Изобретение относится к квантовой электронике и может быть использовано при производстве волноводных двухканальных со складным П-образным резонатором газовых лазеров с ВЧ-возбуждением.
Известен способ изготовления волноводного с ВЧ-возбуждением СО2-лазера, заключающийся в формировании разрядной структуры, размещении внутри цилиндрической оболочки и закреплении ее по всей длине с помощью вкладыша, выполненного из тонкого пружинистого материала, установки зеркал резонатора, заварки, откачки, наполнении рабочей смесью и юстировки (см. заявку ФРГ №3043574, кл. H 01 S 3/03, опубл. 1982 г.).
При таком способе изготовления лазера тепловая энергия, выделяемая в разрядном канале, отводится через керамические блоки и тонкий пружинистый вкладыш на оболочку, при этом в силу разной теплоемкости, теплопроводности и геометрии контактирующих поверхностей с оболочкой, а именно керамических блоков и вкладыша, происходит их неравномерный разогрев и соответственно неравномерный разогрев оболочки (кварцевых стержней), являющейся несущей резонатора. В силу неравномерного (несимметричного) разогрева несущей резонатора происходит ее изгиб и, как следствие, снижение мощности излучения лазера, связанное с разъюстировкой зеркал.
Известен способ изготовления волноводного СО2-лазера с ВЧ-возбуждением, заключающийся в формировании разрядной структуры, размещении и закреплении ее по всей длине внутри упругой цилиндрической оболочки, установки зеркал, заварки, откачки, наполнении рабочей смесью и юстировки. Перед размещением структуры оболочку упруго деформируют с помощью протяженных тисков. Затем располагают структуру в деформированной оболочке между двумя внутренними кронштейнами, составляющими единое целое с оболочкой, и после этого снимают упругую деформацию с оболочки, разводя тиски. Благодаря упругим свойствам оболочки кронштейны сжимают разрядную структуру, придавая жесткость конструкции (см. заявку Великобритании №2065960, кл. Н 01 S 3/03, опубл. 1981 г.).
Недостатком известного способа является то, что при таким способе изготовления осуществляется неэффективное охлаждение разрядной структуры (канала), что приводит к разъюстировке и снижению мощности излучения. Это связано с тем, что материал оболочки должен быть упругим, т.е. выполнен из железосодержащих сплавов, которые обладают низким коэффициентом теплопроводности.
При использовании оболочки из материала с высоким коэффициентом линейного расширения - на базе алюминиевых сплавов, обладающих значительно меньшей упругостью, может появиться остаточная деформация оболочки после снятия усилий по ее сжатию, т.е. это может привести к снижению усилий по сжатию внутренних кронштейнов разрядной структуры и соответственно к снижению эффективности охлаждения разрядной структуры и мощности излучения лазера.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления волноводного двухканального газового лазера с ВЧ-возбуждением, включающий сборку диэлектрических пластин, центрального в виде пластины ВЧ-электрода и двух крайних сегментных электродов в разрядную структуру, размещение ее внутри цилиндрической оболочки, закрепление разрядной структуры путем пластической деформации, осуществляемой поперечной обкаткой тремя роликами за один проход при вращении оболочки, установку узлов с зеркалами, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку (см. пат. РФ №1795852, кл. H 01 S 3/03, опубл. 1996 г. - прототип).
Недостатком способа изготовления является то, что в процессе обкатки роликами оболочки происходит скручивание разрядных каналов (эффект "пропеллера"), особенно при увеличении линейных размеров разрядной структуры. Непараллельность и непрямолинейность разрядных каналов приводит к снижению мощности излучения. Кроме того, эти недостатки ограничивают возможность изготовления длинномерных структур и соответственно возможность изготовления параметрического ряда СО2 лазеров с мощностью излучения 5, 10, 15, 30, 50 Вт.
Задачей предлагаемого изобретения является создание способа изготовления параметрического ряда СО2 волноводных, двухканальных, со складным П-образным резонатором газовых лазеров с ВЧ-возбуждением, имеющих повышенную выходную мощность излучения.
