Изобретение относится к технологии изготовления уплотнительных колец с металлическим каркасом, а именно - к уплотнительным кольцам для герметизации опоры долота.
Известен способ изготовления резиновых изделий с предварительным размещением на месте рабочего пояска гранул наполнителя [1].
Однако при заливке в пресс-форму сырой резины неизбежно смещение гранул и их неравномерное распределение по толщине слоя.
Наиболее близким по технической сущности к изобретению является способ изготовления уплотнительных колец, по которому в полость пресс-формы в зону участка кольца, требующего повышенной износостойкости, помещают износостойкий наполнитель и литьем под давлением подают формовочный материал для формования кольца с последующим его отверждением [2].
Однако и этот способ не позволяет изготавливать резиновые уплотнительные кольца повышенной стойкости для герметизации опоры долота из-за смещения наполнителя во время формования кольца и неравномерного распределения зерен на поверхности, требующей повышенной износостойкости, как, например, на поверхности контакта уплотнительного кольца и шарошки бурового долота.
Целью изобретения является возможность изготовления резиновых уплотнительных колец повышенной стойкости для герметизации опоры долота.
Указанная цель достигается тем, что по способу изготовления уплотнительных колец, по которому в полость пресс-формы в зону участка кольца, требующего повышенной износостойкости, помещают износостойкий наполнитель и литьем под давлением подают формовочный материал для формования кольца с последующим его отверждением, перед формованием кольца в полость пресс-формы помещают кольцевую металлическую арматуру, а износостойкий наполнитель предварительно формуют в жгут, мерный отрезок которого помещают в углубление пресс-формы под или над металлической арматурой.
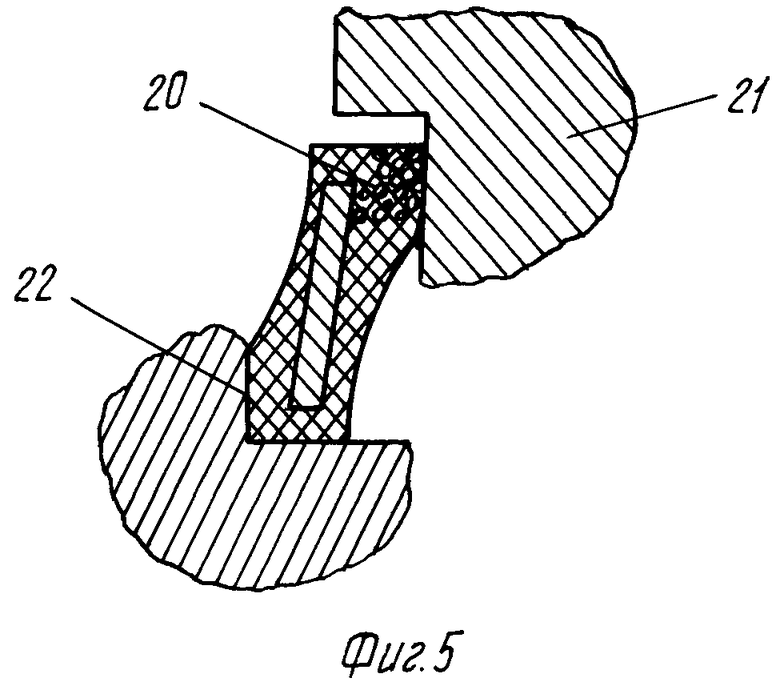
На чертежах представлена схема пресс-формы для осуществления предлагаемого способа изготовления уплотнительных колец, последовательность операций изготовления колец, поперечное сечение кольца и схема уплотнения кольцом шарошки бурового долота.
