Изобретение относится к черной металлургии и может быть использовано при производстве многослойных горячекатаных листов.
Известен способ производства нержавеющих плакированных листов. Пакет для изготовления многослойного листа состоит из слоев углеродистой и нержавеющей стали с промежуточным никелевым слоем, наносимым с целью создания условий для свариваемости углеродистой и нержавеющей сталей в процессе горячей прокатки.
Недостатком данного способа является наличие между никелевым слоем и стальными слоями микро- и макронеплотностей, что в дальнейшем приводит к снижению сцепляемости слоев.
Наиболее близким по технической сущности и достигаемому результату является взятый за прототип слой пакета для производства биметаллов. Повышение прочности сцепления слоев обеспечивается за счет нанесения на соединяемые поверхности углеродосодержащего состава (нефтепродук- тов, лаков, смол, жиров), с дополнительной присадкой углерода в свободном состоянии в количестве 10-30%
При высокотемпературном нагреве "герметических" пакетов углеродосодержащие соединения возгоняются на начальных стадиях нагрева, создавая восстановительную атмосферу между контактными поверхностями, предназначенными для сваривания в процессе горячей прокатки пакета на лист. Свободный углерод в виде сажи или графита, введенный в состав, после возгонки углеродных соединений остается на соединяемых поверхностях металла и обеспечивает стабильность восстановительной способности атмосфере между контактными поверхностями за счет равновесия обменных реакций:
CO + MeO --- CO2 + Me --- CO2 + C --- CO
CO --- CO2 + C --- CO2 + C --- CO, где С и С свободный углерод и углерод в твердом растворе металла при его науглероживании соответственно.
Таким образом, к моменту горячей прокатки пакета на лист соединяемые металлические поверхности будут способны от окислов, что и обеспечивает свариваемость составляющих пакета (углеродистой и нержавеющей пластин).
Недостатком данного способа является: необходимость дальнейшего длительного (до 15 ч) высокотемпературного нагрева пакета, что требует либо увеличения парка нагревательных устройств, либо снижения производительности прокатного стана; свободный углерод в виде сажи или графита невозможно равномерно распределить по поверхности соединяемых слоев, что в процессе нагрева приведет к неравномерному науглероживанию и к снижению сцепляемости слоев листа; сажа требует специальных условий для хранения.
Целью изобретения является снижение себестоимости и увеличение прочности соединения слоев листа.
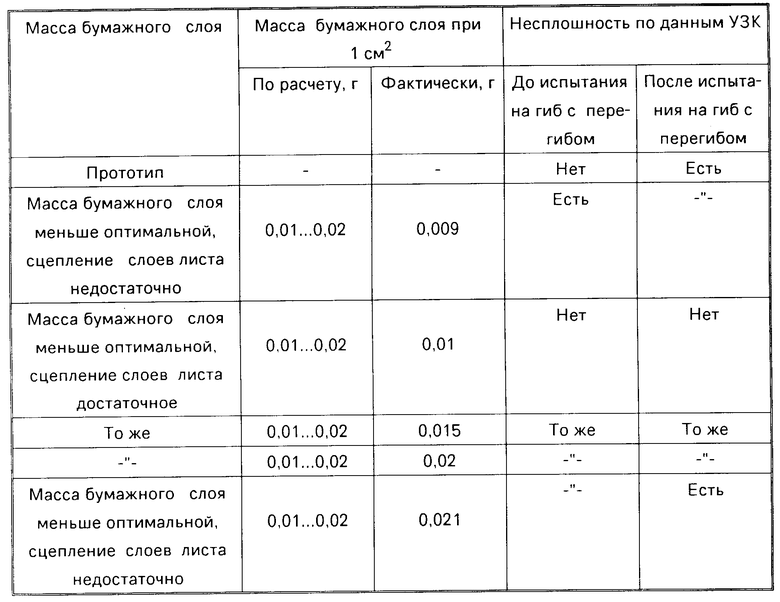
Сущность изобретения заключается в использовании прослойки пакета для изготовления многослойного горячекатаного листа в виде бумаги, масса которой определяется из следующей зависимости:
m (0,01.0,02)S, где m масса слоя бумаги, г;
S площадь плоскости контакта слоев пакета, см2;
0,01.0,02 постоянные коэффициенты, г/см2.