Технический результат, который может быть получен при осуществлении изобретения, состоит в поэтапной сборке деталей лазера, что обеспечивает жесткость, устойчивость и симметричность конструкции лазера, а также исключает поперечные смещения и изгибы разрядных каналов, что позволяет получить повышенную мощность и стабильность выходных параметров излучения. При этом создание параметрического ряда приборов будет обеспечено за счет увеличения только линейных размеров деталей лазера.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления волноводного двухканального газового лазера с ВЧ-возбуждением, включающем сборку диэлектрических пластин центрального в виде пластины ВЧ-электрода и двух крайних сегментных электродов в разрядную структуру, размещение и закрепление ее в резонаторе, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку, в одной из диэлектрических пластин выполняют продольный технологический паз, а на центральном в виде пластины ВЧ-электроде, соответствующий пазу в виде одного сплошного или нескольких дискретных элементов, технологический выступ, высота которого меньше глубины технологического паза на 0,1-0,5 мм, собирают диэлектрические пластины и центральный ВЧ-электрод в пакет, устанавливают на пакет с двух сторон сегментные электроды, стягивают их между собой винтами и собранную разрядную структуру устанавливают с технологическим зазором в трубу из материала с низким коэффициентом линейного расширения, служащую несущей конструкцией оптического резонатора, размещают на трубе радиатор с внутренней цилиндрической поверхностью и состоящий из двух симметричных частей, стягивают части между собой винтами, деформируя трубу до устранения технологического зазора между ней и сегментными электродами разрядной структуры, при этом стянутые части радиатора между собой имеют щель, после чего устанавливают по торцам оптического резонатора юстировочные узлы и зеркала и проводят предварительную юстировку.
Поэтапная сборка деталей разрядной структуры позволяет усилия сжатия на каждом этапе направлять к геометрической оси волноводного лазера.
На первом этапе стягиваются в пакет диэлектрические пластины и центральный ВЧ-электрод.
На втором этапе стягиваются в структуру пакет и два крайних сегментных электрода.
На третьем этапе структуру размещают в тонкостенной трубе с технологическим зазором.
На четвертом этапе стягиваются две части радиатора, при этом ликвидируется технологический зазор между структурой и несущей резонатора, который необходим для размещения структуры в трубе.
Все усилия по стягиванию деталей лазера равномерны и симметричны относительно горизонтальной и вертикальной плоскостей симметрии волноводного лазера.
Такая последовательная сборка исключает изгибы и перекосы разрядной структуры, обеспечивает жесткость и прочность конструкции изготавливаемого лазера, позволяет получить повышенную мощность излучения.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня был проведен дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, так как не выявлены технические решения, в которых была бы повышена выходная мощность лазера за счет устранения изгибов и перекосов разрядных каналов лазера при поэтапном изготовлении лазера, когда усилия по стягиванию деталей прибора равномерны и симметричны относительно горизонтальной и вертикальной плоскостей симметрии лазера.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
На фиг.1-7 представлены этапы изготовления волноводного газового лазера с ВЧ-возбуждением.