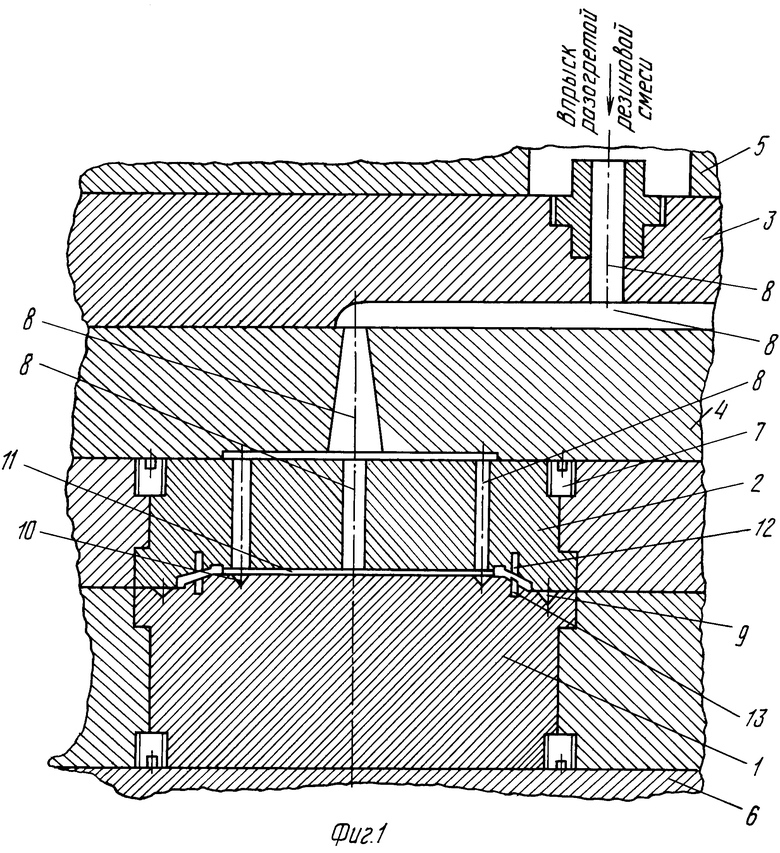
На фиг. 1 показана схема пресс-формы, содержащей нижнее основание (матрицу) 1, верхний пуансон 2, литниковые плиты 3, 4, плиты-нагреватели 5 и 6, передающие усилие прессования, крепежные шпильки 7 и систему каналов 8 для впрыска разогретой резиновой массы в полость между матрицей 1 и пуансоном 2, включая облойные канавки 9, 10, и 11. Для установки металлической конической арматуры в матрице и пуансоне предусмотрены штифты 12 и 13.
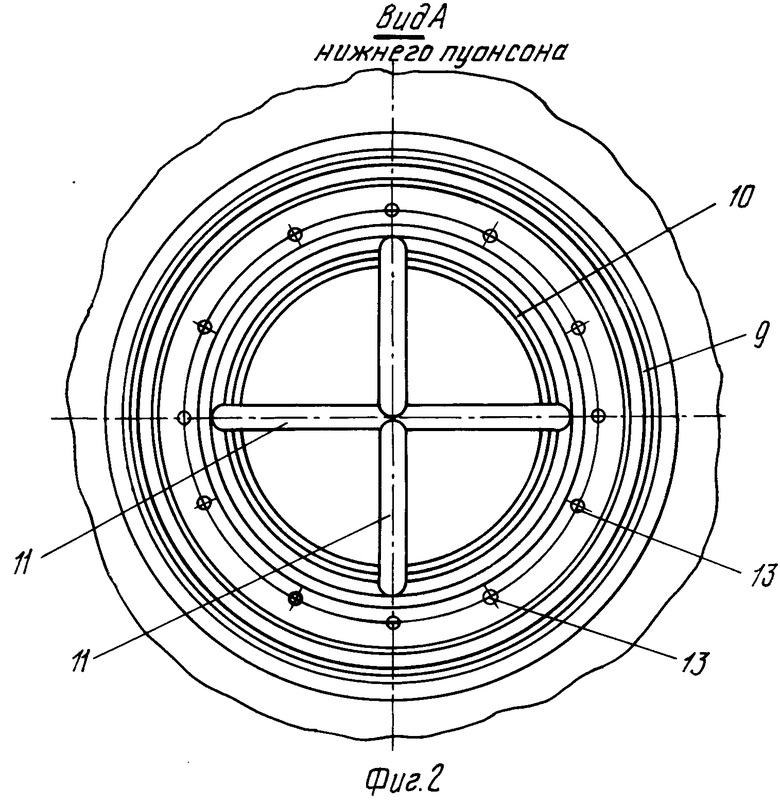
На фиг. 2 показан вид сверху нижнего пуансона с облойными канавками 9, 10 и 11, штифтами 13 для установки металлической конической арматуры.
