Изобретение относится к квантовой электронике, в частности к юстировке газовых лазеров при их изготовлении.
Известен способ автоматизированной юстировки газовых лазеров, основанный на расщеплении пучка выходного излучения лазера. Два или более элементарных световых потока, симметричных относительно оптической оси, направляют на фотоприемное устройство и по величине и знаку разности фототоков определяют величину и направление разъюстировки зеркал резонатора [1].
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относится то, что известный способ пригоден только для потоков излучения с симметричным распределением плотности излучения относительно оптической оси, что ограничивает его применение, а также низкая точность юстировки.
Известен также способ юстировки зеркал активных элементов с использованием луча опорного лазера. Этот способ заключается в совмещении прямопроходящего через диафрагму луча опорного лазера с лучом, отраженным от зеркала резонатора. Отклонение от соосности при этом фиксируется на экране [2] .
Угловая точность установки зеркал этим способом вследствие визуальной ее оценки невысока (не превышает ±0,5 мкм) и определяется расстоянием между зеркалами.
Наиболее близким к изобретению по технической сущности является магнитострикционный способ регулировки зеркал и расстояния между ними, заключающийся в подаче рабочего напряжения питания на электроды активного элемента, зажигании спонтанного разряда, определении величины и направления разъюстировки зеркал, отработке управляющего сигнала и подаче его на исполнительные элементы по цепи обратной связи [3].
С этой целью на катушки, расположенные на каждом из стержней резонатора, подают постоянное напряжение и создают определенной величины магнитные потоки, которые вызывают изменение длины стержней. Изменение длины зависит как от величины магнитного потока (управляющего тока), так и от коэффициента магнитострикции материала. Таким образом, изменение магнитного потока (управляющего тока) около рабочей точки вызывает изменение расстояния между зеркалами или угловое положение зеркал. При этом величина управляющего тока характеризует величину разъюстировки, а направление магнитного потока (управляющего тока) - направление разъюстировки.
Существенными недостатками этого способа являются узкий диапазон юстировки, составляющий всего 15-20'', нелинейная зависимость изменения длины стержней резонатора от магнитного потока, большое рассеивание электромагнитной мощности, что соответственно не обеспечивает требуемой точности юстировки. Кроме того, по этому способу невозможно обеспечить соответствующие механические усилия, достаточные для осуществления процесса юстировки. Указанные недостатки практически не позволяют использовать данный метод для технологической юстировки стеклянных коаксиальных газовых лазеров, где требуется диапазон юстировки в пределах 1-1,5о с погрешностью несколько секунд, а механические усилия 20-25 кгс.
Технической задачей изобретения является создание способа автоматизированной юстировки зеркал оптического резонатора газового лазера с повышенной точностью и расширенным диапазоном юстировки.
Технический результат может быть получен за счет того, что по способу автоматической юстировки зеркал оптического резонатора газового лазера, включающему подачу рабочего напряжения питания на электроды активного элемента, зажигание спонтанного разряда, определение направления и величины разъюстировки, отработку управляющего сигнала и подачу его на исполнительные элементы по цепи обратной связи, определение направления и величины разъюстировки осуществляют воздействием промодулированного по амплитуде напряжения на исполнительные элементы до возбуждения мгновенной генерации, измеряют изменение переменной составляющей напряжения поддержания генерации, по фазе переменной составляющей определяют направление, а по амплитуде - величину разъюстировки, после отработки управляющий сигнал постоянного тока подают по цепи обратной связи на исполнительные элементы до получения заданной мощности излучения.
В основе предлагаемого способа лежит зависимость полного импеданса (напряжения поддержания разряда) активного элемента от величины разъюстировки. При этом в зависимости от степени разъюстировки резонатора под воздействием исполнительных элементов происходит то или иное изменение напряжения поддержания разряда, в составе которого появляется и переменная составляющая.
При разъюстировке величина переменной составляющей во много раз больше, чем при настроенном оптическом резонаторе. Поэтому величина переменной составляющей может использоваться в качестве дискриминационной характеристики автоматизированной системы юстировки резонатора. Кроме того, важным является и то, что если зеркала оптического резонатора испытывают достаточно сильные не синхронизированные друг с другом механические колебания относительно двух перпендикулярных осей, то в конце концов возникают квантовая генерация и мгновенное излучение.