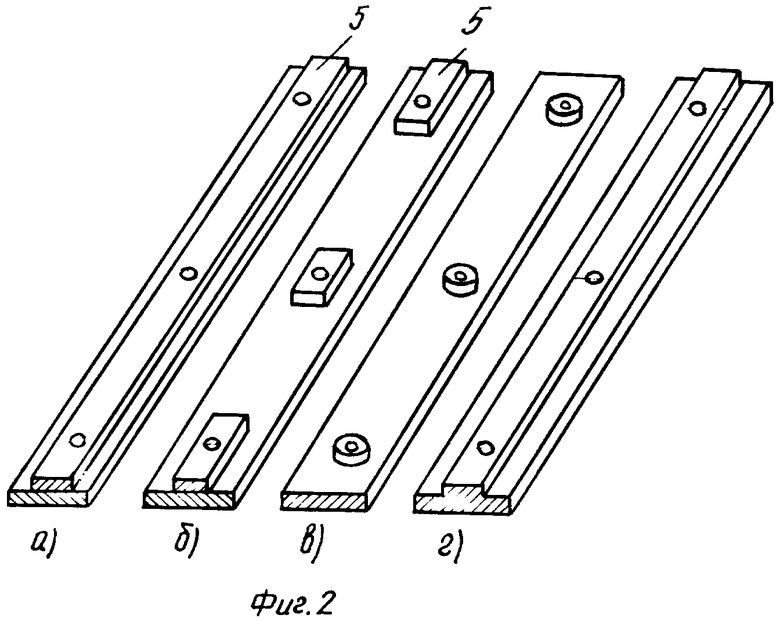
Первоначально выполняют в одной из диэлектрических пластин 1, 2 продольный технологический паз 3, а на центральном в виде пластины ВЧ-электроде 4, соответствующий пазу продольный технологический выступ 5 (фиг.1). Технологический выступ может быть выполнен в виде одного сплошного или нескольких дискретных элементов (фиг.2), где:
а - технологический выступ в виде одного сплошного элемента, он может быть приклеен, припаян или присоединен винтами к центральному электроду;
б - в виде нескольких отдельных элементов (отрезков);
в - в виде отдельных цилиндрических элементов (пятачков);
г - выступ и центральный электрод выполнены одной деталью.
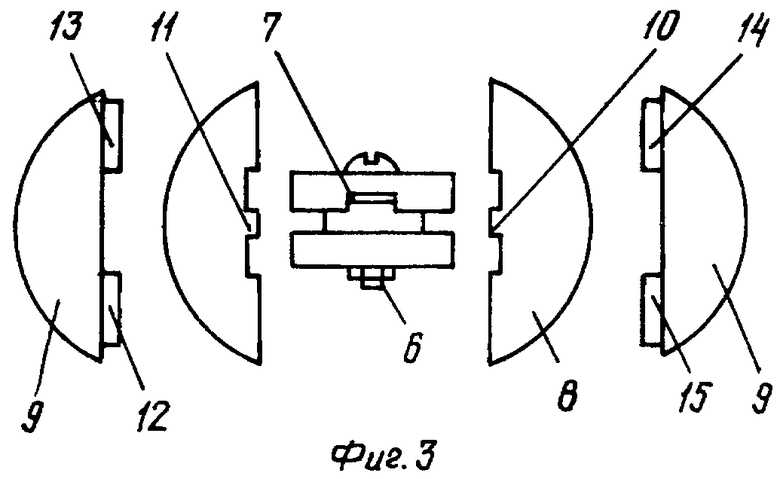
Собирают пластины 1, 2 и центральный электрод 4 и стягивают их в пакет с помощью винтов 6 (фиг. 3), равномерно размещенных по всей длине пакета, для чего в деталях пакета выполнены отверстия. Паз 3 диэлектрической пластины 1 и выступ 5 центрального ВЧ-электрода 4 выполнен так, что после сборки пакета между пазом 3 и выступом 5 существует зазор 7.