При высокотемпературном нагреве герметичного пакета бумага разлагается с образованием газовой атмосферы с высоковосстановительными свойствами и свободного углерода. При этом свободный углерод распределяется равномерно, за счет чего происходит равномерное науглероживание соединяемых слоев листа, что обеспечивает равномерную прочность сцепления слоев листа.
Экспериментально установлено, что применение слоя бумаги массой менее 0,01 г/см2 не обеспечивает достаточную свариваемость слоев листа, а применение слоя бумаги массой более 0,02 г/см2 уменьшает прочность сцепления слоев листа из-за наличия большого количества карбидной фазы.
Анализ технических решений в исследуемой и смежных областях позволяет сделать вывод об отсутствии в них признаков, сходных с признаками заявляемого решения, и признать их соответствующими критерию существенные отличия.
П р и м е р. Пакеты габаритами 80х200х300 мм, состоящие из слоя малоуглеродистой стали толщиной 70 мм и нержавеющей стали толщиной 10 мм с прослойкой из бумаги, обваривали герметично по периметру, нагревали до 1250оС в течении 1,5 ч и прокатывали на полупромышленном стане НИИМ на многослойный лист толщиной 6 мм. Прочность свариваемости слоев многослойного листа оценивали по результатам УЗК до и после испытания образцов листа на гиб с перегибом на ролик диаметром 10 мм.
Результаты испытаний приведены в таблице.
Применение данного изобретения в условиях ЧМК может дать экономический эффект 40-50 руб/т при производстве горячекатанного многослойного листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для улучшения сцепления слоев при производстве биметаллов | 1985 |
|
SU1283005A1 |
| СПОСОБ ПОДГОТОВКИ ШИХТОВОГО МАТЕРИАЛА В ВИДЕ БРИКЕТОВ К ПЛАВКЕ | 1996 |
|
RU2095436C1 |
| Пакет для получения плакиронной стали | 1978 |
|
SU719849A1 |
| Пакет для получения биметаллических листов | 1974 |
|
SU567582A1 |
| ВЫСОКОПРОЧНАЯ ГОРЯЧЕКАТАНАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ ПРЕВОСХОДНОЙ СЦЕПЛЯЕМОСТЬЮ ОКАЛИНЫ, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2772064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗА | 1993 |
|
RU2080391C1 |
| СПЛАВ ВЫСОКОГО ДЕМПФИРОВАНИЯ НА ОСНОВЕ ЖЕЛЕЗА С РЕГЛАМЕНТИРОВАННЫМ УРОВНЕМ ДЕМПФИРУЮЩИХ И МЕХАНИЧЕСКИХ СВОЙСТВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1999 |
|
RU2158318C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
Использование: при производстве многослойных горячекатаных листов. Сущность: прослойка содержит углеродсодержащий материал в виде бумажного слоя, масса которого определяется по указанной в описании зависимости. 1 табл.
ПРОСЛОЙКА ПАКЕТА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ГОРЯЧЕКАТАНОГО ЛИСТА, содержащая углесодержащий материал, отличающаяся тем, что, с целью снижения себестоимости и повышения качества за счет увеличения прочности соединения слоев листа, в качестве углесодержащего материала использован слой бумаги массой, определяемой по зависимости
m (0,01 0,02) s,
где m масса слоя бумаги,г;
s площадь плоскости контакта слоев пакета, см2;
0,01 0,02 постоянные коэффициенты, г/см2.
| Состав для улучшения сцепления слоев при производстве биметаллов | 1985 |
|
SU1283005A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