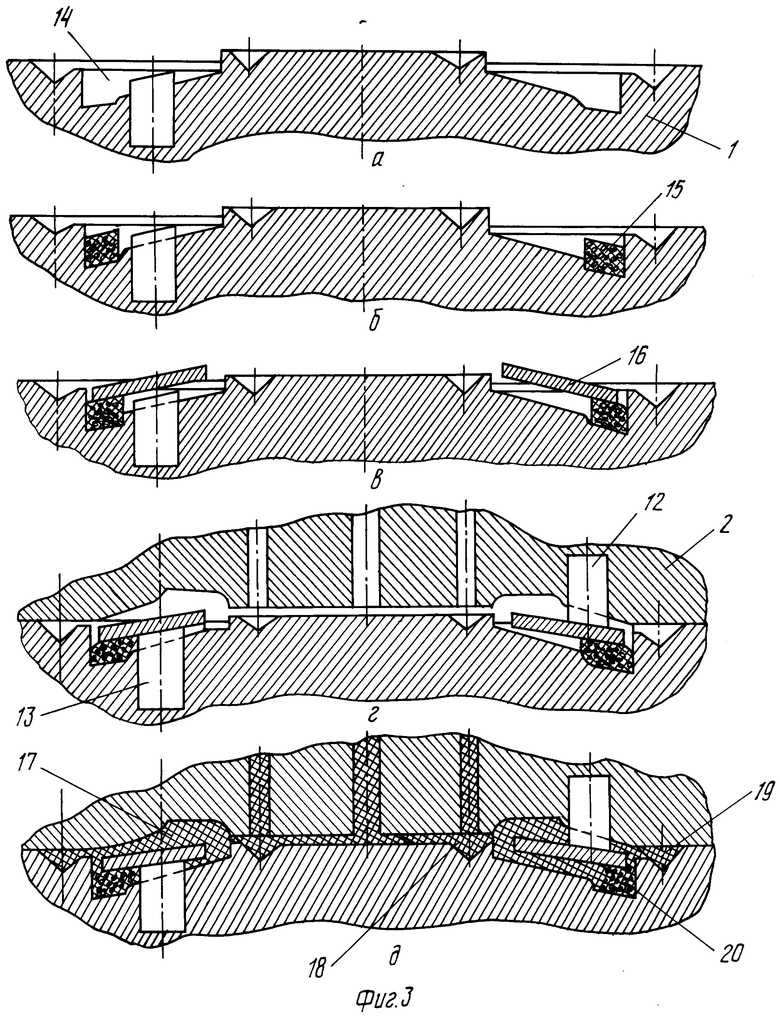
На фиг. 3 (а,б,в,г,д) показаны схема и последовательность операций по предлагаемому способу изготовления колец, где 14 - полость-углубление, образующая зону контакта готового кольца с шарошкой, 15 - предварительно сформованный жгут, насыщенный твердосплавным порошком, 16 - металлическая кольцевая арматура, 17 - сформированное уплотнительное кольцо с арматурой, 18 - облой с литником, 19 - облой, 20 - контактный слой, насыщенный твердым сплавом.
Последовательность операций следующая. В полость-углубление 14 (фиг.3а) укладывают по всей длине окружности мерный отрезок жгута 15, предварительно сформованного и насыщенного твердосплавным порошком (фиг.3б), затем устанавливают кольцевую металлическую арматуру 16 (фиг.3в), сдвигают плиты пресса, устанавливая штифтами 12 и 13 местоположение арматуры 16 (фиг.3г).
