Изобретение относится к высоковольтному аппаратостроению и касается способа изготовления вакуумных выключателей высокого напряжения, работающих в условиях широкого диапазона температур окружающего воздуха.
Известны способы изготовления дугогасительного модуля вакуумного выключателя, при которых дугогасительную камеру выключателя, содержащую вакуумно-плотный изоляционный цилиндр с высокой механической прочностью, помещают в изоляционную покрышку. Фиксацию и герметизацию камеры осуществляют при помощи уплотнительных узлов и механических средств, а пространство между цилиндром камеры и покрышкой заполняют эластичной средой из однородной смеси отвержденной гибкой искусственной смолы (например, полиуретана) и тонкостенных микроскопических полых шариков, равномерно распределенных в слое затвердевшей пружинящей синтетической смолы.
Отсутствие жидкого диэлектрика в модуле выключателя позволяет предотвратить возможные течи в процессе перепада температур при длительной эксплуатации выключателя. Однако наличие тонкостенных микроскопических полых шариков при перепадах температур приводит лишь к незначительному снижению механических нагрузок на изоляционный корпус камеры. Поэтому, как указано в патенте, корпус вакуумной камеры должен характеризоваться высокой механической прочностью.
Кроме того, в результате частичных разрядов происходит старение твердого диэлектрика, используемого в промежутке между камерой и покрышкой. Этот процесс усугубляется наличием большого количества тонкостенных полых шариков, имеющих отличающуюся по величине от основной массы диэлектрическую проницаемость.
Значительно более высокие электроизоляционные характеристики выключателя могут быть достигнуты при заполнении промежутка между наружным жестким изоляционным кожухом и камерой жидкой изоляционной средой, электрическая прочность которой больше электрической прочности воздуха.
В качестве жидкого диэлектрика используют либо обычное трансформаторное масло для условий эксплуатации, где нет низких температур окружающего воздуха, либо специальные кремнийорганические жидкости, обладающие при низких отрицательных температурах достаточно высокой электрической прочностью и малой вязкостью, что необходимо для сохранения скоростных характеристик вакуумного выключателя. К недостаткам подобного рода способов изготовления модуля следует отнести, прежде всего, недостаточную надежность узла механического уплотнения модуля, поскольку вакуумно-плотная керамика камеры изготовляется со значительными допусками как по длине, так и по внутреннему и наружному диаметрам цилиндров. Кроме того, на поверхности цилиндра могут иметь место шероховатости и углубления. При транспортировке модуля в горизонтальном положении могут иметь место течи жидкости также и через узел верхнего уплотнения модуля. Поэтому, как указано в патенте США, жидким диэлектриком заполняют, как правило, не только модуль, но и всю внутреннюю полость выключателя вместе с тягами управления, контактными пружинами, гибкими связями и другими элементами.
Целью настоящего изобретения является обеспечение надежной фиксации камеры в изоляционном корпусе и герметизации модуля выключателя.
Указанная цель достигается тем, что в способе изготовления дугогасительного модуля вакуумного выключателя, включающем установку камеры в изоляционный корпус модуля, фиксацию камеры и герметизацию модуля при помощи уплотнительных узлов с нижней и верхней сторон камеры с последующим заполнением пространства между камерой и изоляционным корпусом модуля жидким диэлектриком, после установки камеры в корпус сначала осуществляют лишь технологическую фиксацию камеры и технологическую герметизацию модуля путем поджатия уплотнительных узлов с нижней и верхней сторон камеры. Затем пространство между камерой и изоляционным корпусом в нижней части модуля заполняют отверждающимся полимером, обеспечивающим после его отвердевания надежную фиксацию камеры и герметизацию модуля снизу. Оставшееся до верхнего уплотнительного узла пространство заполняют жидким диэлектриком, в качестве которого используют изоляционную жидкость с высокой вязкостью, нагретой при заливке до температуры, превышающей максимальную температуру этого диэлектрика при работе выключателя. Затем пространство над верхним уплотнительным узлом вновь заполняют отверждающимся полимером, обеспечивающим надежную фиксацию камеры и герметизацию модуля сверху.
Заполнение пространства между камерой и корпусом изоляционной жидкостью с высокой вязкостью и применение уплотнений из отверждающегося полимера позволит полностью исключить возможные утечки диэлектрика из модуля через уплотнения даже при высоких температурах эксплуатации.
Нагрев жидкого диэлектрика перед заливкой облегчает заполнение узких полостей и выемок модуля, что способствует повышению высоковольтных характеристик и надежности вакуумного выключателя. Кроме того, благодаря указанному нагреву не требуется производить дозирование изоляционной жидкости при ее заливке в модуль, а в эксплуатации предотвращается возникновение избыточного давления во внутренней полости модуля из-за теплового расширения диэлектрика, поскольку максимальная рабочая температура жидкого диэлектрика будет ниже температуры заливки.
