Настоящее изобретение относится к горячекатаному продукту с превосходной сцепляемостью окалины, подходящему для использования при изготовлении крупногабаритных промышленных машин, таких как краны, грузовики и другие землеройные машины. В частности, в настоящем изобретении предлагается превосходная сцепляемость окалины, обладающей коррозионной стойкостью, и способ ее получения.
Горячекатаную сталь используют при изготовлении стальных элементов для строительства и тяжелого машиностроения, как например, деталей кранов, грузовиков и землеройных машин. Однако в последние годы, ввиду усиления внимания к углеродному следу с точки зрения охраны окружающей среды земного шара, а также повышения жесткости рабочих условий, имеется потребность в том, чтобы указанное машинное оборудование, такое как краны и грузовики, эффективно работало в соответствии с промышленными стандартами при одновременной стойкости к жестким рабочим условиям, особенно по показателям коррозионной стойкости, вследствие этого является обязательной разработка стали, имеющей коррозионную стойкость и приемлемые механические свойства.
Для разработки стального продукта, имеющего адекватную коррозионную стойкость, которая может сохраняться в жестких рабочих условиях при одновременном соблюдении промышленных стандартов, были осуществлены интенсивные исследования и усилия по разработке.
С учетом вышесказанного, была разработана горячекатаная сталь, имеющая третичную окалину, в которой предлагается хороший баланс между механическими свойствами и применимостью в жестких промышленных условиях при одновременном соблюдении строгих экологических норм. Такая третичная окалина образуется в ходе обработки на стане горячей прокатки, после грубой обработки, сразу после удаления вторичной окалины. Окалина, образующаяся при нагревании стали в подогревательной печи до температуры прокатки, известна как первичная окалина.
В документе JP 2014-031537 раскрыта горячекатаная стальная пластина, содержащая в масс. %: от 0,01 до 0,4% С; от 0,001 до 2,0% Si; от 0,01 до 3,0% Mn; 0,05% Р или меньше; 0,05% S или меньше; 0,3% Al или меньше; 0,01% N или меньше, а остальное Fe с неизбежными примесями, и она характеризуется толщиной окалины, образовавшейся на поверхности стальной пластины, равной 20 мкм или меньше; отношением длины контакта стальной пластины с ферритом и магнетитом к длине контакта с ферритом и окалиной в направлении прокатки, составляющим 80% или больше, и средним диаметром частиц магнетита 3 мкм или меньше; указанный горячекатаный продукт характеризуется временем выдержки при температуре в диапазоне от 400°С до 450°С длительностью 90 минут или больше, что является весьма интенсивным энергетически, кроме того, он содержит большое количество гематита, который оказывает неблагоприятное влияние на сцепление окалины.
В документе JP 2004-346416 раскрыта горячекатаная стальная пластина с окалиной, обладающая воспроизводимо и надежно улучшенной сцепляемостью, даже в случае, когда стальной материал имеет особенно высокое содержание Mn. Горячекатаная стальная пластина имеет слой окалины на поверхности, которая заключает в себе магнетит, содержит 0,3% об. или меньше MnFe2O4 и 1,0% об. или меньше (Fe, Mn) О и характеризуется остаточным напряжением сжатия 400 МПа или ниже. Однако присутствие MnFe2O4 ослабляет сцепление окалины даже при высоком содержании магнетита.
С учетом вышесказанного, в свете публикаций, упомянутых выше, цель настоящего изобретения заключается в изготовлении доступных горячекатаных стальных продуктов с превосходной сцепляемостью окалины, которые одновременно характеризуются:
- повышенной коррозионной стойкостью при наличии менее 20% красного шлама,
- сцепляемостью окалины, равной 60% отражательной способности или больше.
- чистотой поверхности, равной 65% отражательной способности или больше,
Предпочтительно, такая сталь хорошо пригодна для формования, в частности, для прокатки, а также имеет хорошую свариваемость и обрабатываемость резанием.
Другая цель настоящего изобретения также состоит в том, чтобы сделать доступным способ изготовления указанных продуктов, совместимых с обычными промышленными вариантами применения, при этом не слишком чувствительных к некоторым небольшим изменениям параметров изготовления.
Сталь согласно изобретению представляет собой конкретную композицию, которая будет описана подробно.