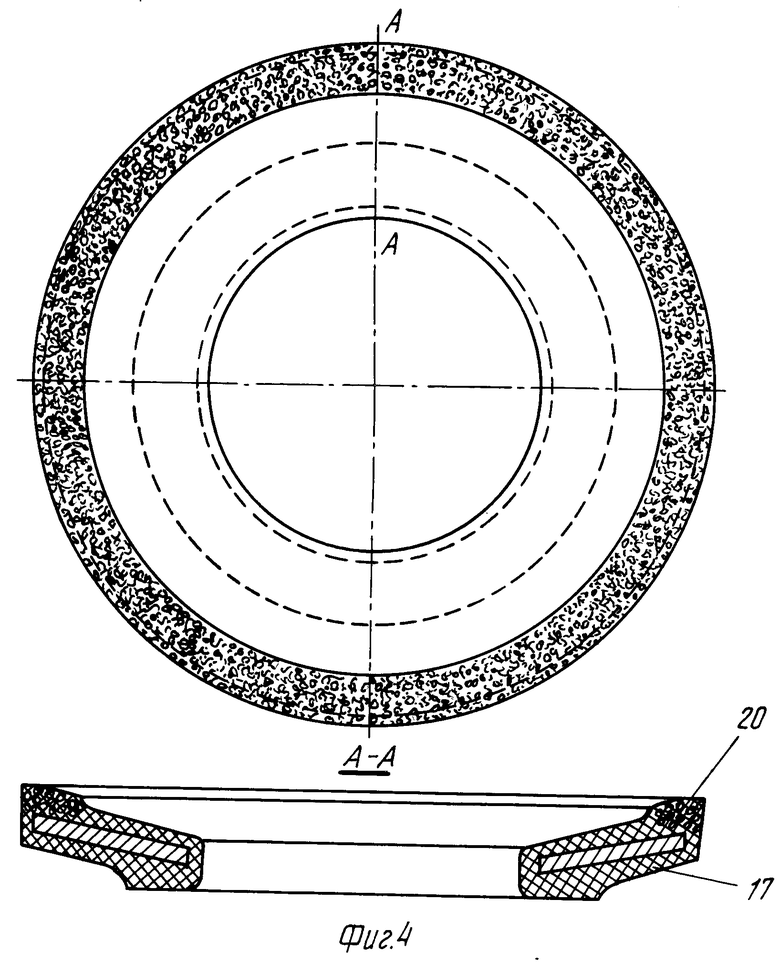
После соответствующего прогрева пресс-формы плитами-нагревателями 5 и 6 обеспечиваются впрыск, литье под давлением и вулканизация, по окончании которых уплотнительное кольцо 17 с арматурой отделяется от облоя и литников 19 и 18. Готовое кольцо показано на фиг.4, где 20 - слой, насыщенный твердым сплавом; на фиг.5 показана схема расположения кольца между шарошкой 21 и цапфой 22 лапы долота.
По предлагаемому способу можно изготавливать каркасные уплотнения другой формы.
Использование предлагаемого способа изготовления уплотнительных колец, в особенности для герметизации опоры долота, обеспечивает следующие преимущества. Не меняя упругих, прочностных свойств стального обрезиненного слоя, позволяет обеспечить только в слое, контактирующем с поверхностью вращающейся детали, наличие твердосплавных частиц, дающих возможность резко снизить коэффициент трения в зоне контактирования, снизить возможность перегрева, перенапряжения и текучести резины, обеспечить постоянную полировку поверхности контакта в качестве притира, уменьшая возможность вырыва частиц резины неровностями поверхности детали, значительно повысить стойкость уплотнения, а значит и узла в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЗИРУЮЩИЙ УЗЕЛ ОПОРЫ БУРОВОГО ДОЛОТА | 1988 |
|
RU1686869C |
| ГЕРМЕТИЗИРОВАННАЯ ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1990 |
|
RU2019670C1 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1990 |
|
RU2019669C1 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1990 |
|
RU2030541C1 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1991 |
|
RU2019672C1 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1991 |
|
RU2019671C1 |
| ШАРОШКА БУРОВОГО ДОЛОТА | 1990 |
|
RU2019667C1 |
| ШАРОШКА БУРОВОГО ДОЛОТА | 1990 |
|
RU2019666C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 1992 |
|
RU2046176C1 |
| БУРОВОЕ ДОЛОТО | 1990 |
|
RU2019668C1 |
Использование: изготовление уплотнительных колец с металлическим каркасом, в особенности для герметизации опоры долота. Сущность изобретения: перед формованием в полость пресс-формы в зону участка кольца, требующего повышенной износостойкости, помещают износостойкий наполнитель в виде мерного отрезка предварительно сформованного жгута, затем устанавливают кольцевую металлическую арматуру и литьем под давлением подают формовочный материал для формования кольца с последующим его отверждением. 5 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ, при котором в полость пресс-формы в зону участка кольца, требующего повышенной износостойкости, помещают износостойкий наполнитель и литьем под давлением подают формовочный материал для формования кольца с последующим его отверждением, отличающийся тем, что перед формованием в полость пресс-формы помещают кольцевую металлическую арматуру, а износостойкий наполнитель предварительно формуют в жгут, мерный отрезок которого помещают в углубление пресс-формы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4446085, кл | |||
| Солесос | 1922 |
|
SU29A1 |
