Изобретение относится к обработке материалов резанием и может быть использовано в качестве режущего инструмента при чистовой обработке деталей.
Известны резцы для чистовой обработки материалов, например резцы для алмазно-расточных станков (Маталин А.А. и др. Тонкое и алмазное растачивание. Киев: Техника, 1973, с. 29, 30, 32), содержащие державку с режущим элементом.
Недостатком известных резцов является низкая точность обработки вследствие теплового удлинения стальных державок, являющегося результатом их нагрева теплом, выделяющимся в зоне резания.
Наиболее близким техническим решением, принятым за прототип, является резец с механическим креплением вставки из ПСТМ [1], содержащий державку, в отверстии которой помещены вставка с режущим элементом и винт для ее крепления. Этому резцу присущи те же недостатки.
Цель изобретения - повышение точности обработки за счет компенсации теплового расширения элементов резца.
В последнее время разработан ряд новых поликристаллических сверхтвердых материалов, позволяющих работать с высокими скоростями резания и обеспечивающих высокую производительность. Их полное использование сдерживается невысокой точностью обработки, так как вследствие появления теплового удлинения державки при работе с высокими скоростями резания происходит смещение вершины резца от первоначального положения.
В заявляемом резце вставка с режущим элементом помещена в компенсационную втулку, которая размещена в отверстии державки. При этом компенсационная втулка теплоизолирована от державки. Передняя часть компенсационной втулки жестко соединена с державкой, а хвостовик - с хвостовиком вставки. Поэтому при нагреве вставка удлиняется, смещая вершину резца к оси детали, а компенсационная втулка, наоборот, при нагреве смещает вершину резца от оси детали, компенсируя удлинение вставки. Так как компенсационная втулка нагревается в меньшей мере, нежели вставка, то она выполняется из материала с большим коэффициентом линейного расширения, например, из бронзы. Такая конструкция позволяет сохранить вершину резца при работе в одном и том же положении, независимо от нагрева деталей резца, что повышает точность обработки. Чтобы сохранить вершину в первоначальном положении, нужно решать эту задачу расчетным путем, с учетом конкретных размеров вставки и втулки и всех теплопотерь и компенсаций в стыках деталей, что представляет значительные трудности.
Поэтому был изготовлен лабораторный макет, которым следует пользоваться при изготовлении партии таких резцов.
Державку макета зажимали в тиски. В хвостовике державки и компенсационной втулки сверлили отверстия. При этом к вершине резца, а также к хвостовикам вставки и компенсационной втулки подводили датчики линейных перемещений, а к режущему элементу - источник нагрева. Температуру нагрева режущего элемента контролировали термопарами. Фиксируя показания датчиков, корректировали размеры элементов резца. При этом смещение вершины резца составляло 1-3 мкм. Смещение вершины резца в известном техническом решении составляло при нагреве вставки 4-8 мкм и более.
Таким образом, в предлагаемом техническом решении повышается точность обработки за счет компенсации теплового расширения элементов резца.
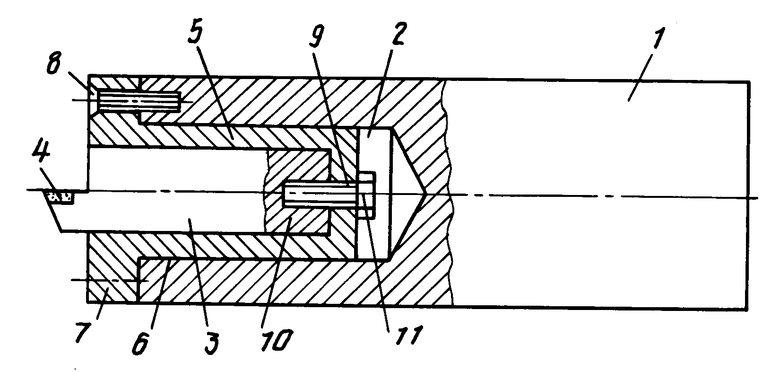
На чертеже представлена схема предлагаемого резца.
Резец для чистовой обработки содержит державку 1, в отверстии 2 которой помещена вставка 3 с режущим элементом 4. При этом вставка 3 дополнительно помещена в компенсационную втулку 5, размещенную в отверстии 2 державки 1 и теплоизолированную изоляционным материалом 6 от последней. Передний конец 7 компенсационной втулки 5 жестко соединен винтами 8 с державкой 1, а задний конец 9 - с хвостовиком 10 вставки 3 при помощи болта 11.
Резец собирают следующим образом. В компенсационную втулку 5 вставляют вставку 3 с режущим элементом 4 и зажимают болтом 11. Затем собранный блок помещают в отверстие 2 державки 1 и зажимают его при помощи винтов 8. Собранный таким образом резец готов к работе.
В предлагаемом техническом решении примерно на 30% повышается точность обработки за счет компенсации теплового расширения элементов резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец с механическим креплением режущей пластины | 1990 |
|
SU1757775A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ ДЛИНЫ ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКИ | 1992 |
|
RU2023543C1 |
| Сборный резец | 1989 |
|
SU1701431A1 |
| Способ обработки резанием | 1989 |
|
SU1696150A1 |
| Сборный режущий инструмент | 1989 |
|
SU1632639A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1992 |
|
RU2082562C1 |
| Способ определения оптимальной скорости резания | 1990 |
|
SU1748956A1 |
| Резец с механическим креплением режущей пластины | 1989 |
|
SU1660853A1 |
| Режущий инструмент | 1989 |
|
SU1673282A1 |
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
Использование: в качестве режущего инструмента при чистовой обработке деталей. Сущность изобретения: резец содержит державку, в отверстии которой помещены вставка с режущим элементом и винт ее крепления. При этом вставка дополнительно помещена в компенсационную втулку, размещенную в отверстии державки и теплоизолированную от последней. Кроме того один конец компенсационной втулки жестко соединен с державкой, а второй - с хвостовиком вставки. 1 ил.
РЕЗЕЦ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ, вставка которого с режущим элементом закреплена винтом на державке с отверстием, отличающийся тем, что резец снабжен компенсационной втулкой, размещенной между вставкой с режущим элементом и корпусом державки, причем компенсационная втулка выполнена из материала с большим коэффициентом линейного расширения, чем у материала вставки с режущим элементом, при этом один конец компенсационной втулки жестко соединен с державкой, а другой - с хвостовиком вставки с режущим элементом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лезвийный инструмент из сверхтвердых материалов | |||
| Справочник под общей редакцией академика АН УССР Н.В.Новикова, Киев: Техника, 1988, с.30, фиг.8, ж, з, к. | |||