Углерод представлен в стали настоящего изобретения в количестве от 0,06% до 0,18%. Углерод присутствует для обеспечения определенной прочности при растяжении. Однако, когда содержание углерода меньше 0,06%, такое влияние наличия в составе является недостаточным. С другой стороны, когда углерода больше 0,18%, ухудшается вязкость базового металла и зона теплового влияния при сварке, а также значительно снижается свариваемость. С учетом вышесказанного, содержание углерода ограничивается на уровне от 0,06 до 0,18%.
Никель присутствует в стали настоящего изобретения в количестве от 0,01% до 0,6%. Никель выполняет функцию повышения вязкости и упрочнения стальной подложки. Однако никель также играет важную роль в формировании приставшей окалины, требуется минимум 0,01% никеля для сцепления окалины; если содержание никеля превышает 0,6%, снижается экономическая эффективность. Предпочтительные пределы содержания никеля находятся в диапазоне от 0,01% до 0,3%.
Медь присутствует в стали настоящего изобретения в количестве от 0,001% до 2%. Медь выполняет функцию повышения прочности за счет увеличения твердости раствора и дисперсионного твердения стальной подложки. Медь оказывает сильное влияние на образование окалины; с учетом вышесказанного, для обеспечения минимального количества окалины на поверхности стали и придания сцепления окалине требуется минимум 0,005% меди. Однако, когда содержание меди превышает 2%, в ходе горячей обработки наблюдается тенденция к образованию трещин при нагревании стального бруска или сварке. С учетом вышесказанного, в случае добавления меди ее содержание ограничивается равным 2% или меньше. Содержание меди предпочтительно представлено количеством от 0,001% до 0,5%.
Хром присутствует в стали настоящего изобретения в количестве от 0,001% до 2%. Хром выполняет функцию повышения прочности и вязкости, а также является превосходным в отношении придания свойства высокотемпературной прочности. С учетом вышесказанного, когда предполагается повышение прочности стального материала, активно добавляют хром, а конкретно, хром добавляют предпочтительно в количестве 0,01% или больше для достижения определенной характеристики прочности стальной подложки при растяжении. Хром является предпочтительным элементом для сцепления окалины, в частности, с вюститом, так как хром оказывает закрепляющее воздействие на вюстит. Однако, когда содержание хрома превышает 2%, ухудшается свариваемость. С учетом вышесказанного, в случае добавления хрома его содержание ограничивается на уровне 2% или меньше. В настоящем изобретении предпочтительный предел содержания хрома находится в диапазоне от 0,01% до 0,3%.
Кремний присутствует в стали настоящего изобретения в количестве от 0,001% до 0,8%. Кремний вводится в состав как раскисляющий агент на стадии изготовления стали и как элемент для повышения прочности. Однако, в случае, когда кремния меньше 0,01%, такое влияние наличия в составе является недостаточным. С другой стороны, в случае если кремния больше 0,8%, усиливается образование фаялита, который оказывает влияние на однородность окалины. Предпочтительно содержание кремния может составлять от 0,01% до 0,5%), а более предпочтительно, от 0,01% до 0,4%.
Азот присутствует в стали настоящего изобретения в количестве от 0% до 0,008%. Азот добавляют ввиду того, что он утончает структуру за счет образования нитридов совместно с титаном или тому подобным элементом и таким образом улучшает вязкость базового металла и зону теплового влияния при сварке. При добавлении азота в количестве менее 0,0005% проявление эффекта утончения структуры не обеспечивается в достаточной степени, а с другой стороны, при добавлении азота в количестве более 0,008%, увеличивается количество растворенного азота, и, следовательно, ухудшается вязкость базового металла и зона теплового влияния при сварке. С учетом вышесказанного, предпочтительное содержание азота ограничивается на уровне от 0,0005 до 0,008%.
И сера, и фосфор являются элементами примесей и могут присутствовать в количестве до 0,03%, поскольку выше указанного количества не могут быть получены плотный базовый металл и плотное сварное соединение. С учетом вышесказанного, содержание и фосфора, и серы ограничивается на уровне от 0,03% или меньше. Однако в случае серы оно предпочтительно указывается равным 0,0004%≤S≤0,0025%, а для фосфора предпочтительные пределы находятся в диапазоне от 0% до 0,02%.
Молибден присутствует в стали настоящего изобретения в количестве от 0,001% до 0,5%. Молибден выполняет функцию повышения коррозионной стойкости окалины и прочности стали, плюс к тому, он улучшает сцепляемость окалины. При добавлении молибдена в количестве больше 0,5% снижается экономическая эффективность. С учетом вышесказанного, в случае добавления молибдена его содержание ограничивается на уровне от 0,001 до 0,3%.