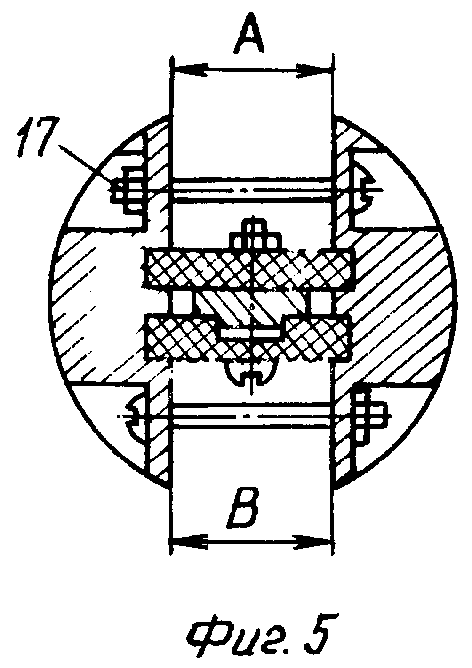
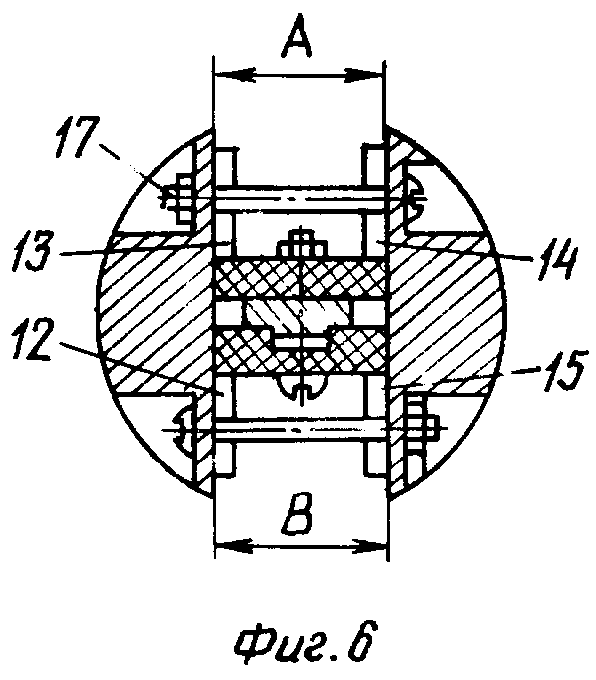
На пакет с двух сторон устанавливают сегментные электроды 8 или 9 (фиг.3). Сегментные электроды 8 могут быть выполнены, например, с направляющими выступами 10, 11, которые размещаются между диэлектрическими пластинами 1, 2 (фиг.5). Другой вариант исполнения: сегментные электроды 9 с ограничителями 12, 13, 14, 15, который показан на фиг.3, крепятся, например, с помощью винтов 16 (фиг.4). Ограничители могут быть как прямоугольной, так и цилиндрической формы. На фиг.6 показан вариант, когда пакет размещается между ограничителями 12, 13, 14, 15.
Сегментные электроды 8 или 9 и расположенный между ними пакет стягивают винтами 17 в разрядную структуру (фиг.5, 6), так чтобы размер А был равен размеру В. Винты 17 равномерно расположены по всей длине сегментных электродов 8, 9 в специальных отверстиях.
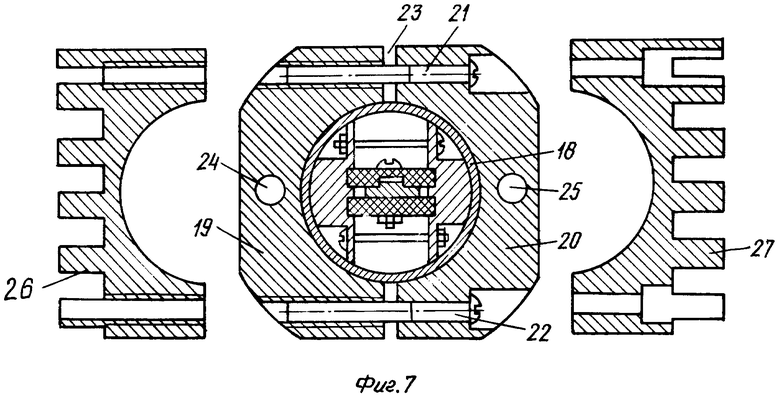
Устанавливают с технологическим зазором разрядную структуру в трубу 18 (фиг.7), являющуюся несущей конструкцией оптического резонатора и выполненную из материала с низким коэффициентом линейного расширения.
Размещают на трубе 18 с установленной внутри структурой радиатор, имеющий внутреннюю цилиндрическую поверхность и состоящий из двух симметричных частей 19, 20 (фиг.7). Стягивают части радиатора 19, 20 между собой винтами 21, 22, деформируя трубу до устранения технологического зазора. Части радиатора изготавливают так, чтобы после стягивания их на трубе со структурой оставалась щель 23. Радиатор может быть изготовлен в различных вариантах, например:
- для жидкостного охлаждения 19, 20, в котором выполнены отверстия 24, 25 для протока жидкости;
- с ребрами 26, 27 для воздушного охлаждения.
