Изобретение относится к текстильной промышленности, в частности к прядильному производству, и может быть использовано на прядильной машине.
Известен способ утонения ленты на прядильной машине и вытяжной прибор для его осуществления [1]. Их недостатком является то, что наличие в ремешке паза постоянного профиля приводит к тому, что в зоне питания, где поступающий продукт имеет большую толщину, паз ремешка заполняется сразу с большой плотностью, при этом часть волокна может оказаться вне паза. В верхней части паза волокна находятся в менее уплотненном состоянии и в любом случае могут сразу перейти на скорость вытяжной пары, таким образом происходит сдир" верхних волокон в уплотненном продукте и как следствие в пряже возникает порок "переслежистости". Наиболее близким по технической сущности является способ утонения ленты на прядильной машине и вытяжной прибор для его осуществления [2]. Известный способ заключается в вытягивании ленты между питающей и вытяжной парами и уплотнении ее в зоне вытягивания путем изменения формы ветви бесконечного ремешка в поперечном сечении.
Вытяжной прибор для осуществления этого способа содержит питающую и вытяжную пары, размещенный между ними на направляющих валиках с возможностью изменения формы ветви в поперечном сечении, бесконечный ремешок и уплотнительную воронку. Жесткость конструкции и неподвижность направителя в сочетании с неровнотой утоняемого волокнистого материала приводит к возникновению ложной вытяжки и повышению обрывности.
Целью изобретения является повышение качества утоненной ленты.
Эта цель достигается тем, что утонение ленты осуществляют постепенно в направлении к вытяжной паре путем постепенного преобразования плоской формы ветви ремешка в поперечном сечении в клиновидную форму.
В вытяжном приборе для осуществления предлагаемого способа расположенный со стороны вытяжной пары направляющий валик, установлен с возможностью вертикального перемещения и имеет на цилиндрической поверхности кольцевой паз для изменения формы ветви ремешка в поперечном сечении, имеющий в радиальном сечении валика клиновидную форму с углом при вершине, равным 45-60о, при этом ширина ремешка равна 1,24-1,66 наибольшей ширины паза, а уплотнительная воронка установлена между ремешком и вытяжной парой с частичным размещением в кольцевом пазу направляющего валика. Если угол будет больше 60о, а ширина ремешка больше 1,66, то эффект утонения резко снижается, если же угол будет меньше 45о, а ширина ремешка меньше 1,24, то произойдет заклинивание волокнистого продукта в пазу и его разрыв. Возможность перемещения направляющего валика 5 вверх приводит к тому, что линия вытягивания искривляется и в этой зоне за счет натянутых волокон создается в образующемся клиновидном подвижном пазе дополнительное уплотнение продукта, которое регулируется за счет перемещения его вверх и которое первоначально устанавливается при заправке и регулируется на ходу машины, т.е. при ее работе.