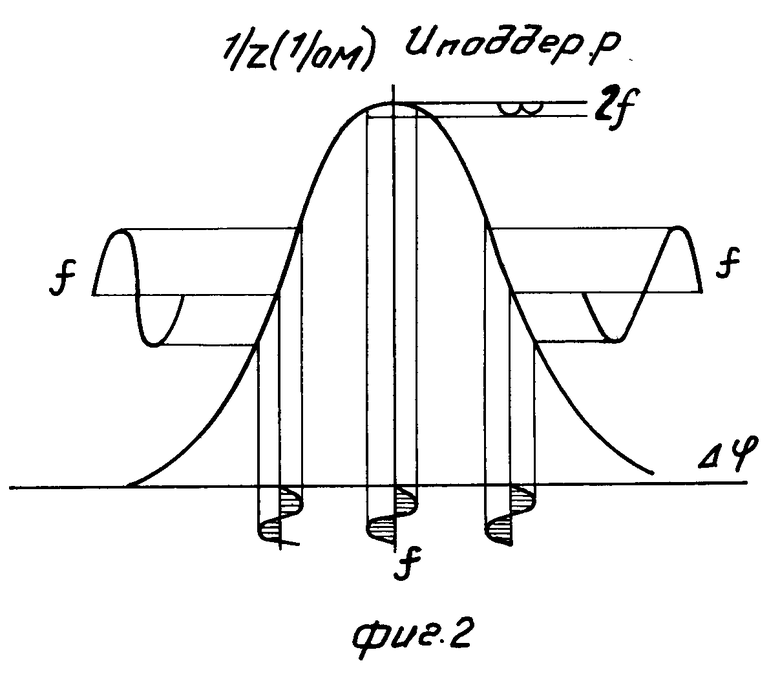
Получение необходимой информации о величине и направлении разъюстировки производится посредством исполнительных элементов, на которые подается напряжение с частотой модуляции генератором опорного сигнала. Сигнал переменной составляющей снимается с высоковольтного электрода активного элемента. В случае полной юстировки резонатора в составе напряжения поддержания разряда содержится только минимальная по амплитуде переменная составляющая удвоенной частоты 2f.
Таким образом, амплитуда и фаза выделенной переменной составляющей с частотой первой гармоники соответствуют величине и направлению разъюстировки. Минимальная амплитуда и удвоенная частота этой составляющей характеризует окончание процесса юстировки, что соответствует оптимальной мощности излучения лазера.
Предложенный способ обеспечивает одновременную юстировку обоих зеркал, причем в качестве сигнала обратной связи используется непосредственно измеряемая величина - переменная составляющая напряжения поддержания разряда, характеризующая величину и направление разъюстировки зеркал оптического резонатора.
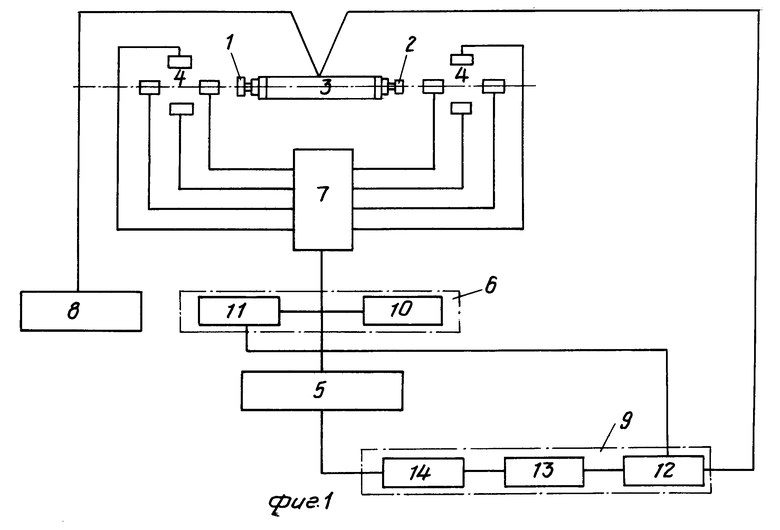
На фиг. 1 показано устройство, реализующее предлагаемый способ автоматизированной юстировки зеркал резонатора газового лазера; на фиг.2 представлена зависимость полного импеданса от степени разъюстировки активного элемента.
Устройство для юстировки зеркал 1, 2 оптического резонатора 3 содержит четыре или восемь реверсивных исполнительных элементов 4, механически соединенных с зеркалом по двум взаимно ортогональным осям, программатор 5, блок 6 питания исполнительных элементов, коммутатор 7 сигналов управления, источник 8 питания газового лазера блока 9 контроля переменной составляющей напряжения поддержания разряда. Блок 6 питания исполнительных элементов состоит из генератора 10 напряжения и управляемого источника 11 постоянного напряжения. Блок 9 контроля переменной составляющей напряжения поддержания разряда содержит избирательный усилитель 12, синхронный детектор 13 и усилитель 14 постоянного тока.