После чего устанавливают по торцам оптического резонатора юстировочные узлы и зеркала и проводят предварительную юстировку. Затем проводят герметизацию прибора, откачку и наполнение его рабочей смесью и окончательную юстировку.
На первом этапе изготовления осуществляется выполнение продольного технологического паза в одной из диэлектрических пластин и ответного технологического выступа в виде одного сплошного или нескольких дискретных элементов на центральном ВЧ-электроде, что позволяет с помощью винтов жестко соединить три детали в единый пакет. При таком способе крепления деталей пакета будет:
отсутствовать горизонтальное смещение центрального электрода при воздействии на лазер внешних механических факторов, таких как вибрации при транспортировке и внутренние воздействия, связанные с разогревом деталей структуры при эксплуатации, что исключает снижение мощности лазерного излучения;
осуществлен надежный тепловой контакт центрального электрода и диэлектрических пластин, что приведет к эффективному отводу тепла от центрального электрода на диэлектрические пластины.
Высота сплошного или состоящего из нескольких дискретных элементов технологического выступа центрального ВЧ-электрода меньше глубины ответного технологического паза диэлектрической пластины на величину 0,1-0,5 мм, выбрана из условия, что, с одной стороны, выступ не должен касаться дна паза, так как в противном случае в разрядных каналах образуются щели между диэлектрической пластиной и центральным электродом, что приведет к увеличению волноводных потерь и снижению мощности излучения. С другой стороны, при увеличении зазора более 0,5 мм уменьшается жесткость диэлектрической пластины, что может отрицательно сказаться на надежности лазера. Стягивающие винты, установленные в отверстиях деталей пакета, расположены равномерно по всей длине пакета и обеспечивают распределенный прижим и, соответственно, хороший тепловой контакт центрального электрода с диэлектрическими пластинами, при этом исключается возможность расслоения деталей пакета в вертикальной плоскости.
Следующим этапом является сборка разрядной структуры, заключающаяся в том, что на пакет с двух сторон накладывают сегментные электроды, которые могут быть выполнены с направляющими выступами и без них.
В случае использования сегментных электродов с направляющими выступами их располагают между диэлектрическими пластинами пакета.
В случае отсутствия направляющих выступов на сегментных электродах размещают ограничители, назначение которых такое же, как и направляющих выступов, препятствовать смещению пакета как в процессе сборки лазера, так и в процессе эксплуатации. Ограничители устанавливаются на сегментные электроды перед сборкой структуры с помощью специальных оправок и оснастки, имитирующих пакет. С помощью этих приспособлений при сборке структуры пакет плотно (без люфта) размещается между ограничителями и положение его отцентрировано относительно обоих сегментных электродов.
Ширина направляющего выступа сегментных электродов должна соответствовать толщине центрального ВЧ-электрода (без учета технологического выступа). Если ширина направляющего выступа больше толщины центрального электрода, структура просто не собирается. Если ширина направляющего выступа сегментных электродов значительно меньше толщины центрального электрода, то образовавшиеся щели в разрядном канале приведут к снижению мощности лазерного излучения вследствие возросших волноводных потерь, связанных с неоднородностью разрядных каналов.
Затем стягивают сегментные электроды и заключенный между ними пакет винтами, которые расположены равномерно по всей длине обоих сегментных электродов. Таким образом формируется два одинаковых разрядных канала прямоугольной формы.
Критерием сборки разрядной структуры является равенство размеров А и Б (фиг.5, 6). В этом случае плоские поверхности сегментных электродов параллельны, диаметр структуры минимальный и узкие грани диэлектрических пластин имеют оптимальный тепловой контакт с сегментными электродами, что обеспечивает эффективный отвод тепла от диэлектрических пластин на сегментные электроды.
