Изобретение относится к высоковольтному аппаратостроению, а именно к способу формирования полимерного корпуса вакуумного выключателя.
Известные вакуумные выключатели содержат одну и более вакуумных дугогасительных камер (ВДК), работающих в широких температурных диапазонах и различных по уровнях загрязненности окружающих средах. Дугогасительные контакты ВДК размещены в вакууме и защищены от воздействия внешней среды цилиндрическим корпусом из изоляционной керамики и стекла [1]. Подвижный токопроводящий контакт с изоляционной тягой и соединенный с рычагом привода, который жестко закрепленный на, предпочтительно, металлической раме привода конструктивно составляет элемент полюса вакуумного выключателя. Все вакуумные выключатели должны соответствовать требованиям ГОСТа на высоковольтные выключатели [2].
В известных конструктивных решениях полюсов вакуумных выключателей, ВДК полюсов могут быть установленными между изоляционными стойками (пластинами), например авт. свид. №601653 SU, или в прозрачных полимерных материалах типа LEXAN, например патент РФ №2020631, или в корпусах из поликарбонатных и фенолформальдегидных смол, например Patent US №3,955,167, May 4, 1976, Patent US №4,124,790, Nov. 7, 1978, Patent GB №1,030,798, May 25, 1996, Patent DE №2240106 А, 1.03.1973 и др.
К известным способам изготовления дугогасительного модуля вакуумного выключателя, заполненным отвердевающимся полимером, можно отнести способ по патенту РФ №2026581, который по совокупности признаков может быть взят за прототип к предложенному способу формирования полимерного корпуса полюса вакуумного выключателя.
Взятый за прототип способ изготовления дугогасительного модуля, прежде всего предусматривает, посредством уплотнительных узлов, осуществлять технологическую фиксацию камеры и технологическую герметизацию модуля путем поджатия уплотнительных узлов, причем в нижней части модуля этот процесс достигается за счет заливки отвердевающегося полимера - вилада. Оставшееся до верхнего уплотнительного узла пространство заполняют жидким диэлектриком, в качестве которого используют изоляционную жидкость с высокой вязкостью - винипол.
Применение этих диэлектриков, их расплавление, нагнетание (подача), отвердевание, разборка установки с последующей очисткой от них и т.д. очень затрудняет и удорожает технологический процесс. Это хорошо видно из установки, приведенной в этом патенте.
В основу настоящего изобретения положена задача создания такого способа формирования полимерного корпуса вакуумного выключателя, который позволил бы исключить использование диэлектриков для фиксации и герметизации корпуса, при упрощении и удешевлении технологического процесса в целом.
Поставленная задача достигается тем, что в способе формирования полимерного корпуса вакуумного выключателя, включающий установку вакуумной камеры в пресс-форму, ее фиксацию и герметизацию камеры с последующим заполнением пространства между камерой и пресс-формой жидким диэлектриком, согласно изобретению, в процессе формирования корпуса перед заполнением пространства между камерой и пресс-формой жидким диэлектриком на внешнюю поверхность камеры устанавливают эластичную амортизирующую прослойку из силиконовой резины, при этом в качестве жидкого диэлектрика используют эпоксидный компаунд.
В предпочтительном варианте выполнения изобретения эпоксидный компаунд состоит из следующих массовых частей:
эпоксидная смола - 100 м.ч.,
наполнитель - 360 м.ч.,
отвердитель - 85 м.ч.,
ускоритель - 1 м.ч.
Весьма целесообразно, чтобы формирование полимерного корпуса проводили при следующих параметрах:
температура пресс-формы - 140-145 град.С,
время формовки полюса - 27-35 мин,
условия отвердевания - 12 часов при температуре 140 град.С.
Предлагаемый способ значительно проще и технологичней способа, описанного в прототипе, и полностью исключает применение как вилада так и винипола. В предлагаемом способе фиксация камеры в изоляционном корпусе и герметизация полюса производится пресс-формой, а не химическими компонентами типа вилада и винипола, как у прототипа, при этом эта фиксация и герметизация производится в процессе формирования полюса.