Процесс юстировки зеркал оптического резонатора 3 производится следующим образом.
На электроды активного элемента подают рабочее напряжение питания. При зажигании спонтанного разряда измеряют переменную составляющую напряжения поддержания разряда. Сначала определяют направление разъюстировки зеркал 1, 2. Поскольку эта операция наиболее длительная и трудоемкая, то она осуществляется в импульсном режиме. В этом случае на исполнительные элементы 4 подается управляющее напряжение, промодулированное по амплитуде. При появлении мгновенной квантовой генерации измеряется изменение значения переменной составляющей напряжения поддержания разряда, соответствующее этому режиму работы газового лазера. По величине фазы переменной составляющей напряжения поддержания разряда определяют знак (направление) разъюстировки. Амплитуда переменной составляющей питающего напряжения характеризует величину разъюстировки. Управляющий сигнал подается по цепи обратной связи для окончательной юстировки с целью получения оптимальной мощности. Этот процесс выполняется в режиме постоянного тока. По достижении заданной величины мощности лазерного излучения процесс юстировки заканчивается.
Технический результат - расширение диапазона и повышение точности юстировки в предлагаемом способе достигается за счет использования в качестве сигнала обратной связи переменной составляющей напряжения поддержания разряда, возникающей при механическом воздействии исполнительных элементов на оптический резонатор путем амплитудной модуляции управляющего напряжения питания. Этому способствует также применение в качестве исполнительных элементов прецизионных пьезодвигателей, обеспечивающих механические усилия до 20-25 кг. Использование способа позволяет расширить диапазон юстировки в несколько сот раз (с 15-25'' до 1-1,5о), а также повысить точность в 20 раз (с 0,5 до 0,024 мкм).
Способ юстировки зеркал резонатора предназначен для юстировки газовых лазеров в процессе их изготовления и позволит улучшить качество параметров приборов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕР НА ПАРАХ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2170999C1 |
| ЛАЗЕР НА ПАРАХ МЕТАЛЛА | 1999 |
|
RU2145140C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1989 |
|
SU1634088A1 |
| ЛАЗЕР С ПЕРЕСТРАИВАЕМОЙ ДЛИНОЙ ВОЛНЫ ИЗЛУЧЕНИЯ | 2002 |
|
RU2216081C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2216082C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1989 |
|
SU1690520A1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2231880C1 |
| ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ГАЗОВЫЙ ЛАЗЕР | 2000 |
|
RU2173497C1 |
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2244367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНОГО ДВУХКАНАЛЬНОГО ГАЗОВОГО ЛАЗЕРА С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2239263C1 |
Использование: в квантовой электронике, в частости при юстировке лазеров в процессе их изготовления. Сущность изобретения: расширение диапазона и повышение точности юстировки достигаются тем, что направление и величину разъюстировки зеркал определяют путем воздействия промодулированного по амплитуде напряжения на исполнительные элементы, размещенные на зеркалах резонатора, до возбуждения мгновенной генерации. Измеряют изменение переменной составляющей напряжения поддержания разряда. По фазе переменной составляющей определяют направление, а по амплитуде - величину разъюстировки, отрабатывают управляющий сигнал и по цепи обратной связи подают его на исполнительные элементы до получения максимально заданной величины мощности излучения. 2 ил.
СПОСОБ АВТОМАТИЗИРОВАННОЙ ЮСТИРОВКИ ЗЕРКАЛ ОПТИЧЕСКОГО РЕЗОНАТОРА ГАЗОВОГО ЛАЗЕРА, включающий подачу рабочего напряжения питания на электроды активного элемента, зажигание спонтанного разряда, определение направления и величины разъюстировки, отработку управляющего сигнала и подачу его на исполнительные элементы по цепи обратной связи, отличающийся тем, что определение направления и величины разъюстировки осуществляют воздействием промодулированного по амплитуде напряжения на исполнительные элементы до возбуждения мгновенной генерации, измеряют изменение переменной составляющей напряжения поддержания разряда, по фазе переменной составляющей определяют направление, а по амплитуде - величину разъюстировки, после отработки управляющий сигнал постоянного тока подают по цепи обратной связи на исполнительные элементы до получения заданной мощности излучения.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Беннет М | |||
| и др | |||
| Квантовый генератор света с магнитострикционной перестройкой | |||
| Приборы для научных исследований, 1962, т.37, N 3, с.128-129. | |||