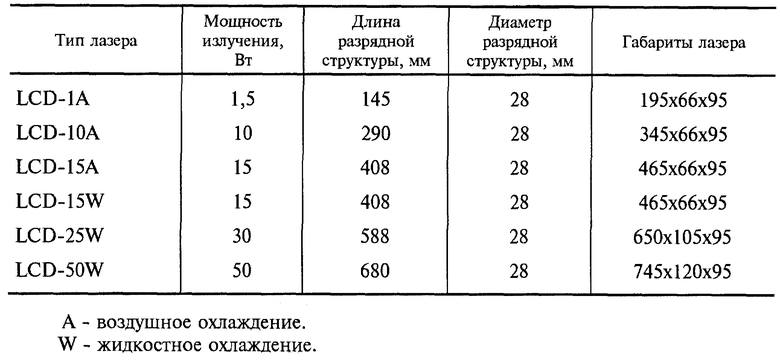
Собранную структуру (третий этап) размещают с технологическим зазором в тонкостенной трубе с низким коэффициентом линейного расширения. Технологический зазор обусловлен необходимостью размещения структур с различными линейными размерами (от 145 мм - лазер LCD-1A, мощность излучения 1,5 Вт до 680 мм - лазер LCD-SOW, мощность излучения 50 Вт) и находится в пределах 0,05-0,1 мм, что исключает возможность заклинивания структуры в трубе при ее размещении.
Материал трубы - конструкционный сплав (29НК, инвар-суперинвар и т.п.), имеющий низкий коэффициент линейного расширения, выбран из условий:
высокая стабильность длины резонатора при изменении температурных режимов охлаждения лазера и окружающей среды;
трубы из конструкционных сплавов хорошо подвергаются лазерной, микроплазменной сварке, пайке твердыми припоями на основе меди и серебра;
хорошо деформируется, сохраняя вакуумные свойства.
На четвертом этапе на трубу с расположенной внутри разрядной структурой накладывают радиатор, состоящих из двух симметричных частей, стягивают части винтами, деформируя трубу до устранения технологического зазора между ней и сегментными электродами разрядной структуры.
Для этой цели по всей длине в обеих частях радиатора выполняются отверстия для размещения винтов (фиг.7). В одной части радиатора 19 (26) в этих отверстиях нарезается резьба. Далее поочередно и равномерно затягиваются винты 21, 22. Происходит деформация трубы и технологический зазор между структурой и внутренней поверхностью трубы устраняется.
В результате стягивания обеих частей радиатора цилиндрические поверхности сегментных электродов контактируют с внутренней поверхностью трубы, а внешняя поверхность трубы имеет контакт с цилиндрической поверхностью обеих частей радиатора.
Кроме того, усилия по сжатию обеих частей радиатора передаются на диэлектрические пластины, тем самым уплотняя их контакт с сегментными электродами.
Для уменьшения теплового сопротивления между трубой и обеими частями радиатора перед сборкой наносят тонкий слой теплопроводящей пасты или располагают теплопроводящую пленку. Это позволяет устранить воздушные микрополости и повысить эффективность охлаждения разрядных каналов.
Необходимым условием предложенного способа является наличие щели между частями радиатора (фиг.7). Отсутствие щели может свидетельствовать о том, что технологический зазор между структурой и трубой не устранен и охлаждение разрядных каналов неэффективно, а это приведет к снижению мощности излучения. Кроме того, структура внутри трубы может сдвинуться при воздействии внешних механических факторов, что также приведет к снижению мощности излучения.
Таким образом, тепловая энергия через сегментные электроды и через тонкостенную трубу (толщина стенки трубы ≈ 1 мм) передается на радиатор, где отводится жидкостным или воздушным охлаждением. Отсутствие зазоров и плотные контакты сопрягающих поверхностей позволяют при таком способе изготовления лазера эффективно охлаждать разрядные каналы, повышая при этом мощность излучения лазера. Кроме того, симметричность усилий по стяжке деталей и тепловых потоков исключает возможность разъюстировки зеркал резонатора и, соответственно, снижение мощности излучения.
По тем же причинам плотные контакты сопрягающих поверхностей, симметричность конструкции и симметричность усилий по стягиванию деталей относительно плоскостей симметрии лазера делает лазер устойчивым к механическим воздействиям, что также исключает снижение мощности излучения как во время воздействия, так и после.