Другие цели и преимущества настоящего изобретения станут понятны из следующего детального описания примера его выполнения и прилагаемых чертежей, на которых:
фиг.1 изображает блок-схему установки для эпоксидного литья;
фиг.2 - принципиальную схему установки;
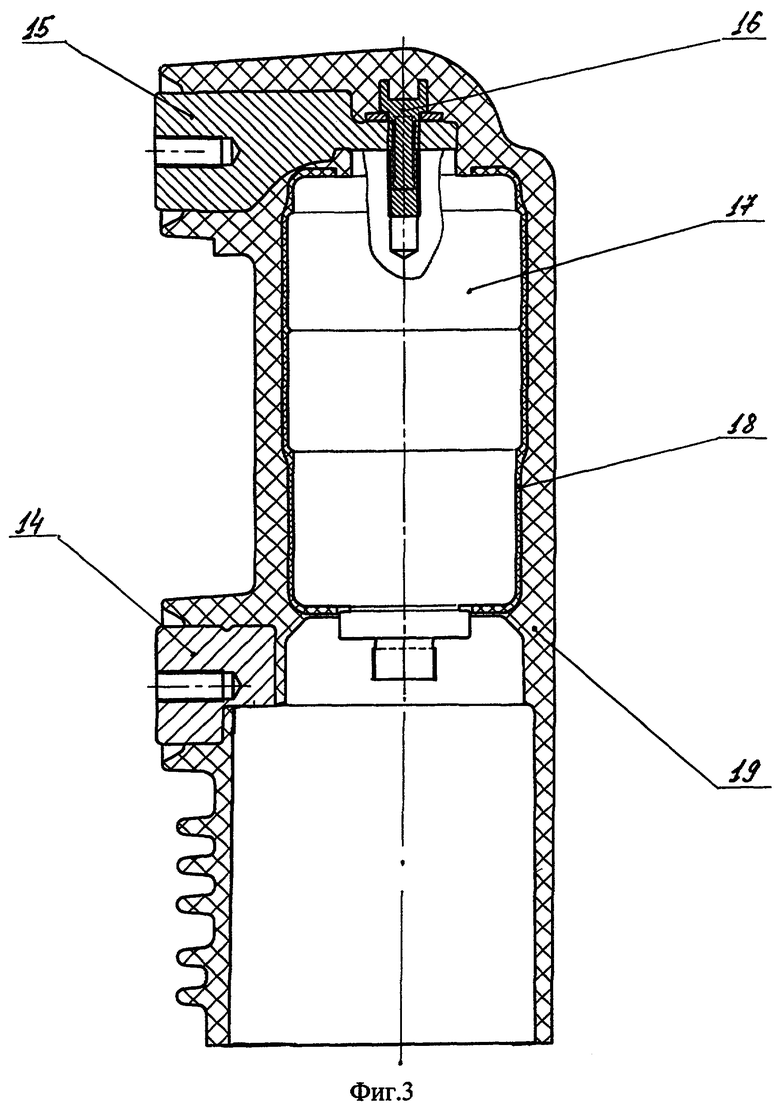
фиг.3 - полюс вакуумного выключателя (конечный продукт по предложенному способу формирования полимерного корпуса полюса).
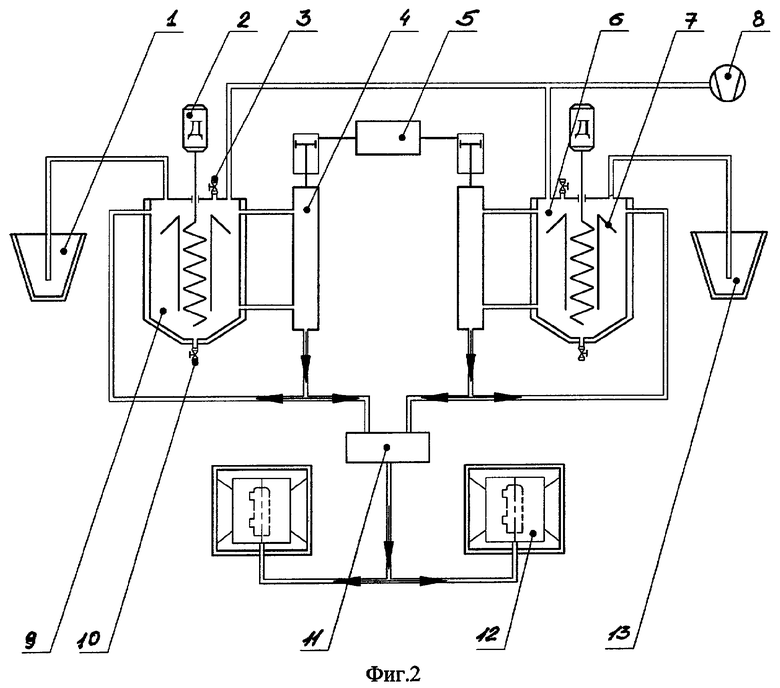
Установка для осуществления предлагаемого способа содержит следующие основные части: емкость 1 (фиг.2) с компонентами эпоксидной смолы, привод 2 смесителя, вакуумный вентиль 3, дозаторы 4, синхронизатор 5, смеситель 6 компонентов отвердителя, механизм 7 дегазации тонкого шара, вакуумный насос 8, смеситель 9 компонентов эпоксидной смолы, сливной вентиль 10, буфер 11, пресс-форму 12 литьевой машины и емкость 13 с компонентами отвердителя.