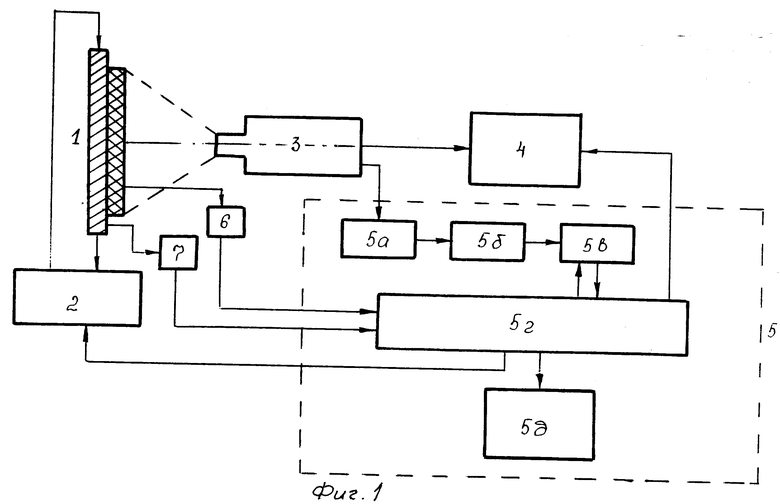
Изобретение поясняется на примере выполнения модуля вакуумного выключателя, приведенном на чертеже.
В соответствии с предлагаемым способом вакуумную дугогасительную камеру 1 устанавливают в изоляционный корпус 2. При помощи уплотнительных узлов, состоящих из опорного элемента 3, элемента поджатия 4 и уплотнительных элементов 5, 6, 7 с эластичными прокладками, с нижней и верхней стороны фиксируют камеру 1 в изоляционном корпусе 2. Посредством уплотнительных узлов осуществляют технологическую герметизацию камеры 1 относительно корпуса 2 на период изготовления модуля. С этой целью посредством нажимного устройства 8, установленного на фланце 9, осуществляют перемещение элемента поджатия 4 до упора в камеру 1. Затем через отверстие 10 во фланце 9 и отверстие 11 в элементе поджатия 4 в промежуток между камерой 1 и изоляционным корпусом 2 в нижней части модуля заливают отверждающий полимер - вилад 12. После отвердевания последнего обеспечивается фиксация камеры и надежная герметизация модуля снизу. После этого оставшееся до верхнего уплотнительного узла пространство заполняют жидким диэлектриком, в качестве которого используют изоляционную жидкость с высокой вязкостью - винипол 13, нагретую до температуры 120оС, превышающей максимальную температуру при всех режимах работы выключателя.
После заливки винипола отверстие 11 заглушается и пространство над верхним уплотнительным узлом заполняют виладом 14, обеспечивающим необходимую фиксацию камеры и герметизацию модуля сверху.
Предлагаемый для фиксации камеры и герметизации модуля вилад обладает необходимыми прочностными характеристиками, эластичностью и адгезионной способностью для надежной работы в процессе эксплуатации выключателя.
Модуль, изготовленный в соответствии с предлагаемым способом, позволил создать надежную в работе конструкцию вакуумного выключателя, обладающего высокими эксплуатационными характеристиками в широком диапазоне температур окружающего воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОЛИМЕРНОГО КОРПУСА ВАКУУМНОГО ВЫКЛЮЧАТЕЛЯ | 2004 |
|
RU2279150C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 1997 |
|
RU2126184C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2010 |
|
RU2419911C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 1993 |
|
RU2037901C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2006 |
|
RU2317609C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2001 |
|
RU2186435C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ И СПОСОБ ЕГО РАБОТЫ (ВАРИАНТЫ) | 1998 |
|
RU2138092C1 |
| Вакуумный выключатель | 1980 |
|
SU866600A1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2000 |
|
RU2171515C1 |
| СИЛОВОЙ ВЫКЛЮЧАТЕЛЬ | 1997 |
|
RU2188474C2 |
Использование: при изготовлении дугогасительного модуля вакуумного выключателя. Дугогасительную камеру устанавливают в изоляционный корпус модуля, осуществляют ее технологическую фиксацию и технологическую герметизацию модуля путем поджатия уплотнительных узлов, затем пространство между камерой и изоляционным корпусом в нижней части модуля заполняют отверждающимся полимером, после отверждения которого оставшееся до верхнего уплотнительного узла пространство заполняют изоляционной жидкостью с высокой вязкостью, нагретой до температуры, превышающей ее максимальную температуру при работе выключателя, после чего пространство над верхним уплотнительным узлом вновь заполняют отверждающимся полимером. 1 з.п. ф-лы, 1 ил.
| Патент США N 5150270, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