На следующем этапе сборки газового лазера на один торец трубы, служащей несущей конструкцией оптического резонатора, устанавливают юстировочный узел с поворотными зеркалами, юстируют их с помощью вспомогательных He-Ne лазеров и затем герметизируют узел. Далее на другой торец трубы устанавливают юстировочный узел с высокоотражающим и светоделительным зеркалами, предварительно юстируют их и герметизируют узел. Затем лазер откачивают и наполняют рабочей смесью, возбуждают ВЧ-разряд в каналах и проводят окончательную юстировку на максимальный уровень мощности излучения.
Предлагаемый способ изготовления волноводного двухканального газового со складным П-образным резонатором и ВЧ-возбуждением реализован при выпуске параметрического ряда СО2 лазеров (см. таблицу).
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛНОВОДНЫЙ ДВУХКАНАЛЬНЫЙ CO-ЛАЗЕР С ВЧ ВОЗБУЖДЕНИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2392710C1 |
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2244367C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2007 |
|
RU2330362C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2007 |
|
RU2334324C1 |
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2237956C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 1988 |
|
SU1572369A1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 2006 |
|
RU2329578C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2231880C1 |
| ВОЛНОВОДНЫЙ СО - ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 1992 |
|
RU2065238C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2216082C1 |

Изобретение относится к области квантовой электроники и может быть использовано при создании волноводных двухканальных со складным П-образным резонатором газовых лазеров с ВЧ-возбуждением. Технический результат может быть получен за счет поэтапной сборки деталей лазера, обеспечивающей жесткость, устойчивость и симметричность конструкции прибора, а также за счет исключения поперечных смещений и изгибов разрядных каналов. Способ заключается в выполнении в одной из диэлектрических пластин продольного паза, а на ВЧ-электроде продольного выступа, сборке диэлектрических пластин и ВЧ-электрода в пакет, установлении на пакете двух крайних сегментных электродов и стягивании их в разрядную структуру, размещении ее с технологическим зазором в трубе, расположении на трубе радиатора, состоящего из 2-х симметричных частей, стягивании частей между собой до деформации трубы и устранении технологического зазора между ней и сегментными электродами разрядной структуры. Обеспечено повышение жесткости конструкции устройства за счет исключения поперечных смещений и изгибов разрядных каналов, увеличение мощности и стабильности выходных параметров. 7 ил., 1 табл.

Способ изготовления волноводного двухканального газового лазера с ВЧ-возбуждением, включающий сборку диэлектрических пластин, центрального, в виде пластины ВЧ-электрода и двух крайних сегментных электродов в разрядную структуру, размещение и закрепление ее в резонаторе, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку, отличающийся тем, что в одной из диэлектрических пластин выполняют продольный технологический паз, а на центральном, в виде пластины ВЧ электроде, соответствующий пазу, в виде одного сплошного или нескольких дискретных элементов, технологический выступ, высота которого меньше глубины технологического паза на 0,1÷0,5 мм, собирают диэлектрические пластины и центральный электрод в пакет, устанавливают на пакет с двух сторон сегментные электроды, стягивают их между собой винтами и собранную разрядную структуру устанавливают с технологическим зазором в трубу из материала с низким коэффициентом линейного расширения, служащую несущей конструкцией резонатора, размещают на трубе радиатор с внутренней цилиндрической поверхностью и состоящий из двух симметричных частей, стягивают части между собой винтами, деформируя трубу до устранения технологического зазора между ней и сегментными электродами разрядной структуры, при этом стянутые части радиатора между собой имеют щель, после чего устанавливают по торцам оптического резонатора котировочные узлы и зеркала и проводят предварительную юстировку.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЯДНОЙ ТРУБКИ ГАЗОВОГО ЛАЗЕРА С ВЧ-ВОЗБУЖДЕНИЕМ | 1990 |
|
SU1795852A1 |
| ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 1995 |
|
RU2065960C1 |
| US 4493087 А, 08.01.1985 | |||
| DE 3043574 А, 03.06.1982. | |||