Закладные элементы полюса содержат: нижний токопроводящий контакт 14 (фиг.3), верхний токопроводящий контакт 15, болт 16 крепления вакуумной дугогасительной камеры (ВДК), ВДК 17, эластичную амортизирующую прослойку 18 из силиконовой резины.
Эластичная прослойка 18 до процесса литья плотно удерживается на поверхности вакуумной камеры 17 за счет пластмассовой спиральной нити, которая перед установкой ВДК 17 в пресс-форму удаляется.
Установка работает следующим образом.
Предварительно прогретую ВДК 17 с прослойкой 18 устанавливают в пресс-форму 12, в которую с помощью специального технологического процесса автоматически производится подача компаунда. В смеситель 9 из емкости 1 производится подача компонентов эпоксидной смолы. В смеситель 6 из емкости 13 производится подача компонентов отвердителя. Подготовленные рабочие смеси нагнетаются в два дозатора 4. Основная функция синхронизатора 5 следить за строгой технологической дозировкой компонентов перед подачей их в дозаторы. Массовые части (м.ч.) приняты следующими: эпоксидная смола - 100 м.ч., наполнитель - 360 м.ч., ускорителя - 1 м.ч. и отвердителя - 85 м.ч. Подготовленная рабочая смесь литьевого компаунда из буфера поз.11 под рабочим давлением 4-5 МПа (Мегапаскалей) подается в пресс-формы 12.
В пресс-формах 12 формируется конечный продукт - полюс вакуумного выключателя (фиг.3).
Формирование полимерного полюса вакуумного выключателя осуществляют при следующих параметрах: температура пресс-формы - 140-145 град.С, время формовки полюса - 27-35 мин, а условия отвердевания - 12 часов при температуре 140 град.С.
Контроль времени заполнения пресс-форм 12 и времени кристаллизации компаунда с поверхностями ВДК 17 с запрессованными деталями верхнего и нижнего токопроводящих контактов 14, 15 совершается строго с требованиями технологического процесса. После размыкания пресс-формы 12, полученный полюс выключателя, охлаждают, вынимают из пресс-формы 12 и зачищают.
Освобожденная от вставок отпрессованная деталь проходит повторную кристаллизацию согласно технологическому процессу. Остывший узел полюса проходит испытание на механическую и электрическую прочность.
Источники информации
1. Евдокунин Г.А., Тилер Г. Современнная вакуумная коммутационная техника для сетей среднего напряжения. СПб: Изд-во Сизова С.П., 2002, - 148 с., с илл.