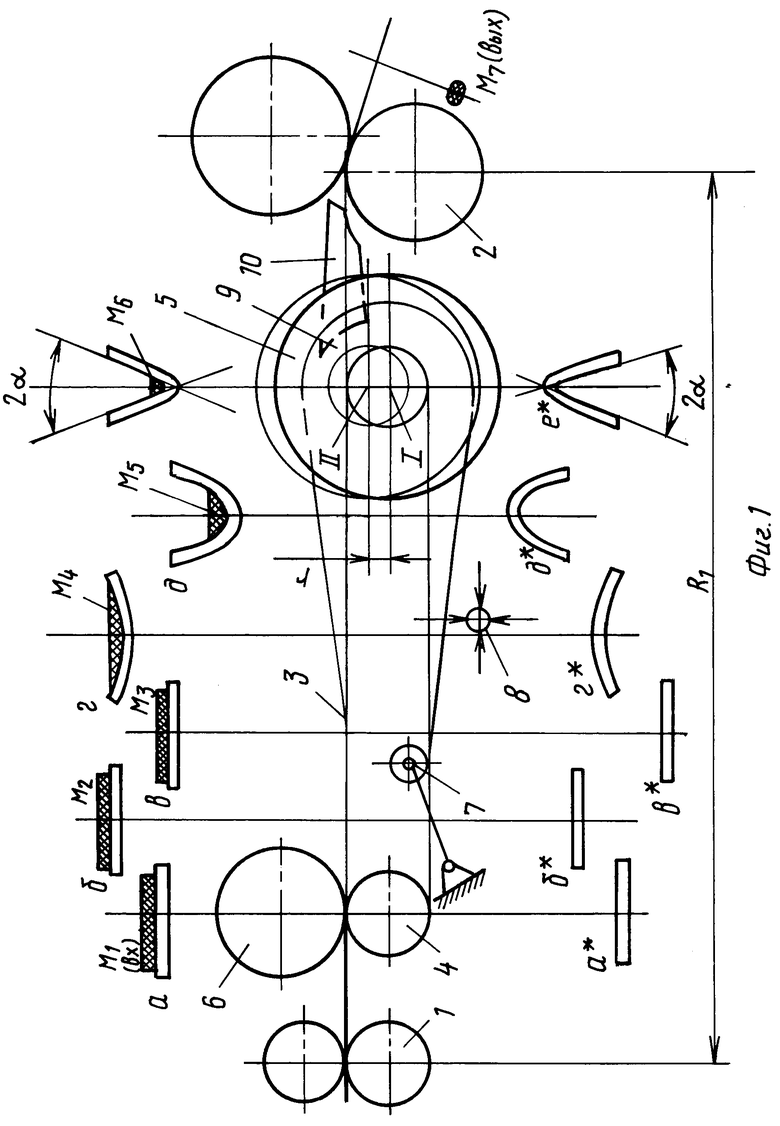
На фиг.1 представлена общая схема вытяжного прибора и изменение профиля ремешка; на фиг.2 - то же, вид сверху.
Вытяжной прибор содержит питающую пару 1, вытяжную пару 2, расположенное между ними ремешковое устройство, состоящее из бесконечного ремешка 3, огибающего направляющие валики 4,5, нажимного валика 6, натяжного приспособления 7 и чистительного валика 8.
Направляющий валик 5 установлен с возможностью вертикального перемещения и имеет на цилиндрической поверхности кольцевой паз 9 для изменения формы ветви ремешка 3 в поперечном сечении. Паз 9 имеет в радиальном сечении направляющего валика 5 клиновидную форму с углом при вершине 45-60о.
Ширина ремешка 3 равна 1,24-1,66 наибольшей ширины паза 9. Между ремешком 3 и вытяжной парой 2 установлена уплотнительная воронка 10 с частичным размещением в кольцевом пазу 9 направляющего валика 5.
Осуществление способа и работа вытяжного прибора происходит следующим образом.
Ленту из волокнистого материала, массой М1(вх) подают питающей парой 1 на ремешок 3. Форма поперечного сечения входящего продукта плоская (а, б, в, фиг.1). По мере продвижения ремешка 3 от питающей пары 1 к вытяжной паре 2 происходит постепенное изменение профиля ремешка от плоского до клиновидного, в результате чего происходит постепенное уплотнение волокнистого продукта (г, д, е, фиг.1). В виду того, что скорость вытяжной пары 2 больше скорости питающей 1, между ними происходит утонение продукта. Окончательное уплотнение утоненного продукта до М6(вых) осуществляют уплотнительной воронкой 10, после чего вытяжная пара 2 подает мычку в крутильно-мотальный орган для формирования из нее пряжи (на фиг. не показано). Ремешок 3, обогнув направляющий валик 5 при своем движении к направляющему валику 4, пройдет в обратном порядке фазы е*, д*, г*, в*, б*, а* и в зону приема волокнистой ленты придет в первоначальном плоском состоянии.
