Изобретение относится к электронной технике и предназначено для использования в технологии сборочного производства электронно-лучевых трубок (ЭЛТ), в частности цветных кинескопов с компланарной электронно-оптической системой (ЭОС), имеющей закрепленные на верхней части корпуса центрирующие пружины для удерживания ЭОС в ориентированном положении.
Согласно известным способам готовый узел ЭОС вводят в колбу с открытого конца горловины, юстируют относительно оси симметрии трубки и вдвигают внутрь горловины на требуемую глубину, после чего фиксируют ЭОС путем приварки ее фланца к горловине и трубку герметизируют [1, 2, 3]. На этапе введения ЭОС в горловину центрирующие пружины, закрепленные на корпусе ЭОС, а точнее - на цилиндре сведения, скользят вначале по непокрытой поверхности стеклянной горловины, а затем - по внутреннему токопроводящему покрытию. В процессе выполнения этой операции может происходить вырывание частиц стекла и внутренних покрытий оболочки, а также образование мелких царапин. Указанные проводящие частицы впоследствии, во время работы собранной трубки, могут создавать участки возникновения электрического пробоя, а непроводящие способны накапливать электрические заряды, создающие локальные возмущающие электростатические поля. Как показал опыт, царапины на стекле способны приводить к растрескиванию горловины во время термообработки ЭЛТ. Указанные нарушения при сборке снижают надежность ЭЛТ и выход годных изделий.
Наиболее близким по технической сущности к предлагаемому является способ сборки ЭЛТ, согласно которому готовый узел ЭОС с закрепленными на нем пружинами опускают в горловину, юстируют относительно оси симметрии и закрепляют на заданной глубине путем приварки нижней части ЭОС (тарелочки) к горловине, после чего последнюю герметизируют. При этом перед вводом ЭОС внутреннюю поверхность горловины на всей длине контакта с центрирующими пружинами покрывают пленкой водного раствора поливинилового спирта, а после закрепления ЭОС горловину трубки нагревают на воздухе до полного испарения пленки.
Однако надежность ЭЛТ, изготовленной известным способом, снижается по той причине, что внутренняя поверхность трубки загрязняется остатками разложившегося ПВС (поливинилового спирта) в виде пленки и/или пепла угарного газа, углерода и углекислого газа. Причем в наибольшей степени этот недостаток проявляется в том случае, когда процесс выжигания пленки ПВС совмещают с процессом откачки и герметизации трубки. В результате происходит отравления катода из-за попадания на него частиц углерода, а попадание последних между электродами вызывает межэлектродное замыкание. Кроме того, известный способ изготовления ЭЛТ требует выполнения дополнительных операций: нанесения ПВС, сушки ПВС при обязательном выполнении условия быстрого высыхания водного раствора поливинилового спирта, что значительно усложняет весь технологический процесс сборки.
Цель изобретения - упрощение способа изготовления и повышение надежности ЭЛТ.
Цель достигается тем, что в известном способе изготовления ЭЛТ, включающем формирование узла ЭОС с центрирующими пружинами заданной формы изгиба, введение ЭОС в горловину, юстировку ЭОС, приварку стеклянного фланца к горловине и герметизацию, в качестве материала центрирующих пружин используют металл, обладающий эффектом памяти, закладывают в память металла центрирующих пружин заданную форму изгиба, а перед вводом ЭОС в горловину форму изгиба центрирующих пружин изменяют с обеспечением возможности бесконтактного ввода, причем перед приваркой стеклянного фланца ЭОС к горловине производят нагрев центрирующих пружин до температуры, обеспечивающей восстановление формы изгиба, заложенной в память металла центрирующих пружин.
Сопоставительный анализ заявляемого решения с прототипом показал, что предлагаемый способ отличается от известного тем, что при формировании узла ЭОС в качестве материала центрирующих пружин используют металл, обладающий эффектом памяти, закладывают в память металла пружин их форму изгиба, а перед вводом ЭОС в горловину изменяют форму изгиба центрирующих пружин с обеспечением возможности бесконтактного ввода, причем перед приваркой стеклянного фланца ЭОС к горловине производят нагрев центрирующих пружин до критической температуры, обеспечивающей восстановление формы изгиба, заложенной в памяти металла центрирующих пружин. Таким образом, заявляемый способ соответствует критерию "Hовизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежной областей техники и, следовательно, обеспечивают заявляемому решению соответствие критерию "Существенные отличия".