Ниобий как микролегирующий элемент повышает прочность, а кроме того, улавливает диффундирующий водород путем образования карбидов, нитридов или карбонитридов, так что он улучшает характеристику стойкости к замедленному разрушению. При добавлении ниобия в количестве менее 0,001%, такой эффект является недостаточным, а с другой стороны, при добавлении ниобия в количестве более 0,1%, ухудшается вязкость зоны теплового влияния при сварке. С учетом вышесказанного, в случае добавления ниобия его содержание ограничивается на уровне от 0,001 до 0,1%.
Ванадий как микролегирующий элемент повышает прочность стали путем улавливания диффундирующего водорода в результате образования карбидов, нитридов или карбонитридов. При добавлении ванадия в количестве менее 0,001% такой эффект является недостаточным, а с другой стороны, при добавлении его в количестве более 0,5%, ухудшается вязкость зоны теплового влияния при сварке. С учетом вышесказанного, в случае добавления ванадия его содержание ограничивается на уровне от 0,001 до 0,5%. Предпочтительный предел для ванадия находится в диапазоне от 0,001% до 0,3%.
Титан присутствует в стали настоящего изобретения в количестве от 0,001% до 0,1%. Титан имеется в составе с целью образования нитридов для придания прочности стали настоящего изобретения. Однако при добавлении титана в количестве менее 0,001% такой эффект является недостаточным, а с другой стороны, при добавлении его в количестве более 0,1% ухудшается вязкость стали. С учетом вышесказанного, в случае добавления титана его содержание ограничивается на уровне от 0,001 до 0,1%.
Марганец имеется в составе для обеспечения определенной прочности при растяжении. Однако при добавлении марганца в количестве менее 0,2% такое влияние его наличия является недостаточным. С другой стороны, при добавлении марганца в количестве более 2% значительно ухудшается свариваемость. Содержание марганца в соответствии с настоящим изобретением способствует образованию вюстита и его стабилизации в окалине, улучшая посредством этого сцепление окалины. Однако при содержании марганца более 2% образуется MnFe2O4, который является неблагоприятным для сцепления окалины, следовательно, предпочтительный предел для марганца в случае настоящего изобретения находится в диапазоне от 0,2% до 1,8%, а более предпочтительно от 0,5% до 1,5%.
Алюминий является необязательным элементом для настоящего изобретения и может присутствовать в количестве от 0,005% до 0,1%. Алюминий добавляют в качестве раскисляющего агента, плюс к тому, он оказывает влияние на утончение структуры стали настоящего изобретения. Однако, в случае, когда алюминия меньше 0,005%, такое влияние наличия в составе является недостаточным. С другой стороны, если алюминия содержится более 0,1%, ухудшается чистота и качество поверхности стали. С учетом вышесказанного, содержание алюминия ограничивается на уровне от 0,005 до 0,1%.
Бор является необязательным элементом для стали настоящего изобретения и присутствует в стали в количестве от 0% до 0,003%. Бор выполняет функцию повышения упрочнения. Однако, когда содержание бора превышает 0,003%, ухудшается вязкость. С учетом вышесказанного, в случае добавления бора его содержание ограничивается на уровне 0,003% или меньше.
Кальций является необязательным элементом и используется для контролирования включений на основе сульфидов. Однако добавление кальция в количестве больше 0,01% вызывает снижение чистоты. С учетом вышесказанного, в случае добавления кальция его содержание ограничивается на уровне 0,01% или меньше.
Магний является необязательным элементом, используется для улучшения свариваемости стали и ограничивается по количеству величиной 0,010%.
Окалина настоящего изобретения представляет собой третичную окалину, которая формируется на поверхности стальной полосы при охлаждении после горячей прокатки, а также в ходе сворачивания в рулон и охлаждения после него до 450°С и имеет толщину от 5 микрон до 40 микрон. Окалина содержит феррит и магнетит и необязательно может заключать в себе гематит и вюстит. Конкретные функции и значение всех составляющих частей поясняются в настоящем документе для осмысления путем понимания настоящего изобретения.
