхность вырубочного пресса ПВГ-8, подобранной по номеру кассетой резаков, оптимизированных в результате математико-статистического анализа по форме и размеру, вырезают поврежденный участок ткани в виде контура рисунка. Из ткани, предназначенной для ремонта, тем же резаком, вырезают деталь-вкладыш (толщина которого равна или больше толщины ткани ремонтируемого изделия, цвет ткани значения не имеет). Если повреждение незначительно, участок выреза ткани можно использовать в качестве детали-вкладыша.
Специальным, нагретым до температуры 100oC, пуансоном зеркально повторяющим контур рисунка выреза поврежденного участка, выдавливают рельеф аппликации из отрезка отделочной ткани, размеры которой превышают размеры выреза на 1 см.
Далее на уложенную лицевой стороной вниз деталь ремонтируемого изделия в место выреза укладывают аппликацию с выдавленным рисунком, затем - деталь-вкладыш и закрывают все деталью-подложкой из термоклеевой ткани. Соединение осуществляют горячим прессованием с параметрами: температура 140oC, давление 0,25 МПа, время прессования 25 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШОВ ДЛЯ СОЕДИНЕНИЯ ТКАНЕЙ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ С ПЛЕНОЧНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2111691C1 |
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 1993 |
|
RU2087607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМИРУЕМОЙ ОДЕЖДЫ ИЗ ДВУСТОРОННИХ МАТЕРИАЛОВ | 1991 |
|
RU2025997C1 |
| УЗЕЛ ЧЕЛНОКА ШВЕЙНОЙ МАШИНЫ С ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ ТРЕНИЯ | 1992 |
|
RU2070239C1 |
| УЗЕЛ ПРИЖИМНОЙ ЛАПКИ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА ШВЕЙНОЙ МАШИНЫ | 1996 |
|
RU2122053C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| ШВЕЙНЫЙ РОБОТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 1999 |
|
RU2154701C1 |
| ПРИВОД | 1992 |
|
RU2071576C1 |
| ПРИВОД МАШИНЫ | 1991 |
|
RU2016292C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИВЕДЕННОГО МОМЕНТА ИНЕРЦИИ ПОДВИЖНОГО ЗВЕНА МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2025679C1 |
Способ ремонта и отделки швейных изделий, преимущественно пальтово-костюмного ассортимента, заключается в том, что удаляют поврежденный участок ткани и используют аппликацию, размеры которой превышают размеры выреза на швейном изделии. Поврежденный участок ткани предварительно дублируют термопластичным материалом. Деталь-вкладыш облицовывают аппликацией, выполненной из тонкой отделочной ткани, кроме синтетической, путем прижатия нагретого пуансона, контур которого совпадает с контуром выреза, и соединяют деталь-вкладыш со швейным изделием с помощью детали-подложки с термопластичным покрытием путем горячего прессования. Размеры детали подложки превышают размеры выреза на детали швейного изделия, что повышает качество и эстетический вид ремонтируемого изделия. 5 з.п. ф-лы, 1 ил.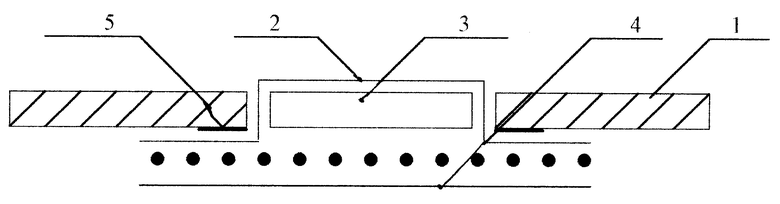
| Вонзблейн Ю.Н., Валентинова В.А., Грознов С.П | |||
| и др | |||
| Полезные советы | |||
| - М.: Московский рабочий, 1960, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| СПОСОБ РЕМОНТА ШВЕЙНЫХ ИЗДЕЛИЙ | 0 |
|
SU361783A1 |
| Способ отделки аппликациями деталей швейных изделий | 1982 |
|
SU1169596A1 |
| Устройство для взятия проб суспензий | 1986 |
|
SU1430793A1 |
| СПОСОБ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОЙ ОБРАБОТКИ ЭМАЛИ ЗУБОВ | 1992 |
|
RU2008893C1 |
| Редуктор-стабилизатор давления воздуха | 1958 |
|
SU122656A1 |
| Огнетушитель | 0 |
|
SU91A1 |