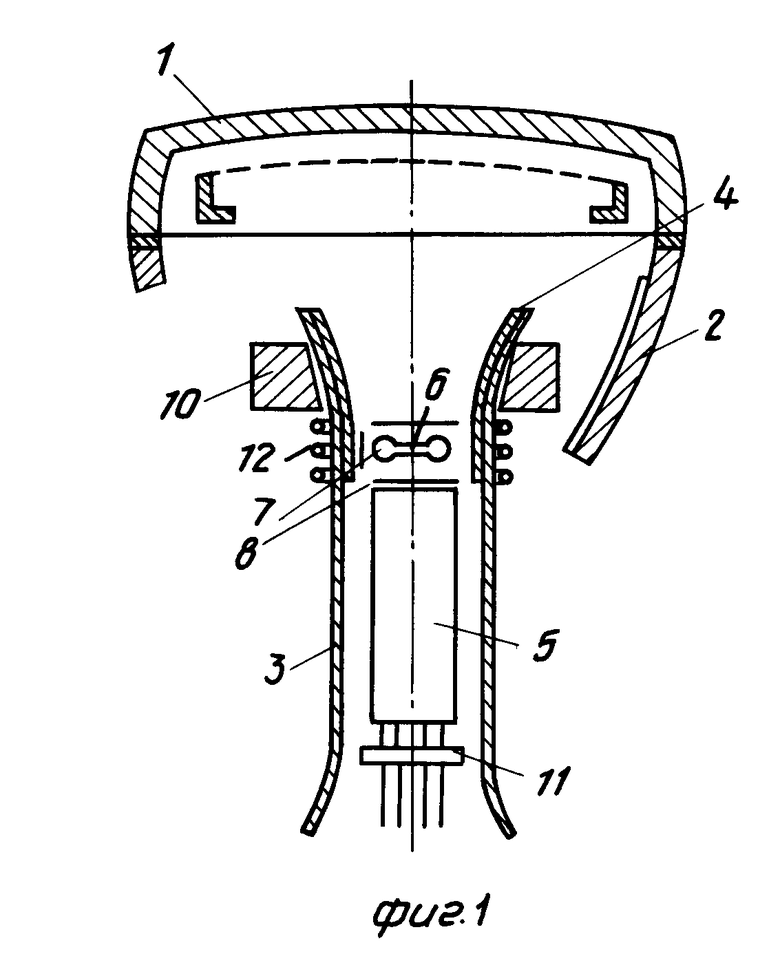
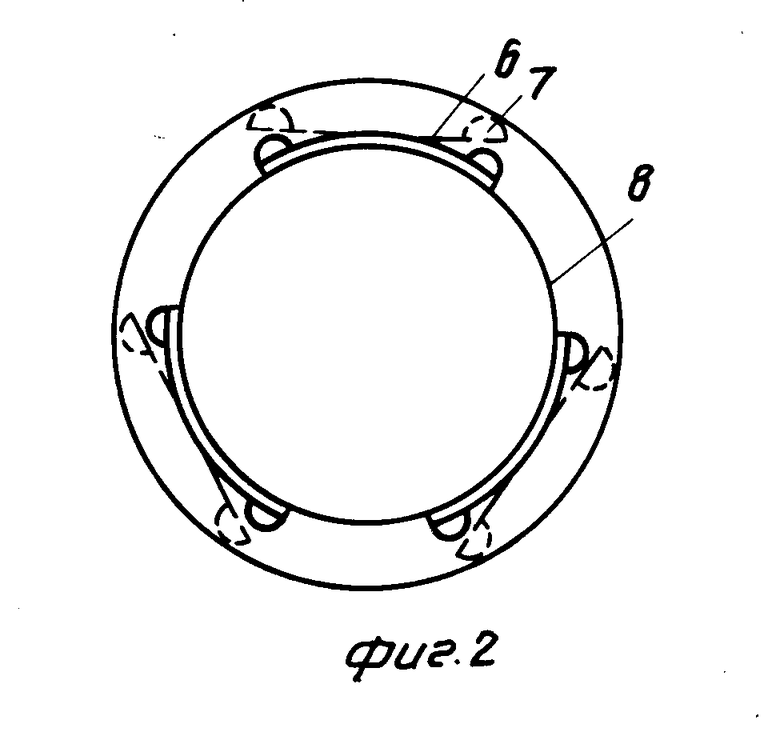
На фиг. 1 показано устройство, реализующее способ на начальной стадии, продольный разрез; на фиг. 2 - то же, на заключительной стадии, вид сверху.
Устройство содержит соединенные между собой экран 1 и конус 2 с горловиной 3. На внутренней параболической поверхности конуса 2 и на части внутренней поверхности горловины 3 нанесено токопроводящее покрытие 4. Готовый узел ЭОС 5, вставляемый с открытого конца горловины 3, содержит, в частности, центрирующие пружины 6 с пуклями 7 на свободных концах. Центрирующие пружины 6 выполнены из металла, обладающего эффектом памяти формы, и закреплены на корпусе ЭОС 5, а точнее на цилиндре 8 сведения под таким углом изгиба к продольной оси корпуса, который обеспечивает создание требуемого удерживающего усилия при окончательном размещении ЭОС 5 в горловине 3. Для выполнения операций юстировки ЭОС 5 и заварки горловины 3 используют заварочную машину известной конструкции. Для нагрева центрирующих пружин 6 может быть использован типовой высокочастотный индуктор 12, или лазерное устройство.
Изготовление ЭЛТ, в частности цветного кинескопа с компланарной оптикой, может быть осуществлено следующим образом.