Первоначально оксидный слой вюстита формируется вследствие обилия кислорода, доступного после конечной прокатки, вюстит образуется в непосредственной близости к стальной подложке, тогда как слой гематита образуется над ним. Однако после сворачивания в рулон доступ к кислороду ограничивается, следовательно, вюстит расходуется и реагирует с железом, образуя два различных оксидных слоя:
- слой магнетита, диспергированного вместе с ферритом в непосредственной близости к стальной подложке, и
- оксидный слой вюстита, который образуется непосредственно над ним.
Путем регулирования толщины и составов указанных окалин можно достигать заданных механических и эксплуатационных характеристик. Окалина настоящего изобретения содержит общее количество магнетита и феррита, составляющее более 50% по доле площади, от 0% до 50% вюстита и максимум до 10% гематита.
Магнетит и феррит присутствуют в третичной окалине совокупно в количестве 50% или больше. В предпочтительном варианте осуществления совокупные количества магнетита и феррита составляют 70% или больше, а содержание магнетита составляет более 30%. Магнетитный оксидный слой окалины, который образуется в ходе сворачивания в рулон и охлаждении до температуры 450°С, формируется в непосредственной близости к стальной подложке. В указанном магнетитном слое диспергируется феррит, и вследствие присутствия данных частиц слой магнетита сообщает сцепление окалине. Феррит присутствует в третичной окалине настоящего изобретения в количестве, составляющем, по меньшей мере, 25%. Феррит имеет ОЦК структуру, и ее твердость, как правило, составляет от 75 BHN до 95 BHN. Феррит диспергирован в слое магнетита и сообщает окалине свойство сцепления. Феррит образуется в процессе разложения вюстита в магнетит, поскольку в течение данной реакции железо стальной подложки реагирует с вюститом вследствие недостатка кислорода и образует магнетит и феррит.
Вюстит может присутствовать в окалине настоящего изобретения в количестве от 0% до 50%. Вюстит является самой мягкой, обогащенной железом оксидной фазой с формулой FeO. Вюстит обладает изометрической гексоктаэдрической кристаллической системой с твердостью окалины от 5 до 5,5 по шкале Мооса, при этом вюстит является пластичным при высокой температуре, следовательно, облегчает выполнение операций сварки и резки, но при более низкой температуре он является очень твердым и стабильным, что придает оксидному слою настоящего изобретения устойчивость к истиранию, а также коррозионную стойкость. Наличие свыше 50% вюстита ухудшает сцепление и характеристики коррозионной стойкости окалины настоящего изобретения.
Гематит может присутствовать в окалине настоящего изобретения в количестве от 0% до 10%. Указанный компонент, при его наличии, обычно образует самый верхний слой окалины. Гематит не предполагается в качестве компонента настоящего изобретения, но может появляться в силу действия параметров переработки. Он не оказывает никакого влияния до 10%, но свыше 10% является неблагоприятным для сцепления окалины настоящего изобретения.
Стальной продукт согласно изобретению можно получать любым подходящим способом. Однако предпочтительно использовать процесс, описанный далее в настоящем документе.
Разливку полупродукта можно выполнять в форме слитков, либо в форме тонких слябов или тонких полос, т.е. с толщиной, находящейся в диапазоне приблизительно от 220 мм для слябов до нескольких десятков миллиметров для тонкой полосы или тонких слябов.
В целях упрощения следующее ниже описание будет фокусироваться на слябах как полупродукте. Сляб, имеющий вышеописанный химический состав, изготовляется посредством непрерывной разливки и предлагается для дальнейшей обработки в соответствии со способом изготовления согласно изобретению. В настоящем способе можно использовать сляб с высокой температурой, применяемой в ходе непрерывной разливки, или можно вначале охлаждать его до комнатной температуры, а затем снова нагревать.
Температура сляба, который подвергается горячей прокатке, предпочтительно находится выше точки Ас3 и, по меньшей мере, выше 1000°С и должна составлять ниже 1280°С. Подразумевается, что температуры, упоминаемые в настоящем документе, обеспечивают достижение аустенитного диапазона во всех точках сляба. В случае, если температура сляба ниже 1000°С, на прокатном стане прилагается избыточная нагрузка, а кроме того, при прокатке температура стали может понижаться до температуры превращения феррита. Следовательно, для обеспечения того, чтобы прокатка находилась полностью в аустенитной зоне, повторный нагрев необходимо осуществлять при температуре выше 1000°С. Кроме того, температура не должна быть выше 1280°С во избежание нежелательного роста аустенитного зерна, приводящего к образованию крупного зерна феррита, что уменьшает способность указанных зерен к рекристаллизации в ходе горячей прокатки. Кроме того, температура выше 1280°С повышает риск образования толстых слоев оксидов, которые оказывают неблагоприятное воздействие при горячей прокатке.