2. ГОСТ 687-78. «Выключатели переменного тока на напряжение свыше 1000 В. Общие технические условия». Изд. стандартов. 1981 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДУГОГАСИТЕЛЬНОГО МОДУЛЯ ВАКУУМНОГО ВЫКЛЮЧАТЕЛЯ | 1992 |
|
RU2026581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНЫХ ДУГОГАСИТЕЛЬНЫХ КАМЕР (ВДК) | 2012 |
|
RU2532627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ ДЕТАЛЕЙ ВЫКЛЮЧАТЕЛЯ ДЛЯ НИЗКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ СРЕДНЕГО НАПРЯЖЕНИЯ И ВЫСОКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, А ТАКЖЕ ПОЛЮСНАЯ ДЕТАЛЬ | 2006 |
|
RU2355063C1 |
| МОДИФИЦИРОВАННЫЙ ЭПОКСИДНЫЙ КОМПАУНД ЭЛЕКТРОИЗОЛЯЦИОННОГО НАЗНАЧЕНИЯ | 1997 |
|
RU2131895C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЕЧАТНОЙ ПЛАТЫ ПРИ ПОМОЩИ СШИТОГО ПОЛИМЕРА НА ОСНОВЕ КОМПАУНДА | 2024 |
|
RU2832317C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПОКСИДНОЙ КОМПОЗИЦИИ С ПОВЫШЕННОЙ СТОЙКОСТЬЮ К РАСТРЕСКИВАНИЮ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ И ИЗДЕЛИЕ | 2009 |
|
RU2405795C1 |
| ВЫСОКОВОЛЬТНЫЙ ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2006 |
|
RU2304819C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ И СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471839C2 |
| ГЕРМЕТИЗИРУЮЩАЯ АНТИКОРРОЗИОННАЯ СМАЗКА | 1994 |
|
RU2094693C1 |
| Вакуумный выключатель | 1983 |
|
SU1089659A1 |
Изобретение относится к области электротехники, в частности к способу формирования полимерного корпуса вакуумного выключателя, который включает установку вакуумной камеры в пресс-форму, ее фиксацию и герметизацию камеры с последующим заполнением пространства между камерой и пресс-формой жидким диэлектриком. В процессе формирования корпуса вакуумного выключателя перед заполнением пространства между камерой и пресс-формой жидким диэлектриком на внешнюю поверхность камеры устанавливают эластичную амортизирующую прослойку из силиконовой резины, при этом в качестве жидкого диэлектрика используют эпоксидный компаунд. Эпоксидный компаунд содержит в масс.ч.: эпоксидную смолу - 100, наполнитель - 360, отвердитель - 85, ускоритель - 1. Формирование полимерного корпуса проводят при температуре пресс-формы 140-145°С, времени формовки полюса - 27-35 мин, условии отвердевания в течение 12 часов при температуре 140°С. Техническим результатом изобретения является упрощение и удешевление технологического процесса. 2 з.п. ф-лы, 3 ил.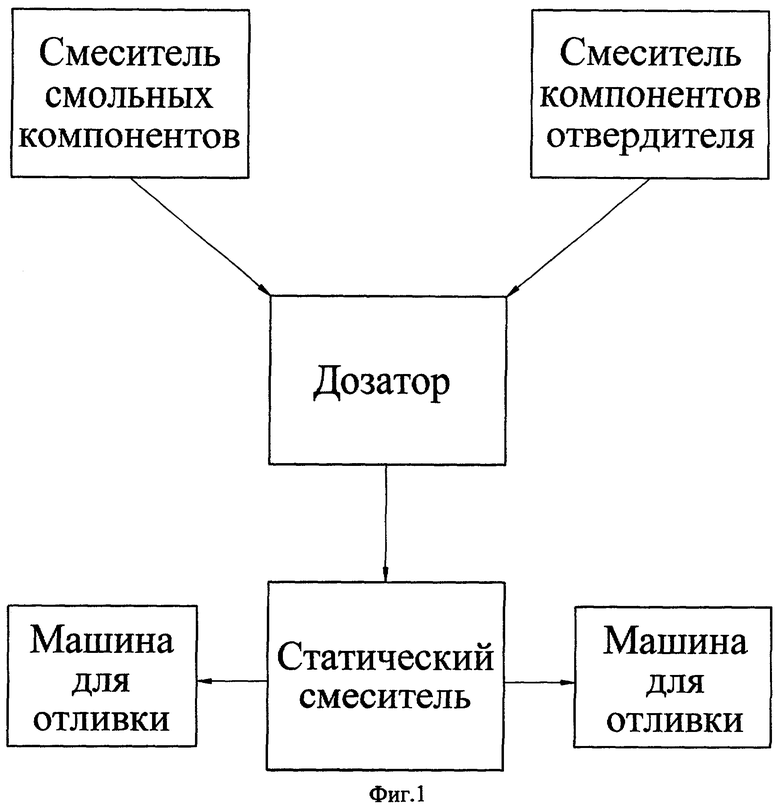
температура пресс-формы - 140-145°,
время формовки полюса - 27-35 мин.,
условия отвердевания - 12 часов при температуре 140°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДУГОГАСИТЕЛЬНОГО МОДУЛЯ ВАКУУМНОГО ВЫКЛЮЧАТЕЛЯ | 1992 |
|
RU2026581C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ И СПОСОБ ЕГО РАБОТЫ (ВАРИАНТЫ) | 1998 |
|
RU2138092C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ И ВАКУУМНОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1998 |
|
RU2195734C2 |
| Способ отверждения эпоксидного компаунда | 1986 |
|
SU1446657A1 |
| US 4630361 А, 23.12.1986 | |||
| US 6483066 A, 19.11.2002. | |||