На внутренней поверхности экрана 1 изготавливают люминофорное покрытие, а на внутреннюю поверхность конуса 2 и горловины 3 наносят избирательно токопроводящее покрытие известным способом и известного состава, например, на основе графита. Затем экран 1 и конус 2 с горловиной 3 приваривают друг к другу, образуя тем самым оболочку. При формировании узла ЭОС 5 - центрирующих пружин 6 используют металл с памятью формы, например материал типа нитинола. Эти центрирующие пружины 6, имеющие заданную конструкторской документацией на кинескоп форму изгиба, в данном случае в виде прямолинейной пластины с пуклями на свободных концах, отжигают на воздухе в шкафу, например типа СНОЛ 1,6.2,5. 1/11-И2, ТУ 16-531.704-81 при температуре 420-450оС в течение 5-10 мин, тем самым закладывая в память металла форму центрирующих пружин 6. После этого пружины 6 формуют, придавая форму дуги с радиусом, равным радиусу окружности цилиндра сведения 8 ЭОС 5, при этом пукли обращены к внешней стороне этой дуги. Далее готовые пружины 6 закрепляют на цилиндре 8 сведения известным способом так, как показано на фиг. 1 и фиг. 2. Оболочку устанавливают параболической частью конуса 2 на опору 10 установки заварки, например типа 12701-В, а стеклянный фланец 11 ЭОС 5 размещают в соответствующем узле заварочной машины (на чертеже условно не показано). Перед введением ЭОС 5 в горловину 3 центрирующие пружины 6 изгибают так, что они своей внутренней поверхностью соприкасаются с внешней поверхностью цилиндра сведения 8 ЭОС 5 для обеспечения бесконтактного ввода в горловину 3. Подготовленный таким образом узел ЭОС 5 вводят в горловину 3 и ориентируют путем вращения относительно центра экрана 1, одновременно опуская ЭОС 5 в горловину 3 на заданную глубину. При этом пукли 7 пружин 6 не касаются поверхности стекла горловины 3 и токопроводящего покрытия 4. Затем для обеспечения взаимодействия центрирующих пружин 6 с внутренней поверхностью горловины 3 и создания тем самым удерживающего усилия производят локальный нагрев указанных пружин 6, например, индуктора генератора 12 высокой частоты, размещенного вокруг горловины 3. Для этих целей может быть использован, в частности, генератор высокочастотных колебаний типа ГВЧТ-1,8 (44О кГц). В результате нагрева центрирующих пружин 6 до критической температуры, например 400-450оС, металл пружин 6 "вспоминает" ту форму изгиба, которая была заложена в его память на начальном этапе технологического процесса. Пружины 6 вновь приобретают прямолинейную форму и пуклями 7 начинают взаимодействовать с внутренней поверхностью горловины 3, при этом возникает требуемое усилие, обеспечивающее центровку ЭОС 5 в горловине 3. Процесс сборки считается законченным, после чего производят сварку стекол тубуса (горловины 3) со стеклом фланца 10 (тарелочки) ЭОС 5.
Опытная проверка способа изготовления проводилась для телевизионных кинескопов 51ЛК1ц и его модификаций. Операции заварки ЭЛТ и нагрева центрирующих пружин 6 могут быть выполнены в другой последовательности.
Технология изготовления ЭЛТ предлагаемой последовательности по сравнению с прототипом упрощается, поскольку исключается необходимость нанесения пленки водного раствора поливинилового спирта, последующего удаления этой пленки, а также минимизации количества испаряемого вещества и количества его остатков. Кроме того, при изготовлении ЭЛТ заявленным способом исключается возможность каких-либо повреждений стекла или электропроводящего покрытия на внутренней поверхности горловины, что повышает надежность ЭЛТ и выход годных изделий.
Изобретение относится к электронной технике. Сущность изобретения: при формировании узла электронно-оптической системы в качестве материала центрирующих пружин используют металл, обладающий эффектом памяти. Форму кривизны центрирующих пружин закладывают в память металла известным способом, а перед вводом системы в горловину центрирующие пружины изгибают до получения прямолинейной формы, чем достигается зазор между пуклями пружин и внутренней поверхностью горловины с токопроводящим покрытием. После юстировки перед закреплением системы производят локальный нагрев центрирующих пружин до температуры, обеспечивающей восстановление металлом той формы изгиба, которая была заложена в его память. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ, включающий формирование узла электронно-лучевой системы с центрирующими пружинами заданной формы изгиба, введение электронно-оптической системы в горловину трубки, приварку стеклянного фланца электронно-оптической системы к горловине и герметизацию, отличающийся тем, что в качестве материала центрирующих пружин используют металл, обладающий эффектом памяти формы, закладывают в память металла центрирующих пружин заданную форму изгиба, перед вводом электронно-оптической системы в горловину изменяют форму изгиба центрирующих пружин с обеспечением возможности бесконтактного ввода, а перед приваркой фланца электронно-оптической системы к горловине нагревают центрирующие пружины до температуры, обеспечивающей восстановление формы изгиба, заложенной в память металла центрирующих пружин.
| Способ сборки электронно-лучевой трубки | 1977 |
|
SU1122240A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