Конечная температура прокатки должна быть выше 800°С и предпочтительно выше 840°С. Необходимо использовать конечную температуру прокатки выше точки 800°С для обеспечения того, чтобы сталь, подвергаемая горячей прокатке, прокатывалась полностью в аустенитной зоне, и температура на выходе конечной прокатки является достаточно высокой для достижения надлежащего формирования окалины, а также для обеспечения минимальной толщины окалины, равной 5 микронам. Конечная толщина горячекатаного стального листа после горячей прокатки составляет от 2 мм до 20 мм.
Затем горячекатаный стальной лист, полученный указанным способом, охлаждают со скоростью от 2°С/с до 30°С/с до температуры сворачивания в рулон, равной 650°С или ниже, для получения требуемого компонента в виде окалины настоящего изобретения. Скорость охлаждения не должна быть выше 30°С/с во избежание ухудшения формирования окалины как по составу, так и по толщине. Температура сворачивания в рулон должна быть ниже 650°С, поскольку выше указанной температуры может существовать риск избыточного образования обогащенных кислородом оксидов, что ухудшает сцепляемость окалины, а также является неблагоприятным для других механических свойств, таких как шероховатость и пластичность слоя окалины. Предпочтительная температура сворачивания в рулон горячекатаного стального листа настоящего изобретения составляет от 550°С до 650°С, а предпочтительный диапазон скорости охлаждения после горячей прокатки составляет от 2 до 15°С/с.
Далее горячекатаному стальному листу позволяют охлаждаться до комнатной температуры со скоростью охлаждения, которая составляет предпочтительно не выше 10°С/с, для предоставления определенного периода времени пребывания при температурах от 450°С до 550°С с целью создания возможности формирования слоя магнетита с диспергированным железом, который образуется в результате превращения вюстита при ограниченном количестве кислорода.
После этого горячекатаный стальной продукт охлаждают со скоростью охлаждения меньше 2°С/с до комнатной температуры, а скорость охлаждения после сворачивания в рулон предпочтительно составляет от 0,0001°С/с до 1°С/с, и более предпочтительно, скорость охлаждения после сворачивания в рулон составляет от 0,0001°С/с до 0,5°С/с.Указанные низкие скорости охлаждения достигаются путем выдерживания рулонного горячекатаного стального продукта при охлаждении горячекатаного стального продукта в замкнутой зоне или под укрытием. После охлаждения горячекатаного стального продукта до комнатной температуры получают высокопрочный стальной лист с превосходной сцепляемостью окалины.
Примеры
Следующие ниже результаты испытаний, примеры, иллюстративное пояснение примеров и таблицы, которые представлены в настоящем документе, являются неограничивающими по характеру и должны рассматриваться как приведенные только в целях иллюстрации, и они будут отображать преимущественные признаки настоящего изобретения и разъяснять значение параметров процесса, выбранных авторами изобретения после обширных экспериментов, а также дополнительно устанавливать характеристики, которые могут достигаться сталью настоящего изобретения.
Составы стальных листов испытательных образцов обобщены в таблице 1, при этом стальные листы получены в соответствии с параметрами процесса, приведенными в таблице 2, соответственно.
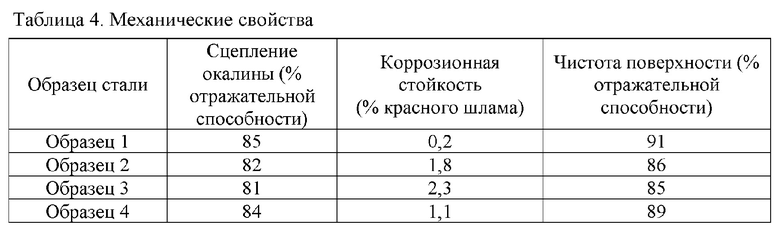
В таблице 3 продемонстрированы микрокомпоненты полученной третичной окалины, а в таблице 4 показан результат оценок потребительских свойств.
Таблица 1 включена в настоящий документ только для демонстрирования того, что приставшая окалина может формироваться на различных стальных композициях, которые получены при соблюдении параметров процесса, задаваемых настоящим изобретением. Указанные составы стали не должны истолковываться как исчерпывающие по своему характеру, поскольку они приведены лишь в виде примеров.