П р и м е р (осуществление способа). Волокнистую ленту линейной плотностью 7 кТекс подают питающей парой 1, вращающейся со скоростью Vпит=1 м/мин на ремешок 3. В зоне питания ремешок имеет горизонтальное расположение и естественно лента в положении а, б, в (фиг.1) имеет плоское сечение. Ремешок 3 движется со скоростью Vпит=1 м/мин.
По мере продвижения ремешка 3 с волокнистой массой он накатывается на направляющий валик 5, у которого клиновидный паз 9 с углом при вершине 45о, при этом ширина ремешка составляет 1,24 ширины паза 9. При накате ремешка 3 на валик 5 изменяется его профиль и самого волокнистого продукта, постепенно принимая сначала форму сегмента, затем параболы и, наконец, клиновидную форму. По выходе из паза 9 волокнистый продукт попадает в уплотнительную воронку 10, проходя через которую продукт поступает в вытяжную пару 2. Так как скорость вытяжной пары 2 (Vвыт=20 м/мин) больше скорости питающей пары 1 (Vпит= 1 м/мин), то между ними происходит утонение волокнистого продукта, а за счет постепенного изменения профиля ремешка 3 происходит постепенное уплотнение продукта. В связи с этим, после вытяжной пары 2 волокнистая лента выходит уже линейной плотностью 0,35 кТекс. После вытяжной пары 2 лента поступает в крутильно-мотальный орган для формирования из нее пряжи.
В зависимости от М1(вх), величины вытяжки и М7(вых) направляющий валик 5 с клиновидным пазом 9 может изменять свое положение в вертикальном направлении, т.е. переходить из положения I в положение II на величину 2-6 мм.
Пряжа, выработанная при минимальной обрывности из ленты, утоненной и уплотненной предлагаемым способом с помощью предлагаемого вытяжного прибора, обладает высокой ровнотой, повышенными показателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫТЯЖНОЙ ПРИБОР ТЕКСТИЛЬНОЙ МАШИНЫ | 1991 |
|
RU2028392C1 |
| СПОСОБ УТОНЕНИЯ ВОЛОКНИСТОГО ПРОДУКТА И ВЫТЯЖНОЙ ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023067C1 |
| Вытяжной прибор текстильной машины | 1989 |
|
SU1742370A1 |
| Вытяжной прибор текстильной машины | 1990 |
|
SU1745783A2 |
| ВЫТЯЖНОЙ ПРИБОР | 1991 |
|
RU2028390C1 |
| Вытяжной прибор текстильной машины | 1989 |
|
SU1687661A1 |
| Вытяжной прибор прядильной машины | 1987 |
|
SU1571111A1 |
| ВЫТЯЖНОЙ ПРИБОР ДЛЯ ПРЯДИЛЬНЫХ МАШИН | 1932 |
|
SU40745A1 |
| Двухремешковая пара вытяжного прибора прядильной машины | 1976 |
|
SU779461A1 |
| Способ получения пряжи из волокнистой ленты | 1989 |
|
SU1788103A1 |

Использование: текстильная промышленность, прядильные машины. Сущность: в зоне вытягивания ленты между питающей и вытяжной парами вытяжного прибора прядильной машины ленту уплотняют бесконечным ремешком путем постепенного преобразования плоской формы его ветви в клиновидную форму с помощью расположенного со стороны вытяжной пары направляющего валика ремешка. На цилиндрической поверхности направляющего валика со стороны вытяжной пары выполнен кольцевой паз клиновидной формы в радиальном сечении валика с углом при вершине, равнымм 45 - 60°. Ширина ремешка равна 1,24 - 1,66 наибольшей ширины паза. Между ремешком и вытяжной парой установлена уплотнительная воронка, частично размещенная в клиновидном пазу валика. 2 с.п.ф-лы, 2 ил.
СПОСОБ УТОНЕНИЯ ЛЕНТЫ НА ПРЯДИЛЬНОЙ МАШИНЕ И ВЫТЯЖНОЙ ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для определения пространственного угла наклона объекта | 1977 |
|
SU678288A1 |