В таблице 1 отображены стали с составами, выраженными в массовых процентах.
Таблица 1. Составы стали

Таблица 2. Параметры процесса
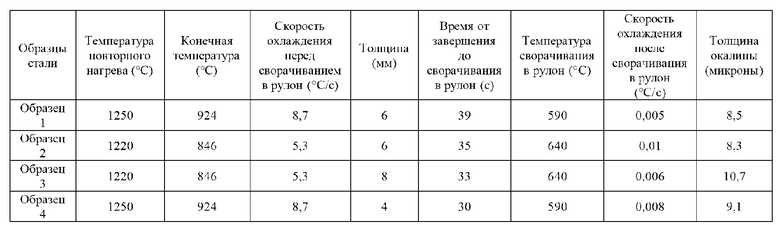
В таблице 2 настоящего документа подробно изложены параметры процесса, воплощенные в отношении образцов стали таблицы 1.
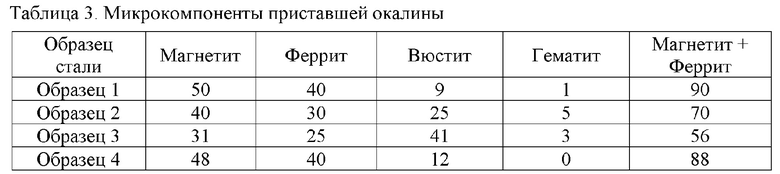
В таблице 3 показаны результаты испытаний, проведенных в соответствии со стандартами, с использованием различных микроскопов, таких как сканирующий электронный микроскоп, для определения состава микрокомпонентов приставшей окалины, как соответствующей изобретению, так и сравнительной.
Результаты приведены в процентах площади; было обнаружено, что все примеры изобретения содержат микрокомпоненты в заданных пределах.
В таблице 4 приведены примеры потребительских свойств окалины, соответствующей изобретению. Сцепление окалины и ее чистоту проверяют при помощи испытания с использованием скотча, при этом в указанном испытании чистоту поверхности измеряют при наложении ленты, которая собирает пыль и раздробленную окалину, на поверхность. Затем указанную ленту помещают на белую бумагу и измеряют отражательную способность или белизну. Для измерения сцепляемости липкую ленту налагают на всю длину образца, испытываемого на растяжение. После этого указанный образец зажимают в машине для испытания на растяжение и растягивают до достижения удлинения 0,2%. Затем данную полоску осторожно извлекают и наклеивают на белую бумагу, где измеряют отражательную способность, как в случае оценки чистоты поверхности.
Для оценки упомянутой коррозионной стойкости осуществляли испытание при постоянной влажности согласно стандарту NBN EN ISO 6270-2 в течение 500 ч. По завершении указанного испытания оценивали процентную долю красного шлама, присутствующего на поверхности, с использованием программы анализа изображений.
Результаты различных механических испытаний, проведенных в соответствии со стандартами, представлены далее в виде таблицы 4.
Примеры показывают, что горячекатаные стальные листы, соответствующие данному изобретению, демонстрируют все заданные свойства благодаря их конкретному составу и микрокомпонентам третичной окалины настоящего изобретения.
Изобретение относится к области металлургии, а именно к высокопрочному горячекатаному стальному листу, используемому для изготовления крупногабаритных промышленных машин. Лист имеет состав, включающий компоненты в мас.%: 0,06 ≤ углерод ≤ 0,18, 0,01 ≤ никель ≤ 0,6, 0,001 ≤ медь ≤ 2, 0,001 ≤ хром ≤ 2, 0,001 ≤ кремний ≤ 0,8, 0 ≤ азот ≤ 0,008, 0 ≤ фосфор ≤ 0,03, 0 ≤ сера ≤ 0,03, 0,001 ≤ молибден ≤ 0,5, 0,001 ≤ ниобий ≤ 0,1, 0,001 ≤ ванадий ≤ 0,5, 0,001 ≤ титан ≤ 0,1, при необходимости по меньшей мере один элемент из: 0,2 ≤ марганец ≤ 2, 0,005 ≤ алюминий ≤ 0,1, 0 ≤ бор ≤ 0,003, 0 ≤ кальций ≤ 0,01 и 0 ≤ магний ≤ 0,010, остальное - железо и неизбежные примеси. Лист имеет слой третичной окалины, содержащий в долях площади суммарно по меньшей мере 50% магнетита и феррита, причем феррит составляет по меньшей мере 25%, от 0 до 50% вюстита и от 0 до 10% гематита, причем указанный слой окалины имеет толщину от 5 до 40 мкм. Лист имеет высокую сцепляемость окалины, обладающей повышенной коррозионной стойкостью, хорошую свариваемость и обрабатываемость резанием. 2 н. и 13 з.п. ф-лы, 4 табл.
1. Горячекатаный высокопрочный стальной лист, имеющий состав, включающий компоненты в мас.%:
0,06 ≤ углерод ≤ 0,18;
0,01 ≤ никель ≤ 0,6;
0,001 ≤ медь ≤ 2;
0,001 ≤ хром ≤ 2;
0,001 ≤ кремний ≤ 0,8;
0 ≤ азот ≤ 0,008;
0 ≤ фосфор ≤ 0,03;
0 ≤ сера ≤ 0,03;
0,001 ≤ молибден ≤ 0,5;
0,001 ≤ ниобий ≤ 0,1;
0,001 ≤ ванадий ≤ 0,5;
0,001 ≤ титан ≤ 0,1;
при необходимости по меньшей мере один элемент из:
0,2 ≤ марганец ≤ 2;
0,005 ≤ алюминий ≤ 0,1;
0 ≤ бор ≤ 0,003;
0 ≤ кальций ≤ 0,01;
0 ≤ магний ≤ 0,010;
железо и неизбежные примеси - остальное;
при этом указанный лист имеет слой третичной окалины, содержащий в долях площади суммарно по меньшей мере 50% магнетита и феррита, причем феррит составляет по меньшей мере 25%, от 0 до 50% вюстита и от 0 до 10% гематита, причем указанный слой окалины имеет толщину от 5 до 40 мкм.
2. Лист по п. 1, состав которого включает в себя от 0,01 до 0,5 мас.% кремния.
3. Лист по п. 1, состав которого включает в себя от 0,1 до 0,3 мас.% никеля.
4. Лист по любому из пп. 1-3, состав которого включает в себя от 0,1 до 0,5 мас.% меди.
5. Лист по любому из пп. 1-4, состав которого включает в себя от 0,01 до 0,3 мас.% хрома.
6. Лист по любому из пп. 1-5, в котором суммарное количество магнетита и феррита составляет 80% или более, а процентное содержание магнетита составляет более 30%.
7. Лист по любому из пп. 1-6, в котором содержание вюстита составляет 45% или менее.
8. Лист по любому из пп. 1-7, который имеет процентное содержание красного шлама, составляющее 20% или менее, и характеризуется сцепляемостью окалины, составляющей 80% или более.
9. Лист по п. 8, который имеет процентное содержание красного шлама, составляющее 15% или менее, и характеризуется чистотой окалины, составляющей 80% или более.
10. Способ получения горячекатаного высокопрочного стального листа, включающий в себя следующие последовательные стадии:
получают полупродукт в виде слитка, тонкого сляба или тонкой полосы из стали, имеющей состав по любому из пп. 1-5;
повторно нагревают указанный полупродукт до температуры от 1000 до 1280°C;
прокатывают упомянутый полупродукт полностью в аустенитном диапазоне, в котором конечная температура горячей прокатки составляет 800°C или более, для получения горячекатаного стального листа с толщиной от 2 до 20 мм;
охлаждают горячекатаный стальной лист со скоростью от 2 до 30°C/с до температуры сворачивания в рулон, составляющей 650°C или менее, и сворачивают в рулон упомянутый горячекатаный лист;
охлаждают указанный горячекатаный лист до комнатной температуры со скоростью менее 2°C/с для получения горячекатаного высокопрочного стального листа.
11. Способ по п. 10, в котором температура сворачивания в рулон составляет от 550 до 650°C.
12. Способ по п. 10 или 11, в котором конечная температура прокатки составляет более 840°C.
13. Способ по п. 11 или 12, в котором скорость охлаждения после горячей прокатки составляет от 2 до 15°C/с.
14. Способ по п. 13, в котором скорость охлаждения после сворачивания в рулон составляет от 0,0001 до 1°C/с.
15. Способ по п. 14, в котором скорость охлаждения после сворачивания в рулон составляет от 0,0001 до 0,5°C/с.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СПОСОБ ПРИЗВОДСТВА ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2013 |
|
RU2532768C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2561569C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

